
奥太MZ-1250埋弧焊机电气系统分析与维护.pdf
33页
1、 1 第 1 章 绪 论 第 1 . 1 节 引言 一、电弧焊技术的发展历程 1 8 0 1 年,迪威发现了电弧放电碳弧焊现象; 1 9 世纪中叶,提出利用电弧熔化金属惊醒材料连接的思想; 1 8 8 5 年俄国人发明了碳弧焊; 1 8 9 1 年俄国人提出金属电极代替碳电极; 1 9 0 7 年瑞典人发明了焊条; 1 9 1 2 年瑞典人开发出保护性能良好的厚涂层焊条; 1 9 2 0 年,英国的全焊接船下水; 1 9 3 0 年,开发了埋弧焊; 1 9 3 0 年以后,气体保护钨电极电弧; 1 9 4 5 年前后,电弧放电的阴极点具有去除氧化膜的作用。出此 G M A ( G a s M e t a l A r c ) 。 二、我国的电焊业发展 我国电焊机行业经过 40 多年的发展壮大,目前已形成一批有一定规模的企业,其生产 的产品主要包括:手工电弧焊机、电阻焊机、半自动弧焊机、特种焊机以及各类专用成套 焊接设备和焊装生产线,可以基本满足国民经济的需求。 随着我国改革开放和企业与产品结构改革的不断深化,原有的 1500 家电焊机专业和 兼业制造厂、辅机具制造厂中, 停产、半停产、转
2、产以及资产重组的约占 50%;一批电焊 机制造的新兴企业“异军突起”,部分合资和民营企业的业绩尤为突出。 根据我国经济发展的总体趋势,今后几年内我国的年钢总产量及钢材进口量基本保持 稳定,因而以钢产量来核算国内市场对电焊机产品的需求量不会有大的出入。 单市场对产品 的需求将随着焊接技术、工艺的发展和生产的机械化、自动化水平的提高而变化,特别是 各类产品的构成比, 如交流弧焊机的比重明显下降, 自动、 半自动焊机, 特别是 CO2 焊机, 专用成套焊机的需求量有显著的增加。 电焊机产品的进口量将持续增大,其进口总值仍占国内市场总额的 50%左右;国产电 焊机的出口额历年来都不超过生产总值的 6%。随着新产品开发能力和生产水平的提高, 引进产品国产化和规模化的实现,特别是外资、合资企业的发展和民营企业的迅速崛起, 2 不仅其出口量会有较大的增长,而且出口的地域也由目前的中东、南亚和非洲等发展中国 家,扩大到美国、欧洲等工业发达国家。 目前国内电焊机市场总的形式是:产品产量供大于求,竞争激烈,多数企业生产、经 营举步维艰。 在产品构成上,一般通用型焊机供过于求;高可靠性,多功能的自动、半自动
