
箱型柱制作通用工艺-修订编选
22页
1、箱型柱制作通用工艺箱型柱制作通用工艺 编制 审核 批准 有限公司工艺技术部 目录 有限公司 第 1 页 共 22 页 第一章 编制依据2 第二章 工程材料2 第三章 箱型柱加工制作工艺5 一 箱型柱工艺制作流程5 二 板材接料6 三 板材下料8 四 坡口加工 10 五 箱型本体组装 11 六 箱型本体焊接 14 七 箱型本体火焰矫正 17 八 端铣 17 九 箱型柱牛腿和零部件组装 18 十 除锈及涂装 20 十一 构件的包装发运 21 说 明说 明 本工艺文件仅适用于本公司箱型柱钢构件的加工制造焊接施工。 适用于强度 有限公司 第 2 页 共 22 页 等级为 Q345B 和 Q235B 系列的钢材。 本工艺文件是根据本公司的加工焊接设备所 具有的功能,并经焊接工艺性试验,以及焊接技术管理能力和生产实践为基础而 编制。本工艺流程符合箱型柱钢构件制作加工工艺流程及重点部位检查流程图。 本工艺文件编制的主要依据为, 钢结构工程施工质量验收规范 (GB50205 2001)和建筑钢结构焊接技术规程 (JGJ812002) , 高层民用建筑钢结构技 术规程 (JGJ99-98)以及焊接工艺性
2、试验结果。 第一章 编制依据第一章 编制依据 一编制依据一编制依据 1 现行国家标准、规范(钢构部分): 钢结构工程施工质量验收规范 GB50205-2001 建筑钢结构焊接技术规程 JGJ81-2002 高层民用建筑钢结构技术规程 JGJ99-98 低合金高强度结构钢 GB/T1591-2008 气体保护焊用碳钢、 低合金钢焊丝 GB/T8110-2008 钢焊缝和超声波探伤方法和探伤结果分析 GB11345-89 涂装前钢材表面锈蚀等级和除锈等级 GB8923-88 厚度方向性能钢板 GB5313-85 钢结构用扭剪型高强度螺栓连接副 GB/T3632-1955 钢结构用高强度大六角螺栓, 大六角螺母, 垫圈 GB/T1228、 1229、 1230-91 第二章 工程材料第二章 工程材料 一 钢材的要求一 钢材的要求 1 所有钢材必须具有质量证明书, 并应符合设计要求及相关规范。对所有材料 应按有关规定进行抽样检验及抽样复检, 取样方法与检验结果应符合国家现 行标准的规定;厚钢板必须依规定作 UT 检测,检查是否有不符合规定的夹 层存在. 2 钢材应无脱皮裂伤、 翘曲等缺陷, 当
3、钢材的表面有锈蚀、 麻点或划痕等缺陷时, 其深度不得大于该钢材厚度负允许偏差值的 1/2; 3 钢材表面锈蚀等级应符合现行国家标准涂装前钢材表面锈蚀等级和除锈等 有限公司 第 3 页 共 22 页 级GB8923 规定的 C 级及 C 级以上; 4 钢材端边或断口处不应有分层、夹渣等缺陷。 5 主要钢材钢板及型钢的化学成分、力学性能和其它质量要求均应按相应的国家 现行规范标准执行。 二 焊材的要求二 焊材的要求 1 焊材的品种、规格、性能等应符合现行国家产品标准和设计要求; 2 手工焊接所用焊条型号应与母材金属强度相适应。 自动焊接或半自动埋弧焊接 所用的焊丝和焊剂等,应与母材金属强度相适应。所有焊条必须有合格证明 焊接材料与母材的匹配应符合设计要求及国家现行行业标准的规定; 3 对用于一级焊缝等重要钢结构的焊接材料应进行抽样复验,复验的数量、方法 及结果应符合现行国家产品标准和设计要求; 4 严禁使用有药皮脱落、焊芯生锈等缺陷的焊条 ; 焊剂应按规定进行烘焙后使用。 5 焊材使用方法如下表所示 焊接方法材质焊材牌号焊接位置 Q345BE506 手工电弧焊 Q235BJ422 定位焊
4、对接角接 Q345BH10Mn2+SJ101 H08MnA+HJ431埋弧自动焊 Q235BHO8A+HJ431 对接 角接 Q345BER50-6 CO2气体保护焊 Q235BER50-6 定位焊 对接 角接 6 焊剂在使用前需按规定进行烘焙 : SJ101 需 300烘焙 2 小时,HJ431 需 250 烘焙 2 小时。 三 涂料要求三 涂料要求 各种涂料必须具备产品合格证书和混合涂料的配料说明书。因存放过久, 超过使用期的涂料,应取样进行质量检测,检测项目按产品标准的规定或设计 部门的要求进行。 1 涂料色泽应按设计要求,符合漆膜颜色标准GB318195 色卡编号,必要 有限公司 第 4 页 共 22 页 时可作样板,封存对比。 2 涂料调制应搅拌均匀,防止沉淀,影响色泽,当天使用的涂料应在当天配置。 3 不得随意添加稀释剂。当粘度过大,不便涂(喷)刷时,可适量加入,但一次 添加剂量不得超过 5。 第三章箱型柱加工制作工艺第三章箱型柱加工制作工艺 有限公司 第 5 页 共 22 页 一 箱型柱制作工艺流程一 箱型柱制作工艺流程 原材料 翼板下料 内隔板下料腹板下料 坡口加工 坡
《箱型柱制作通用工艺-修订编选》由会员l****6分享,可在线阅读,更多相关《箱型柱制作通用工艺-修订编选》请在金锄头文库上搜索。
黑龙江绥化一中2024届高中三年级教学质量监测(二)数学试题

