
焊接技术人员培训手册机械加工及焊工必备
129页
1、焊接技术人员培训手册(机械加工及焊工必备)1 焊接技术人员培训手册第一部分焊接工艺评定的使用管理焊接工艺规程的编制一焊接工艺评定的有关概念二焊接工艺评定及使用管理程序三焊接工艺评定变素及其评定规则四如何阅读焊接工艺评定报告五如何编制焊接工艺规程-焊接工艺评定的有关概念1 焊接工艺评定的定义和目的2消除焊接工艺评定认识上误区3 焊接性能与焊接性4 焊接性能试验与焊接工艺评定5 焊缝与焊接接头6 焊接工艺评定与焊工技能考试7 焊接工艺评定的基本条件8 常用焊接工艺评定标准J B 4 7 0 8 2 0 0 0 钢制压力容器焊接工艺评定G B 5 0 2 3 6-9 8 现场设备工业管道焊接工程施工及验收规范第 4章 劳 部 发 1 9 9 6 2 7 6 号 蒸汽锅炉安全监察规程 附 录 I J G J 8 1-2 0 0 0 建筑钢结构焊接技术规程 第 5章G B 1 2 8-9 0 立式圆筒形钢制焊接油罐施工及验收规范 附录一 A S M E 第 I X 卷 焊接与钎焊二焊接工艺评定及使用管理程序1 焊接工艺评定程序1 焊接工艺评定立项2 焊接工艺评定委托3编制焊接工艺指导书W P I
2、 并批准4 评定试板的焊接5 评定试板的检验焊接工艺评定失败重新修改焊接工艺指导书重复进行上述程序6 编写焊接工艺评定报告P Q R 并批准2焊接工艺评定文件的使用与管理1 焊接工艺评定文件的受控登记1焊接技术人员培训手册2 焊接工艺评定的有效版本及换版转换3 每季度编制焊接工艺评定文件的有效版本目录4 保证现场工程和产品的焊接工艺评定的覆盖率为1005 焊接工艺评定文件作为公司的一项焊接技术储备属于公司重要技术机密文件应妥善保管三焊接工艺评定变素及其评定规则1 