
MG-250320型筒式钢球磨煤机施工工法文档下载-MGqba
8页
1、MG-2250/3200型筒式式钢球磨磨煤机施施工工法法1.前言言筒式钢球球磨煤机机是热电电厂锅炉炉生产蒸蒸汽、热热水的重重要设备备之一,随随着国民民经济及及生产水水平的提提高,对对热、电电等的要要求越来来越大,造造成国产产煤的价价格不断断增高,而而热电厂厂又是用用煤大户户,因此此合理使使用煤的的发热量量,提高高其使用用效率是是每个热热电厂的的当务之之急,而而磨煤机机的生产产水平又又决定了了送到锅锅炉内的的煤燃烧烧的充分分性,决决定了整整个锅炉炉系统的的生产效效率。2.特点点本工法介介绍筒式式钢球磨磨煤机的的施工技技术,以以工程实实践为基基础,是是将施工工现场科科学的管管理与施施工技术术合理的的统一而而成,通通过无锡锡市热电电厂扩容容改造工工程的实实践,证证明此工工法操作作相对简简单,易易掌握,且且工序安安排适当当,劳动动组织合合理,施施工的科科学性较较强,可可以很好好地做好好磨煤机机的施工工安装。3.适用用范围 本工法法既适用用于MGG-2550/3320型型筒式钢钢球磨煤煤机的安安装作业业,对其其它不同同安装型型式的磨磨煤机的的安装也也具有很很大参考考价值。4.施工工工艺4.1施施
2、工准备备主要材料料设备准准备,设设备到货货能够满满足安装装要求,且且经检验验合格,施施工中所所有材料料已备齐齐,并有有材料质质保书和和合格证证。4.2技技术准备备4.2.1安装装所需的的图纸、资资料齐全全,图纸纸会审结结束。4.2.2所有有参加施施工的人人员已进进行安全全、技术术交底。4.2.3所有有施工人人员必须须熟悉本本作业指指导书。4.3施施工现场场准备4.3.1磨煤煤机基础础已验收收合格并并移交安安装。4.3.2磨煤煤机安装装所需起起吊设施施到位。4.3.3设备备进场安安装位置置道路畅畅通,施施工现场场清理干干净,安安全设施施完善。4.3.4设备备在安装装前必须须经过核核对、检检查并作作好记录录。4.4作作业程序序及安装装方法4.4.1磨煤煤机安装装作业流流程图基础交接接基础划划线垫铁配配置大罐就就位底板球球面研制制轴瓦研研制减速机机介体小齿轮轮介体底板球球划线筒体整整体安装装大齿轮轮安装衬瓦安安装两头料料斗安装装小齿轮轮安装减速机机安装电动机机安装油、水水管道安安装油管道道酸洗并并恢复滤油分部试试转加钢球球。4.4.2安装装作业方方法4.4.2.11基础划划线,以以锅炉纵纵横
3、中心心为依据据,检查查土建移移交的基基础中心心线的几几何尺寸寸和预留留地脚螺螺丝孔尺尺寸是否否符合图图纸要求求。4.4.2.22清点设设备是否否完整,是是否存在在设备缺缺陷并做做记录。4.4.2.33垫铁布布置,用用碾磨方方法找平平垫铁位位置。4.4.2.44大罐就就位,卷卷扬机将将大罐运运到基础础位置。4.4.2.55底板和和球面研研刮,用用电磨、角角磨、铲铲刀将底底板和球球面磨到到符合技技术要求求。4.4.2.66轴颈清清洗,用用汽油清清洗轴颈颈并用000砂砂纸砂好好轴颈无无毛刺。4.4.2.77轴瓦在在研刮前前必须做做水压试试验,试试验压力力为设计计压力的的1.225倍,水水压试验验应严密密不漏。4.4.2.88轴瓦研研刮,用用三角刮刮刀刮瓦瓦,将轴轴瓦放在在所要承承受的轴轴颈上磨磨,不允允许用其其它轴颈颈替代,用用刮刀刮刮去高点点,直到到达到技技术要求求为止。4.4.2.99小齿轮轮介体,检检查小齿齿轮的齿齿是否完完好,有有无毛刺刺,调整整小齿轮轮的各部部间隙测测量轴承承弹子游游隙。4.4.2.110减速速机,介介体,清清理齿室室,检查查大齿、小小齿有无无毛刺,测测量下轴轴承弹
