
等离子焊机说明书
12页
1、目录1 .等离子焊接方法简介2简介2等离子电弧2等离子基本焊接方法32 .等离子焊接设备及其主要功能3PHOENIXEWA400DC-P离子焊接电源3HP400等离子焊枪5等离子焊接控制电源6RC-3型冷却水箱6焊接工装73 .等离子焊接方法的主要参数8焊接电流8等离子气流量8焊接速度8喷嘴距离9正面保护气流量94 .等离子焊接操作及其注意事项95 .常见故障及其解决方法111.等离子焊接方法简介简介等离子焊接是当今焊接中等厚度金属材料的首选方法,电流范围可达500A适合于厚度在9mm的不锈钢、合金钢、钛合金、锲基合金及铝合金的焊接,采用这种焊接方法可以获得质量优良的焊缝和更快的焊接速度,从而大大提高产品的制造质量和竞争优势。华恒公司自创立之出一直致力于等离子焊接设备的研究及生产,以及等离子焊接工艺拟订和更新,并取得了显著的成果。目前已制造出了等离子焊接电源及焊枪等整套设备,并已成功的应用到染整、食品、管道等行业的生产和制造之中,并得到了广大用户的一致好评。下图为等离子焊接在全国各种行业中的几个应用实例:图2边梁等离子焊接的应用1图1操作机等离子焊接的应用图4纵环缝等离子焊接的应用图3
2、边梁等离子焊接的应用2 等离子电弧等离子焊接主要是获得等离子弧,等离子弧是利用等离子枪将阴极和阳极之间的自由电弧压缩成高温、高电离度、高能量密度及高焰流速度的电弧自由电弧经过等离子焊枪中的三个压缩:机械压缩,热压缩和电磁压缩后形成等离子电弧,等离子电弧的功率及温度明显高于自由电弧,其功率基本上是自由电弧的两倍。等离子电弧主要分为三种类型:1. 非转移型等离子电弧主要用于非金属材料的焊接。2. 转移型等离子电弧金属材料的焊接一般采用此电弧。3. 联合型电弧主要用于电流小于30A以下的微束等离子焊接。等离子基本焊接方法按焊缝成型原理,等离子焊接有两种基本的焊接方法:小孔型等离子焊接及熔透型等离子焊接。1. 小孔型等离子焊接利用小孔效应实现等离子焊接的方法称为小孔型等离子焊接。小孔型等离子焊接的主要优点在于可以单道焊接厚板,板厚的范围:9mm。小孔法一般用于平焊。由于小孔法产生较为对称的焊缝,焊接横向变形小。2. 熔透型等离子焊接焊接过程只熔透工件,但不产生小孔效应的等离子焊接方法。当离子气较小,弧柱受压缩的程度较弱时,这种等离子弧在焊接过程中只熔化工件而不产生小孔效应,焊缝成形原理与氩弧焊
3、类似。主要用于薄板焊接及厚板多层焊。2.等离子焊接设备及其主要功能完整的自动等离子焊接设备包括焊枪、控制电源、焊接电源、水箱和焊接工装等,各种设备在等离子焊接的过程中发挥着自己不同的作用。PHOENIXEWA400DC-P离子焊接电源华恒公司完整的引进了德国EWM司生产的PHOENIXEWA400DCP离子焊接电源,PHOENIXEWA400DC等离子焊接电源以其卓越的性能为等离子焊接的稳定奠定了基础。其本身采用先进IGBT的逆变技术,满足了电源具有陡降或垂降特性的要求,电源具有电流递增和电流衰减等功能,为等离子焊接制定合理的工艺提供了保障。PHOENIXEWA400DC等离子焊接电源的主要技术参数如下表:表1.技术参数图5PHOENIXEWA400DC-等离子焊接电源用接电源5400A暂载率(20C)400A45%300A100%空载电压92V|俞入电压3X380V(-25%+20%输入频率50/60Hz网器3X25A最大输出功率29Kva昨弧电流525A(预备值10A)焊枪冷却方式水冷师1等级1P23电源尺寸725X350X840mmM源重量55kgPHOENIXEWA400DC-