3、焊机和 专用成套焊机、特种焊机市场需求增长快,部分焊机仍需进口;在市场格局上国产与进口 焊机基本上是平分秋色,虽然以台数计国产焊机占绝对优势,而在销售额上进口产品则占 到一半左右。 尽管国产焊机出口形势因产品性能的提高和引进产品国产化的实现,以及合资、外资 企业生产规模的扩大,出口额有所增长,出口产品逐步由交流弧焊机、旋转直流焊机为主 转向自动、半自动焊机和成套焊机,但与进口的同类型产品相比,差距仍很大。 各主要领域需求预测 : 根据我们对电焊机主要应用领域如汽车工业、造船业、锅炉、工程机械、石油化工、 环保设备制造等行业的调查和“十五”我国钢产量推算,预计十大行业“十五”期间电焊机年 需求量为 20 万台左右。几个主要行业的电焊机需求情况因各主要生产领域的焊接生产机 械化、自动化水平的不同,对使用焊机的品种、功能和性能均有不同的要求。 第 1 . 2 节 焊机分类、特点 电焊机在机械制造等产业中应用非常广泛,根据其不同的特性通常可以分为 1 2 种, 每种电焊机的应用领域不尽相同,简单介绍如下: 一、交流手工弧焊机 主要焊接 2.5MM 上以钢板,重量轻,负载持续率高,可连续焊接,电
4、弧稳定,熔池易 于控制,引弧容易载电压高空载损耗小,效率达到 85%。交流手工弧焊机如下图 1-1 所示: 图 1-1 交流手工弧焊机 3 二、氩弧焊机 焊接 2 M M 以下的合金钢; 焊接时需要通氩气的保护气和水作为冷却焊枪,焊接时弧光 比较大,对人体有一定的影响,主要用于焊接易氧化的有色金属和合金刚。氩弧焊机如下 图 1 - 2 所示: 图 1-2 氩弧焊机 三、直流焊机 焊接生铁和有色金属,直流电源能够提供稳定的电弧和平稳的融滴过度,跟交流相 比,直流焊机电弧能够更加稳定的燃烧,不会熄灭断弧,又因为焊接电流较小,对焊缝 会起一定的润滑作用,所以一般焊接较薄物件。直流焊机如下图 1 - 3 所示: 图 1 - 3 直流焊机 四、二氧化碳保护焊机 焊 2 . 5 M M 以下的薄材料,具有节能、效率高、结构简单、使用方便,可进行全位置焊 接,并且焊后工件变形小,焊缝成形好,无焊渣等优点。二氧化碳保护焊机和机头如下图 1 - 4 所示: 4 图 1-4 二氧化碳保护焊机 五、埋弧焊机 焊接 H 钢、桥架等大型钢材。是电弧在焊剂保护层下进行燃烧焊接的焊接方法,焊接 时没有弧光辐射,大大
《奥太MZ-1250埋弧焊机电气系统分析与维护.pdf》由会员飞****9分享,可在线阅读,更多相关《奥太MZ-1250埋弧焊机电气系统分析与维护.pdf》请在金锄头文库上搜索。