焊接工艺评定的主要变素试件形式母材类别焊接方法焊接工艺因素焊后热处理种类及参数母材厚度焊缝熔敷金属厚度四如何阅读焊接工艺评定报告1如何认识焊接工艺评定报告的作用1焊接工艺评定报告的合法性2焊接工艺评定报告的有效性3 焊接工艺评定报告及焊接工艺规程的局限性4 焊接工艺评定报告是一-种必须由企业焊接责任工程师和总工程师签字的重要质保文件也是技术监督部门和用户代表审核施工企业质保能力的主要依据之 2焊接工艺评定报告与焊接工艺规程的关系3 阅读焊接工艺评定报告的方法五如何编制焊接工艺规程1 焊接工艺规程的作用2 焊接工艺规程的基本要求
3、3 焊接工艺规程的编写应遵循的原则3 焊接工艺规程的填写说明第二部分p a g e 1由焊接材料所想到的一工程焊接相关标准资料简介2焊接技术人员培训手册二焊条型号与牌号的识别三焊条的保管与使用四焊条的选用五僦弧焊丝的选用六银基合金的焊材选用一工程焊接常用相关标准简介一工程焊接常用标准G B 5 0 2 3 6-9 8 现 场 设 备 工 业 管 道 焊 接 工 程 施 工 及 验 收 规 范 J B 4 7 0 8-2 0 0 0 钢制压力容器焊接工艺评定JBT4809-2000 钢制压力容器焊接规程JG J8 1-2002 建筑钢结构焊接技术规程SH3085T997 石油化工管式加热炉碳钢和铭钥钢炉管焊接技术条件SHT3523-1999 石油化工铭银奥氏体钢铁银合金和银合金管道焊接规程SH3524-92 石油化工钢制塔类容器现场组焊施工工艺标准SH3525-92 石油化工低温钢焊接规程SH3526-92 石油化工异种钢焊接规程SHT3527-1999 石油化工不锈钢复合钢焊接规程SHJ520-91 石油化工工程铭铝耐热钢管道焊接技术规程 SY T4 1 0 3-1 9 9 5 钢质管