4、P离子焊接电源与普通的焊接电源相比具有其先进的性能特点:数字化等离子逆变焊接电源 独特的移动小车结构,移动方便;合理的模块化设计,维护方便 可在网路电压波动很大的情况下工作 数字电路系统保证了高质量环缝的重现性一元化调节焊接参数,只需选定焊接材料、材料厚度、鸨极直径、焊接形状,焊机将自动提供优化的焊接参数 气体通过检查采用了定时和不定时”两种方式 维弧电弧通过专门的显示灯显示,维弧电流可调范围5A-25A(出厂时设定在10A) 通过焊接的专家系统或EWM软件程序TETRIXPCT300可选),用户可很方便地设定自己的专用焊接参数 带有计算机接口,可实现与计算机联网;带有遥控接口,可与送丝机配套使用 适用于各种高低合金钢、锲、铜、钛、锌及其合金材料,以及特殊金属的焊接HP400等离子焊枪等离子焊接时产生等离子电弧并用以进行焊接的工具称为等离子焊枪。等离子焊枪结构比TIG焊枪更为复杂,压缩喷嘴是等离子焊枪的关键部件。等离子焊枪结构要有以下几个特点:1 .能固定鸨极与喷嘴之间的相对位置,并要求鸨极与喷嘴孔径同心。2 .能水冷鸨极及喷嘴。3 .喷嘴与鸨极绝缘,以便在鸨极与喷嘴间产生非转移弧。4
《等离子焊机说明书》由会员ni****g分享,可在线阅读,更多相关《等离子焊机说明书》请在金锄头文库上搜索。
中国梦我的梦(大学生中国梦演讲稿)

机关庆祝建90周年活动方案
煤矿反三违活动总结
幼儿园心理健康工作计划模板(2篇).doc
2022年人力资源管理师三级考试密押卷带答案276
品牌内衣网络营销计划(2篇).doc
2022年简单的房屋租赁合同协议
北京物联网硬件产品项目可行性研究报告
小班语言《开火车》教案
总账会计工作职责范文(四篇).doc
从治疗抑郁症的角度看现代心理治疗和中医治疗
高中18个文言文虚词用法归纳
融资居间合同标准版(八篇).doc
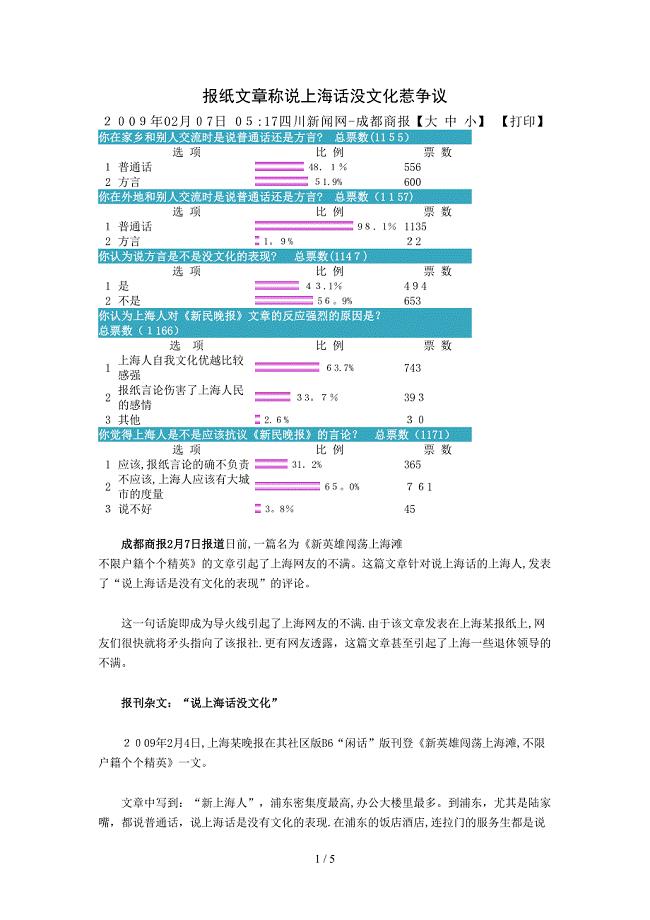
报纸文章称说上海话没文化惹争议(1)
![[抄描写秋天景色的句子]描写秋天景色的句子 关于秋天的美景唯美句子](https://union.152files.goldhoe.com/2022-9/29/a0655063-36cc-4223-87cc-ba8a41689bff/pic1.jpg)
[抄描写秋天景色的句子]描写秋天景色的句子 关于秋天的美景唯美句子
隧道课程设计(参考资料)
企业与劳动者
市朔城区煤炭工业局年办公室上半年工作总结
苏科版七年级上数学期中试卷及答案
天猫京东双十一口号天猫和京东
 创建平安医院培训计划
创建平安医院培训计划
2024-02-05 4页
二次根式基础练习(含答案)
2023-12-11 6页
富兰克林自传读后感英文
2023-05-02 5页
六年级传染病预防教案
2023-04-07 5页
《四边形分类》教学设计
2024-02-22 7页
幼儿园春季开学寄语
2022-12-23 4页
Win7怎么获得文件夹绝对路径?Win7查询文件夹绝对路径的技巧
2023-12-26 2页
电工工程承包合同范本
2023-09-12 6页
某公司信息管理系统讲义
2022-10-19 20页
工程造价的相关概念
2024-02-22 6页