黑龙江省虎林市高级中学2024届高三下学期自测卷(六)线下考试数学试题

黑龙江省海林市朝鲜族中学2024届高三下学期质量调研(文理合卷)数学试题
黑龙江省大庆四中2024届高三TOP300七月尖子生联考数学试题

黑龙江省哈尔滨市南岗区第三中学2024届全国高考统一考试模拟试题(三)数学试题
青海省玉树市2024届高三5月第二次月考试题(数学试题理)
陕西省重点中学2024届高三高考模拟冲刺卷(提优卷)(三)数学试题文试题
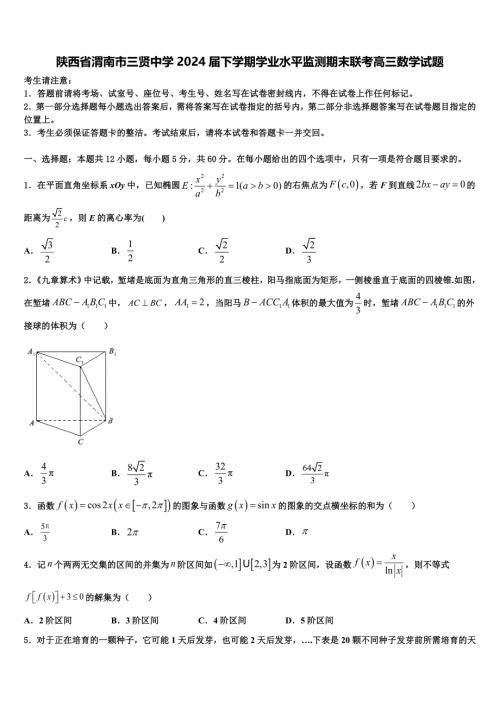
陕西省渭南市三贤中学2024届下学期学业水平监测期末联考高三数学试题
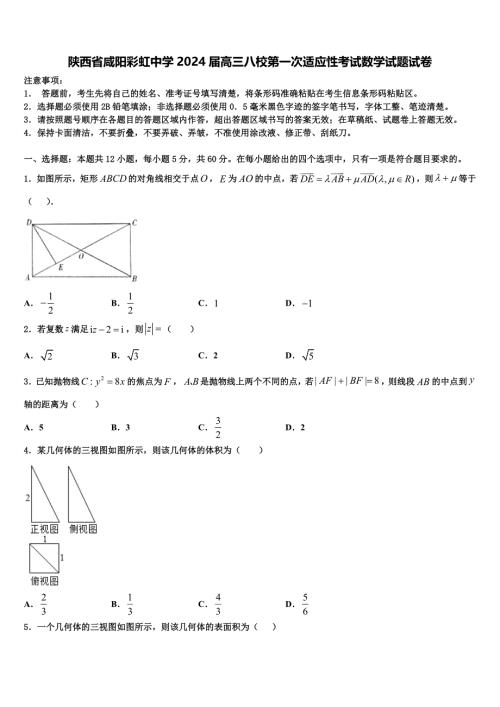
陕西省咸阳彩虹中学2024届高三八校第一次适应性考试数学试题试卷

