
数控机床课程设计的指南
14页
1、数控机床课程设计指导书应用专业:机械设计制造及其自动化班级目录1 ?设计任务 2 ?设计要求3 ?零件图的分析 34 ?机床设备的选择 35 . 确定工件的装夹方式 46 . 确定数控加工刀具及加工工序卡片 47 主轴的转速和进给速度的选择 58 螺纹有关参数的计算 59 ?三维图形 71 ?设计任务本次课程设计是通过分析零件图,合理选择零件的数控加工工艺过程,对零件进行数控加工工艺路线进行设计,从而完成零件的数控加工程序的编写。使零件能在数控机床上顺利加工,并且符合零件的设计要求。2 ?设计耍求1 绘制二维、三维零件图各一;2 数控加工工序卡一份;3 走刀路线图一份;4 数控加工程序清单一份(含注释);5 设计说明书一份。(分析零件结构;选择机床设备、刀具;编 写数控加工工艺;写出数值计算过程)6 ?零件图的分析在数控车床上加工如图所示的带螺纹的轴类零件,该零件由外圆柱面,槽和螺纹所构成,零件的最大外径为 056, 加工粗糙度要求较高,并且需要加工 M30X1.5的螺纹,其材料为45 # , 分析其形状为不规的阶梯轴类零件,可以采用端面粗车循环加工指令,选择毛坯尺寸为 60mmX15
2、0mm 的棒料。-47 ?机床设备的选择根据该零件图所示为轴类零件,需要的加工的为外轮廓和螺纹,以及毛坯的尺寸大小,查机械设计手册选择 FANUC系统的CK7815型数控车 床来加工此零件。8 ?确定工件的装夹方式由于这个工件时一个实心轴类零件,并且轴的长度不是很长,所以采用工件的左端面和?60的外圆为定位基准。使用普通三爪卡盘加紧工件,取工件的右端面中心为工件的坐标系的原点。9 ?确定数控加工刀具及加工工序卡片根据零件的加工要求,T01号刀为450硬质合金机夹粗切外圆偏刀; T02号刀为900硬质合金机夹粗切外圆偏刀;T03号刀为900硬质合金机夹精切外圆偏刀;T04号刀为硬质合金 机夹切槽刀,刀片宽度为 5mm,用 于切槽、切断车削加工;选 择5号刀为硬质合金机夹螺纹刀,用于螺纹车 削加工。