《论语》十二章全面解读

Web前端开发案例教程:12完整项目化妆品网站设计与实现

编程基础与实例教程-PHP
2019年抚顺市第六中学高考生物简单题专项训练(含解析)
2019年教科版八年级物理上册全册学案
2019年宝鸡晨光中学高考生物简单题专项训练(含解析)
2019年象山港书院高考生物简单题专项训练(含解析)
2019年一级建造师工程经济考点总结

2019年小学教育教学工作总结4篇
2019年浙江省金华市中考数学试卷(解析版)
2019年布拖县中学高考生物简单题专项训练(含解析)
2010年卫生系列中级职称内科学风湿及结缔组织病习题及参考答案
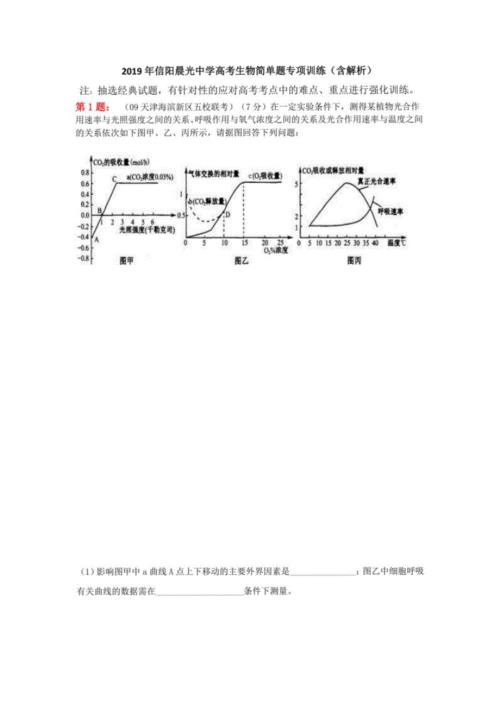
2019年信阳晨光中学高考生物简单题专项训练(含解析)
2018年一级建造师市政实务必考点

2019年和县第三中学高考生物简单题专项训练(含解析)
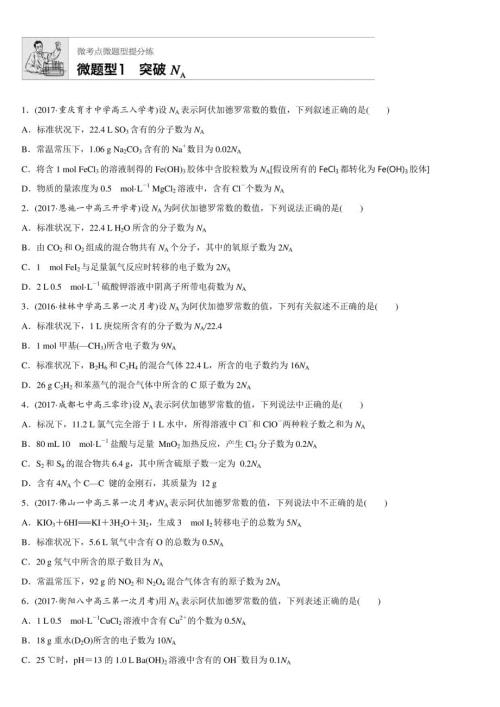
2018高考化学微题型微考点训练1--20
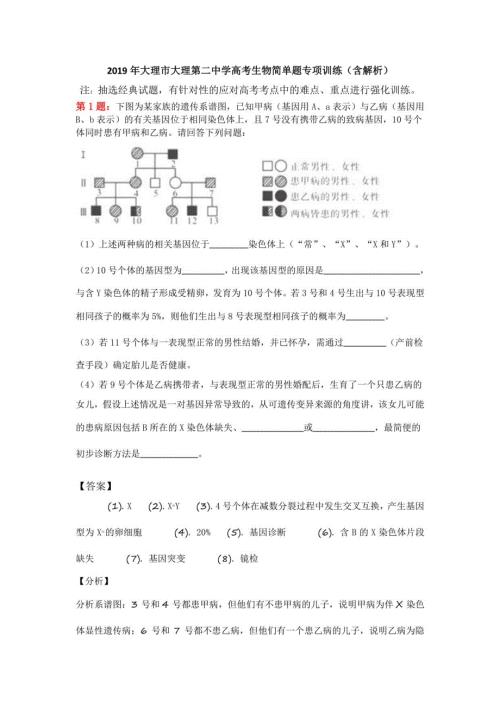
2019年大理市大理第二中学高考生物简单题专项训练(含解析)
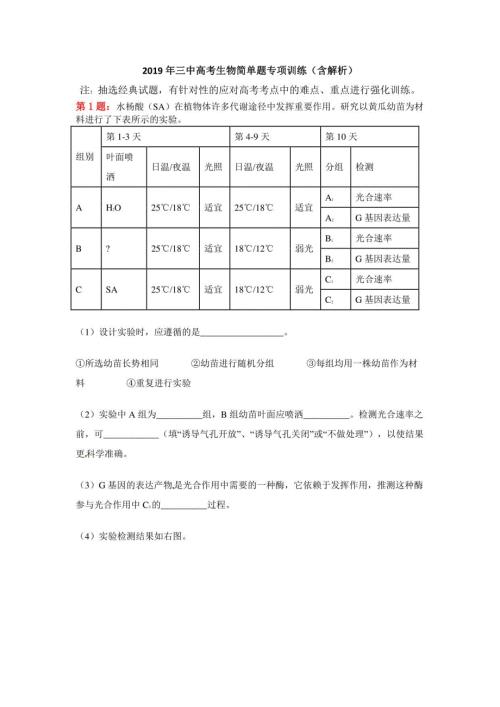
2019年三中高考生物简单题专项训练(含解析)
2018检验检测机构质量手册
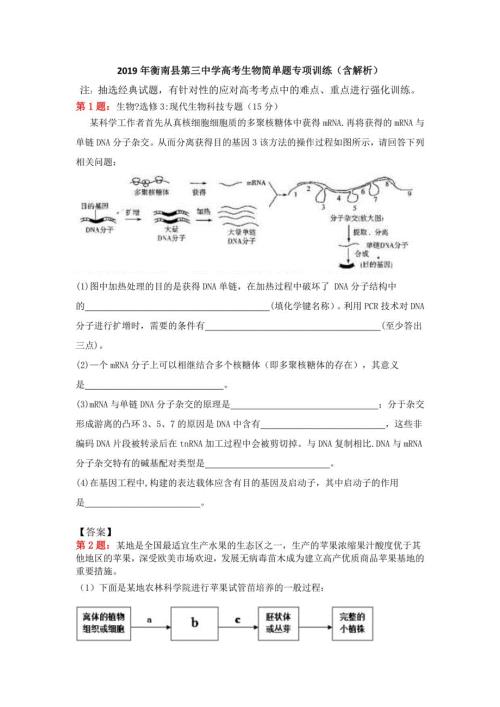
2019年衡南县第三中学高考生物简单题专项训练(含解析)
 做好新形势下供电企业青年员工思想教育工作的思考
做好新形势下供电企业青年员工思想教育工作的思考
2024-03-26 6页
H公司沟通案例分析
2022-05-07 7页
管理学基础的体会与收获
2022-02-12 1页
我国机构养老文献综述
2022-01-02 5页
电子商务发展趋势及对策会计学专业
2021-12-22 7页
税收改革对金融企业的影响金融学专业
2021-12-22 18页
电力改革背景下绍兴供电公司售电业务市场战略研究电气工程专业
2021-12-22 38页
电视节目《揭秘》作品创作论述影视编导专业
2021-12-22 17页
电子商务对零售企业运营管理的影响会计学专业
2021-12-21 26页
电子商务对会计核算的影响分析财务管理专业
2021-12-21 13页