4、道焊接及验收 SY T4 0 7 1-9 3 管道下向焊接工艺规程 H G J 2 2 2-9 2 铝及铝合金焊接技术规程 H G J 2 2 3-9 2 铜及铜合金焊接及钎焊技术规程二工程焊接常用焊接材料标准J B 3 2 2 3-1 9 9 6 焊接材料质量管理规程 J B T4 7 4 7 -2 0 0 2 压力容器用钢焊条订货技术条件 G B T5 1 1 7-1 9 9 5 碳钢焊条 G B T5 1 1 8-1 9 9 5 低合金钢焊条G B T98 3-1 9 9 5 不锈钢焊条 G B T1 4 9 5 7 -9 4 熔化焊用钢丝3焊接技术人员培训手册G B T1 4 9 5 8-9 4 气体保护焊用钢丝 G B T8 1 1 0-1 9 9 5 气体保护电弧焊用碳钢低合金钢焊丝 G B T1 0 0 4 5-8 8 碳钢药芯焊丝 G B T4 2 4 2-8 4 焊接用不锈钢丝G B T1 3 8 1 4 9 2 银及银合金焊条 G B T9 4 6 0 1 9 8 8 铜及铜合金焊丝 钛及钛合金丝G B 4 8 4 2-1 9 9 5 纯 僦 G B 6 0 5 2
5、 工业液体的二氧化碳G B T1 5 6 2 0-1 9 9 5 锲及锲合金焊丝 G B T3 6 2 3-1 9 9 8三推荐实用的焊接参考书焊接手册推荐 焊接手册 中国机械工程学会焊接学会编焊接材料使用手册推荐 电焊条选用指南 吴树雄编著焊材制造厂提供的 焊接材料样本二焊条型号与牌号的识别一焊条药皮的作用与类型1焊条药皮的基本功能1保护电弧与熔池药皮比焊芯熔化慢形成一个套筒保护金属熔滴顺利地向熔池过渡同时药皮放出气体和形成熔渣保护电弧及熔池免受空气的有害作用熔渣覆盖于熔敷金属表面也降低了焊缝金属的冷却速度有利于改善接头性能2 