4、子子游隙,做做好轴承承型号,水水压试验验1.225倍不不漏,调调整各部部间隙,最最后用密密封胶密密封。4.4.2.111大罐罐整体就就位,首首先将底底板、球球面划线线,使得得台板纵纵横中心心线和主主轴承基基础的纵纵横中心心一致布布置相关关垫铁,找找正标高高,复紧紧螺丝用用长卷尺尺测量中中心偏差差,对角角线偏差差,两对对衬底板板的水平平偏差,使使其在规规定范围围以内,然然后将轴轴瓦放置置在轴颈颈上平滑滑落在底底板上,复复紧螺丝丝,最后后用4只只50TT千斤顶顶平稳地地将大罐罐落下。4.4.2.112大齿齿轮安装装,清洗洗大齿轮轮接触面面,用砂砂纸砂净净接触面面,无毛毛刺为止止,在水水平地面面上拼装装,用长长卷尺测测量其椭椭圆度是是否符合合图纸要要求,接接触面间间的齿居居应符合合技术要要求,清清洗筒体体接触面面,然后后用卷扬扬机5TT葫芦分分片调装装,使其其标志和和筒体上上标志一一致,打打牢定位位销,复复紧螺丝丝。4.4.2.113衬瓦瓦安装,按按照图纸纸要求安安装衬瓦瓦,安装装衬瓦时时,紧螺螺丝要牢牢固,使使衬瓦无无幌动。4.4.2.114进出出口料斗斗安装,料料斗和空空心轴四四周间隙隙
《MG-250320型筒式钢球磨煤机施工工法文档下载-MGqba》由会员新**分享,可在线阅读,更多相关《MG-250320型筒式钢球磨煤机施工工法文档下载-MGqba》请在金锄头文库上搜索。
和田电网的负荷特性与预测研究毕业论文(设计).doc
2023学校禁毒宣传教育工作参考计划范文.docx
建设cl建筑体系生产基地项目可行性分析报告.doc
《这里会长出一朵花》读后感.docx
2023年管理类专业学位联考综合能力MBAMPAMPACC真题
石油测试工岗位职责
关于教师小学述职报告范文汇编7篇
奥巴马精彩演讲.docx
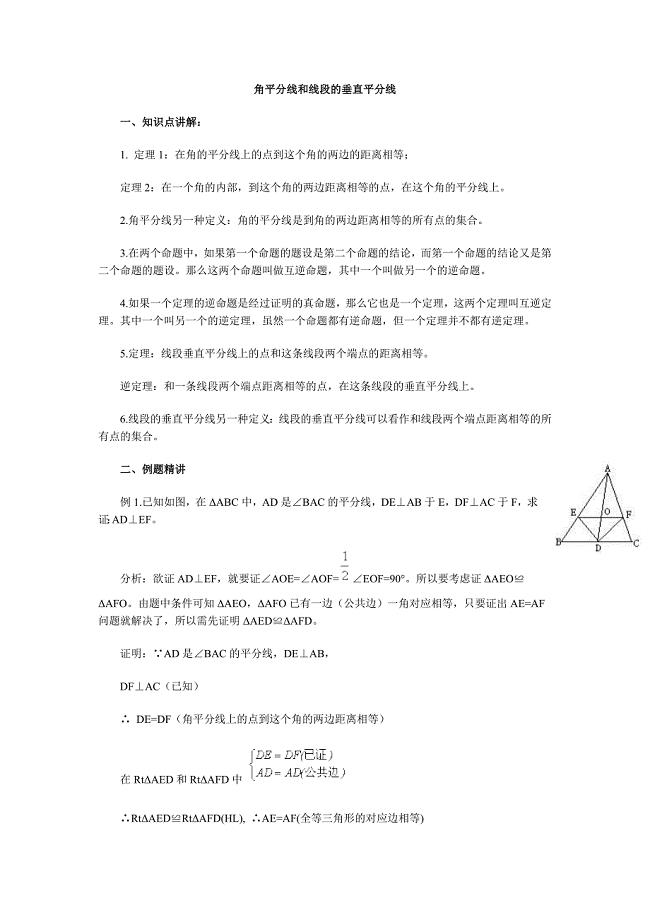
角平分线和线段的垂直平分线.doc
神经网络问题汇总.doc
新员工入职培训会心得体会.doc

2023比赛日记23范文.docx
厨师聘用劳动合同简单版(3篇).doc

自行车的清洗.doc

南京大学网络学院土地评价学第2次作业 (2).docx

质量环境管理标准手册范本
Bd、装饰设计合同.doc
地震科普知识.doc

四下六单元数学.doc
新课标下语文教学的几点思考
 养老院各项管理制度
养老院各项管理制度
2024-02-04 11页
机械制图试卷及答案diqu
2023-03-21 101页
juniper防火墙透明模式HA高可用性配置
2024-01-09 5页
会计从业资格考试考前串讲笔记
2022-07-16 32页
钟落潭小学二00九学年度第二学期音乐科工作计划
2023-01-17 14页
最新安全生产规章制度
2022-12-05 51页
工业品营销的阵地争夺战
2022-11-30 9页
一年级上学期数学口算练习题
2023-11-07 13页
教师职业道德基本原则与规范
2023-06-08 3页
保育与养育形成考核二
2022-10-25 2页