该零件的数控加工工艺卡片如表1-1所示。加工流程:加工右端面粗车外轮廓f精车外轮廓f切螺纹 退刀槽T车 螺纹切断表1-1数控加工工序卡片零件名称阶梯轴数M12010年6月工序名称工艺要求作者日期1下料调质处理HB220-HB2502执 八、处理工步3数控车1工步容刀具号2车端面13至右向左粗车外
3、轮廓24至右向左粗车外轮廓35切26的槽46切螺纹54切断,并保证长为127mm45检查材料45 #备注:规格数M7主轴的转速和进给速度的选择主轴的转速的确定是根据被加工部位的直径,并按零件和刀具的材料及加工性质等条件所允许的切削速度来确定。我们可以通过查书表2-1硬质合金车刀的切削速度的参考表选择,其计算公式为 n=1000v c/(nd)o进给速度的确定可以通过进给量和主轴速度得到,具体按F=fX n计算,这里我们查书表2-2硬质合 金车刀的进给量参考表得到。切削右端面时主轴的转速为600r/mm,进给速度0.2mm/r;粗加工外轮廓时主轴的转速为500r/mm,进给速度0.2mm/r;精加工外轮廓时主轴的转 速为500r/mm, 进给速度0.15mm/r;切槽时主轴的转速为500r/mm,进给速度0.08mm/r;车螺纹时主轴的转速为500r/mm, 进给速度0.15mm/r;切断时主轴的转速为600r/mm,进给速度0.15mm/r 。数控加工刀具卡片的如表1-2所示。表1-2数控加工刀具卡片刀具号刀具规格 名称数量加工容刀尖半径(mm)主轴转数 (r/min)进给数度(mm/
《数控机床课程设计的指南》由会员桔****分享,可在线阅读,更多相关《数控机床课程设计的指南》请在金锄头文库上搜索。
五级上册语言交际教案