冶金处理通过冶金反应直到脱氧脱硫脱磷等去除杂质作用同时还对焊缝金属起合金化作用3 赋予焊条良好的焊接工艺性能使电弧容易引燃燃烧稳定减少飞溅增大熔深保证焊缝成形等4 满足某些专用焊条的特殊功能如铁粉焊条药皮内含较多的铁粉增加了焊条的熔敷系数提高了焊接生产率2 焊条药皮的类型序号1 2 3 药 皮 类 型 特 殊型钛型对应牌号XX X0 X X X I X X X24对应型号 EX X 00 EXX 13 EX X 03焊接电源直流或交流直流或交流钛 钙 型焊接技
《焊接技术人员培训手册机械加工及焊工必备》由会员飞****9分享,可在线阅读,更多相关《焊接技术人员培训手册机械加工及焊工必备》请在金锄头文库上搜索。
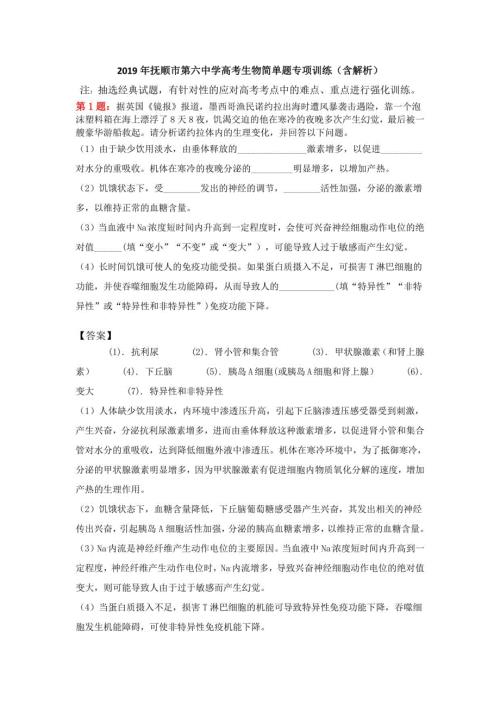
2019年抚顺市第六中学高考生物简单题专项训练(含解析)
2019年教科版八年级物理上册全册学案
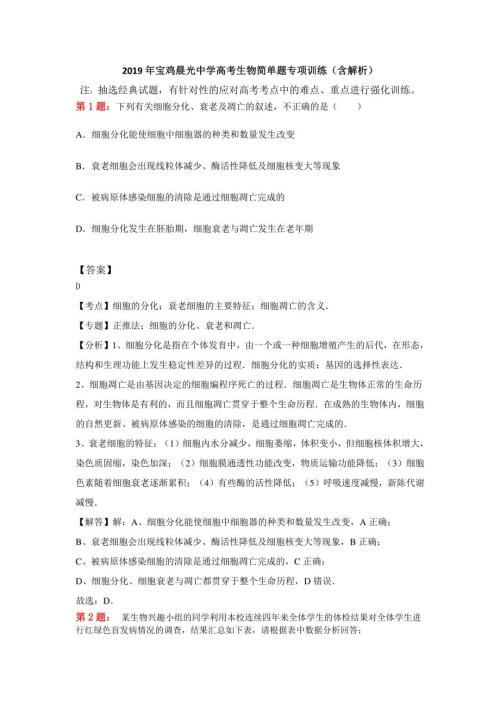
2019年宝鸡晨光中学高考生物简单题专项训练(含解析)
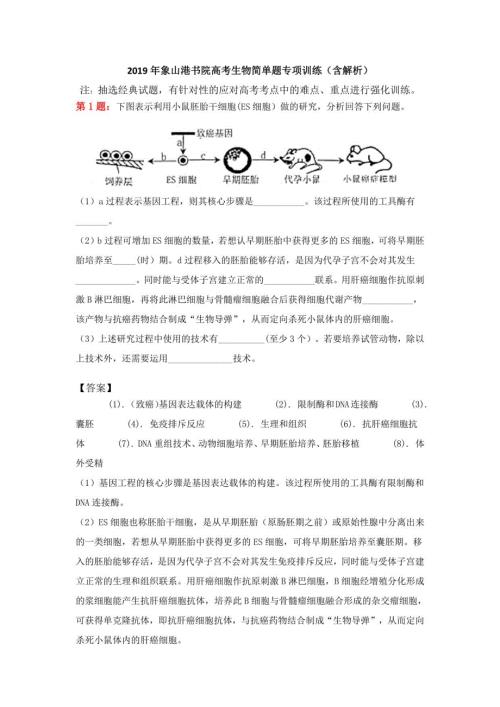
2019年象山港书院高考生物简单题专项训练(含解析)
2019年一级建造师工程经济考点总结

2019年小学教育教学工作总结4篇
2019年浙江省金华市中考数学试卷(解析版)
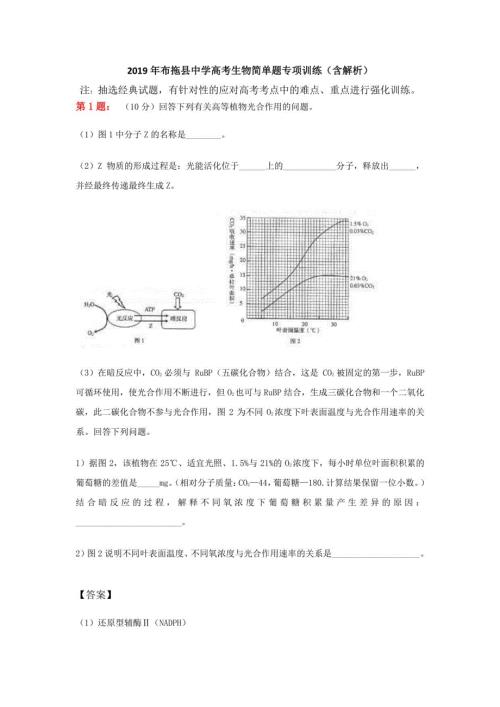
2019年布拖县中学高考生物简单题专项训练(含解析)
2010年卫生系列中级职称内科学风湿及结缔组织病习题及参考答案
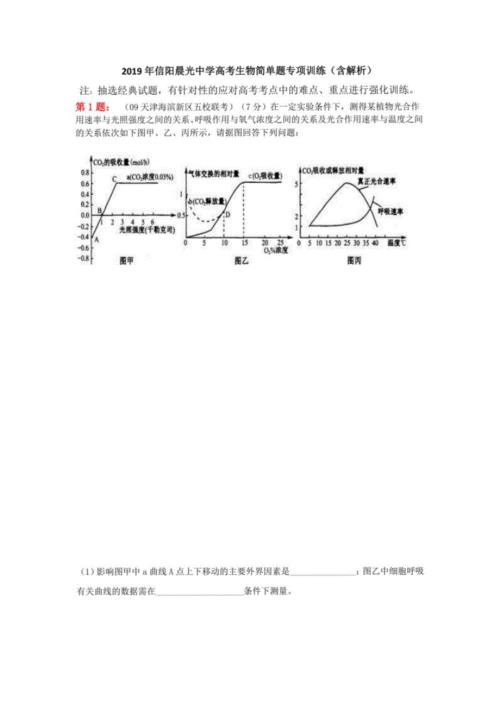
2019年信阳晨光中学高考生物简单题专项训练(含解析)