重庆市江津长寿巴县等七校2024届高三下半期考试数学试题
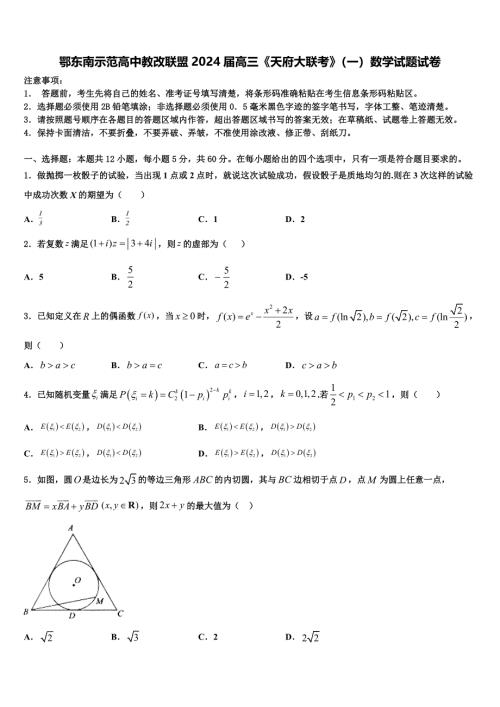
鄂东南示范高中教改联盟2024届高三《天府大联考》(一)数学试题试卷

辽宁省葫芦岛第六高级中学2024届高三4月高考复习质量监测卷(七)数学试题

辽宁省凌源市第三高级中学2024届5月高考三轮模拟试卷
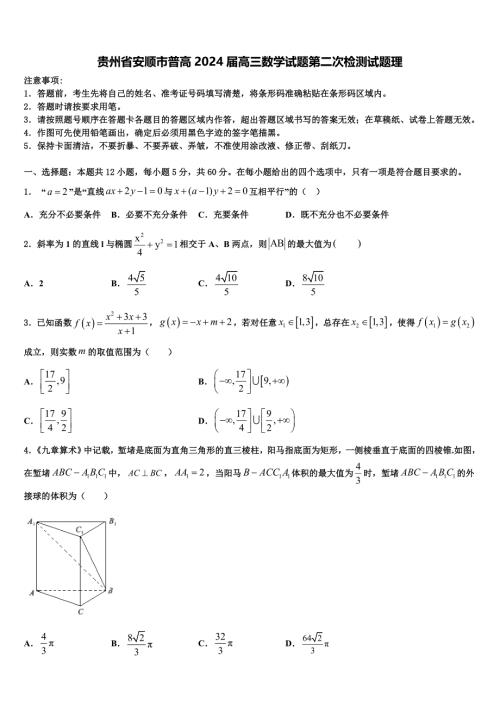
贵州省安顺市普高2024届高三数学试题第二次检测试题理

福建省长乐中学2024届高三下学期模拟卷(七)数学试题
福建省漳州第八中学2024届高三联考数学试题科试题

福建省泉州市晋江四校2024届高三二模数学试题试卷(B版)
福建省武平县第二中学2024届第二学期质量抽测(5月)高三数学试题试卷
福建省南平市2024届高三下学期开学收心考试(3月)数学试题

甘肃省酒泉市重点中学2024届高三一诊模拟数学试题
 企业人员年终工作总结以及2023工作计划(2篇).doc
企业人员年终工作总结以及2023工作计划(2篇).doc
2023-04-29 5页
2016年农机局“雁过拔毛”式腐败问题专项整治工作自查报告
2023-11-13 6页
初中教师工作总结个人(2篇).doc
2022-10-29 3页
旅游实习心得体会
2023-10-19 6页
护理专业技术工作总结
2023-12-16 3页
某咨询《中远工业公司咨询项目建议书》19页
2022-11-25 20页
用杠杆测密度
2023-01-23 3页
班长年度个人工作总结(二篇).doc
2023-01-04 5页
2023年工会工作总结标准范文(3篇).doc
2022-09-02 9页
前台客服年终工作总结(2篇).doc
2023-02-15 3页