教科版五年级上册科学教案
小学高分作文100字
公司销售内勤年度工作计划范文(2篇).doc
水中钢平台、钢栈桥加宽施工方案-secret
2022年上半年小学教学工作总结
简单的周期问题Word版
广告牌制作合同书标准样本(九篇).doc
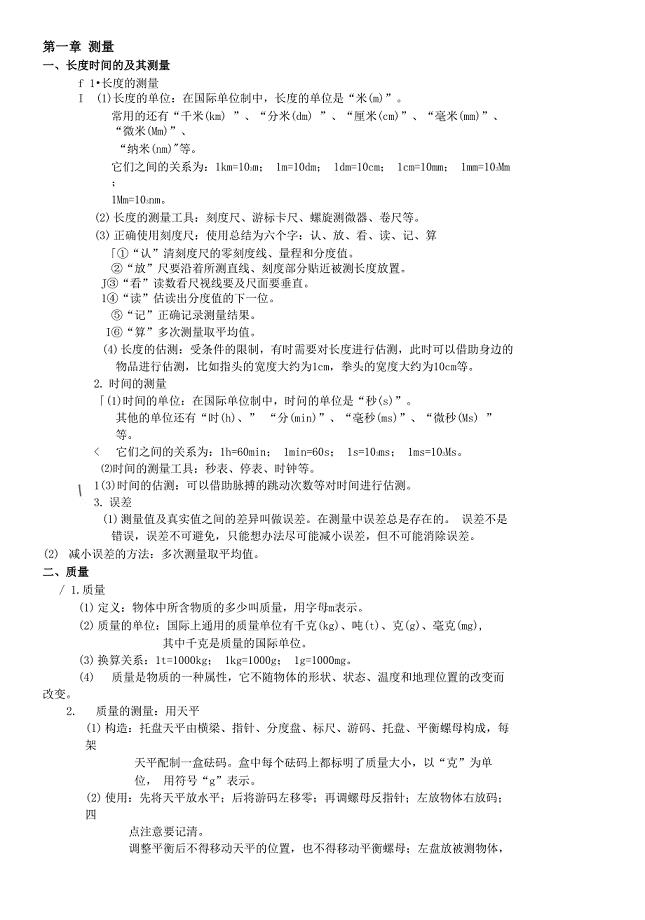
沪教版物理八上知识点整理
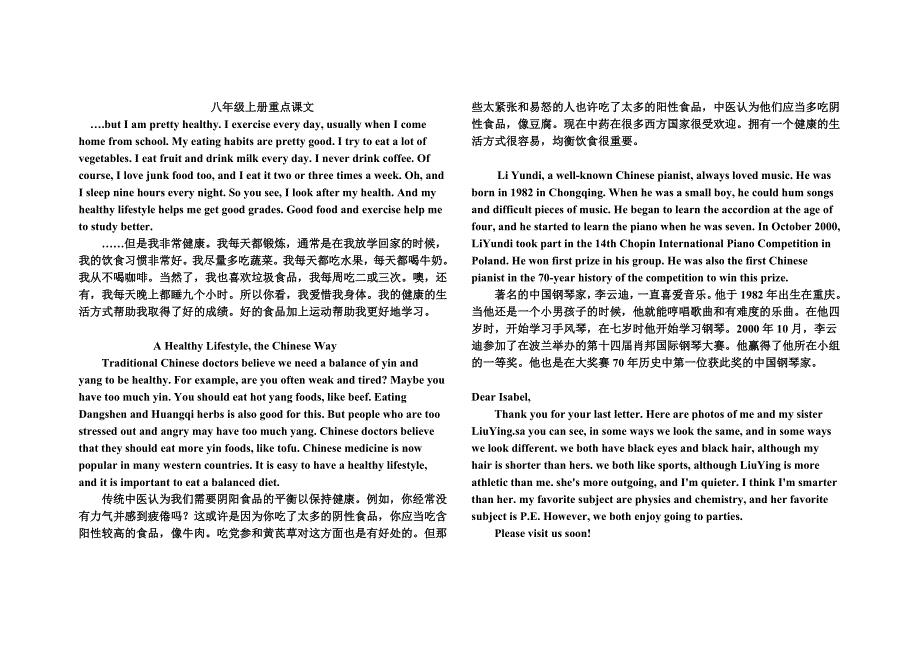
人教版英语八年级上册重点课文
2023年疫情期间大学生的担当和使命心得体会6篇
新人教版六年级数学上册应用题分类题型
人力资源服务协议书
2021文员个人简历模板最新版
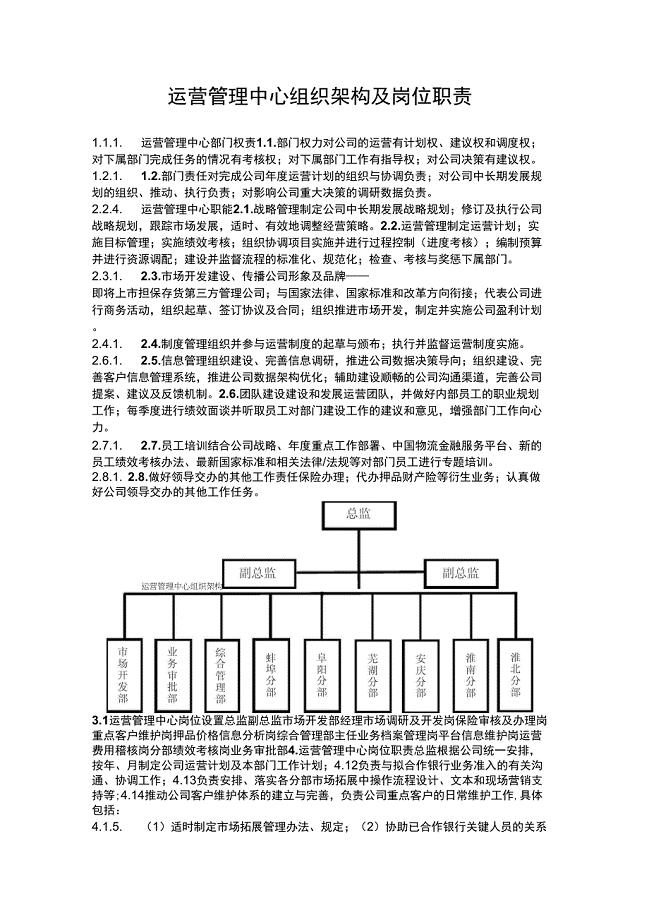
运营管理中心组织架构及岗位职责
公司户外广告牌制作协议常用版(二篇).doc
我的初中生活作文集合15篇
测绘生产成本费用定额
莎士比亚戏剧中的绿色世界InShakespearex27sworldgreen
事故隐患通报制度(三篇)
 MG-250320型筒式钢球磨煤机施工工法文档下载-MGqba
MG-250320型筒式钢球磨煤机施工工法文档下载-MGqba
2023-05-12 8页
实验室质量控制管理制度
2022-07-24 3页
更改用户登录和注销方式图解
2023-07-20 11页
安全生产责任书优秀范例
2024-01-31 9页
甘肃省兰州2019-2020学年高二上学期期末考试数学(理)试题含答案
2023-10-25 11页
危机管理的PPRR模型
2023-09-11 2页
网站建设服务合同
2022-10-18 15页
广告策划与管理试卷
2023-09-06 5页
郑州中小学划片及学区楼盘
2023-02-03 8页
浅谈在中学美术教学中如何提高学生自主学习能力
2024-02-15 7页