2018年一级建造师市政实务必考点

2019年和县第三中学高考生物简单题专项训练(含解析)
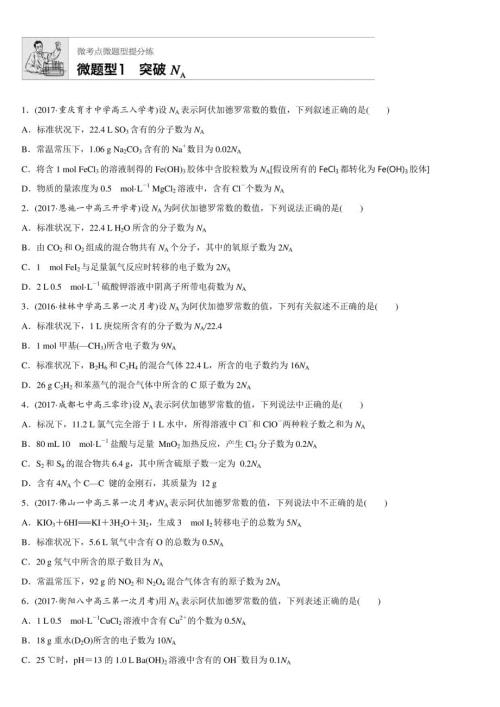
2018高考化学微题型微考点训练1--20
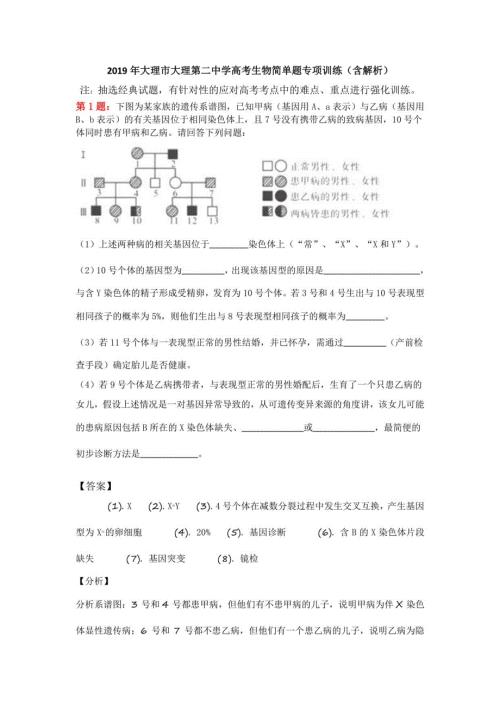
2019年大理市大理第二中学高考生物简单题专项训练(含解析)
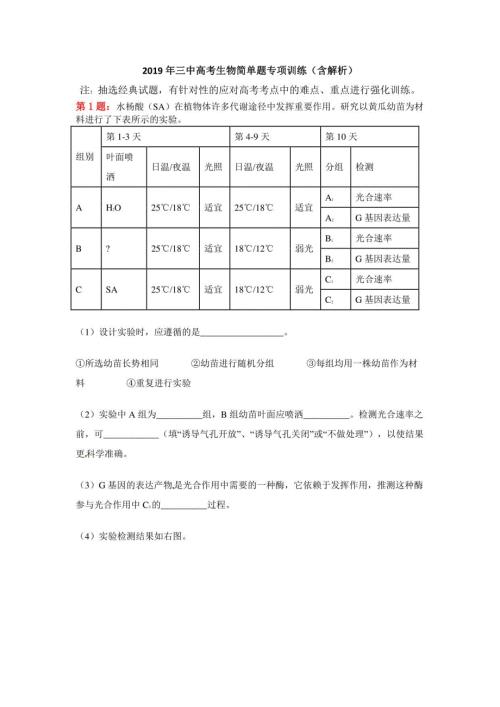
2019年三中高考生物简单题专项训练(含解析)
2018检验检测机构质量手册
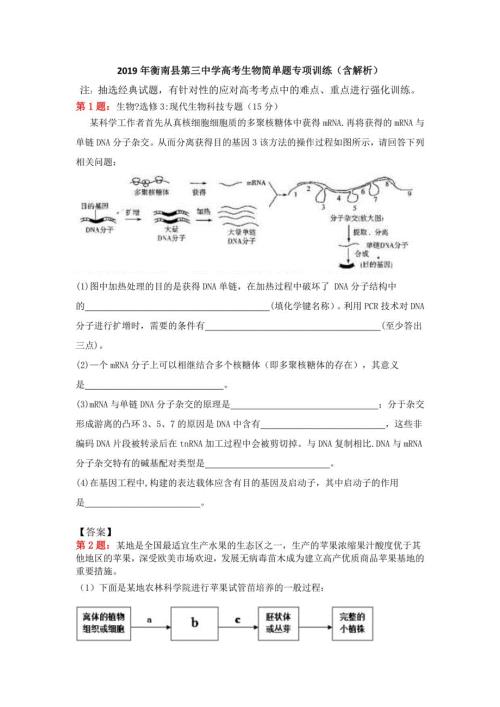
2019年衡南县第三中学高考生物简单题专项训练(含解析)
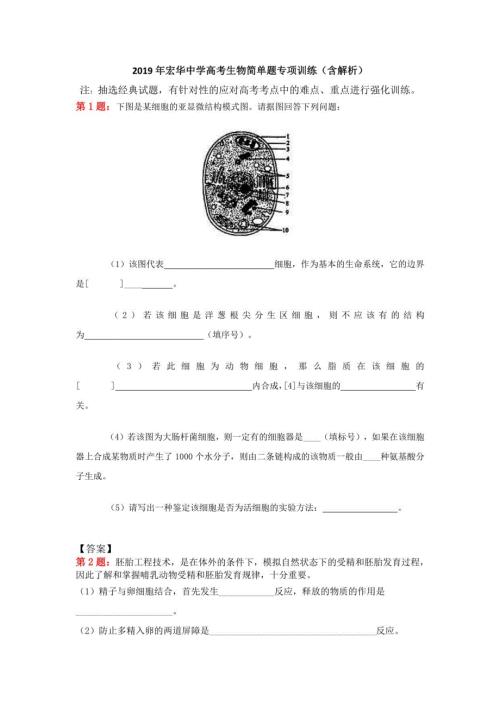
2019年宏华中学高考生物简单题专项训练(含解析)
2018年银行从业资格考试个人贷款考点重点难点总结

2018全省行政执法资格模拟考试试题
 中小学学生社会实践活动方案
中小学学生社会实践活动方案
2023-11-05 38页
有关幼儿园亲子活动总结锦集8篇
2023-03-18 25页
看《呐喊》鲁迅文集的个人最新观后感
2023-10-26 11页
【精编】2022有关员工工作自我鉴定3篇
2022-09-07 6页
金属幕墙施工工艺2
2023-01-14 40页
房地产年终工作总结范文合集8篇
2023-09-25 35页
有关办公租赁合同合集10篇
2022-10-29 38页
粮食局班子述职报告
2023-11-29 3页
新学期开学鼓励自己的句子说说
2023-06-24 8页
2023年小学毕业感言(实用模板)
2023-09-26 31页