
塑料成型模具设计总复习题
5页
1、塑料成型模具设计总复习题选择填空题1分子取向作用会使塑料力学性能各向异性,下面结论正确的是()A顺着分子定向的方向上的机械强度大于与其垂直方向上的,伸长率则相反B顺着分子定向的方向上的机械强度小于与其垂直方向上的,伸长率相等C顺着分子定向的方向上的机械强度和伸长率总是大于与其垂直方向上的D顺着分子定向的方向上的机械强度与其垂直方向上几乎相等,伸长率不同2、挤出成型工艺过程与注射成型工艺过程最大的区别是()。A挤出成型有牵引装置、冷却装置和切割装置,而注射成型没有B挤出成型模具不用预热,注射模具要预热C挤出成型适用于热固性塑料,注射成型工艺适用于热塑性塑料D挤出成型过程是连续的,注射成型过程是有间隔的3、以下是从单分型面动作过程节选的一些动作,请问哪个顺序符合单分型面注射模的动作过程为()A模具锁紧-注射-开模-拉出凝料-推出塑件和凝料B注射-模具锁紧-拉出凝料-推出塑件和凝料-开模C模具锁紧-注射-开模-推出塑件和凝料-拉出凝料D开模-注射-模具锁紧-拉出凝料-推出塑件和凝料4影响热塑性塑料收缩性的因素很多,下面哪个结论错误()。A模具温度高,熔料冷却慢,收缩大B塑件的形状复杂、薄壁、
2、有嵌件,收缩率小;反之,塑件简单、厚壁、无嵌件,则收缩率大C在同一塑件的不同部位,其收缩率是一样的D塑料品种不同,其收缩率也各不相同5、凹模深度尺寸(H)标注形式为H+,这类凹模()。A修深容易;B修浅容易;C精度低;D精度高。6、注射成型工艺适用于()。A只有热塑性塑料B只有热固性塑料C主要成型热塑性塑料,某些流动性好热固性塑料也可用注射方法成型D所有塑料都可以7、导套装配时低于分型面,是为了()。A更好导向;B减小配合长度;C储存杂质;D降低精度。8、保压补缩阶段的作用是()。A塑件冷却的需要B注射机的结构决定的C减少应力集中D补充型腔中塑料的收缩需要,提高制品的密实度。9、挤出制品截面形状与()完全一致。A挤出口模B定型装置C卷取装置D料筒10、多型腔的平衡式分布是从主流道到各型腔浇口的分流道的()对应相同.A长度、截面形状、尺寸、分布对称性B长度、截面面积、尺寸、分布对称性C截面面积、长度、分布对称性D截面形状、尺寸11、推件板的推出机构适合推出()的塑料制品A薄壁容器B壳形深腔C表面不允许有推出痕迹D以上均可12、侧分型抽芯机构中,锁紧楔起()作用。A滑块定位;B驱动滑块;C
3、导向;D定位和承受侧压力。13、细长型芯比较合理的冷却机构是()A在镶拼件上开设螺旋槽冷却管道B在动模板上水平钻孔C在动模板上水平钻孔D用铍铜制型芯,并用冷却水喷射在铍铜型芯后端14、为了有利于补料,浇口深度尺寸应()。A足够小;B足够大;C很大;D很小。15、推出机构一般由推出、()和导向零件组成。A固定B定位C导滑D复位16、分型面设置在台阶处,避免()。A喷射;B产生熔接痕;C变形;D显现分型痕迹。17、双分型面注射模采用的浇口形式为()。A侧浇口B中心浇口C环隙浇口D点浇口18、推管脱模机构适合于()脱模。A大塑件;B箱形件;C管形件;D小塑件。19、以下冷却水道的布置,()情况合理。A沿型腔短边方向钻冷却水道孔B靠浇口位置作为冷却水入口C不要在塑件易产生熔接痕的部位布置冷却水道D以上全对20、双分型面注射模一个分型面取出塑件,另一个分型面取出()。A浇注系统凝料B型芯C另一个塑件D排气21、潜伏式浇口适用于()注射模。A单分型面B双分型面C以上二种都是D以上二种都不是22、采用侧浇口时,().A只能一模一腔;B只能一模两腔;C可一模两腔;D可一模一腔。23、分型面贴合间隙应(
《塑料成型模具设计总复习题》由会员枫**分享,可在线阅读,更多相关《塑料成型模具设计总复习题》请在金锄头文库上搜索。
新员工三个月试用期工作总结模板(九篇)
5.7-如何看权重板块个股对大盘的影响
个人辞职报告简短10篇
USB虚拟串口设计
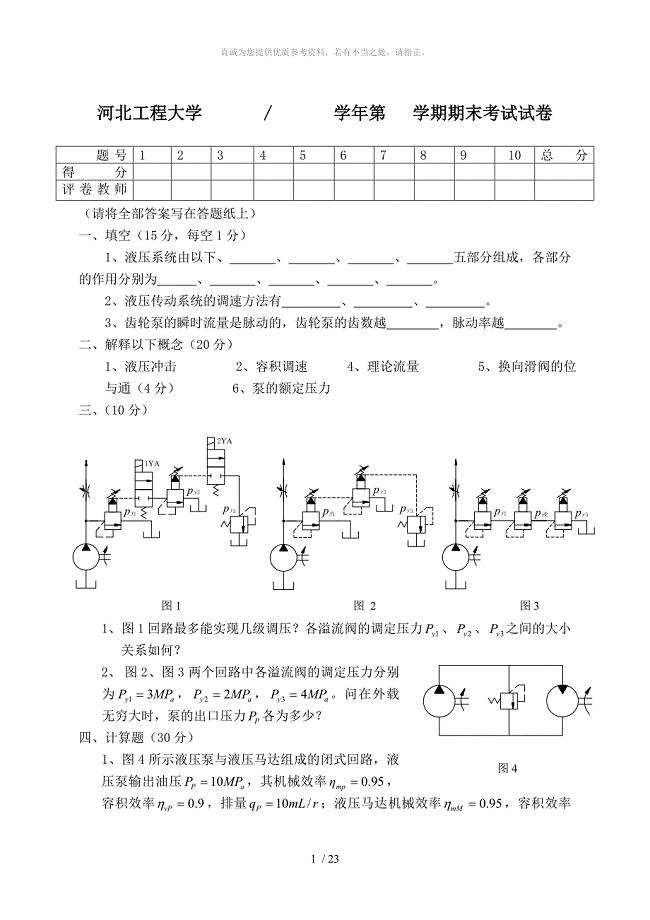
河北工程大学液压传动历年考题
电子商务建设的主要内容
南溪早春杨万里阅读答案鉴赏
市市长竞聘演讲稿范文1200字
小学个人工作计划
2022年村级后备干部学习心得体会总结
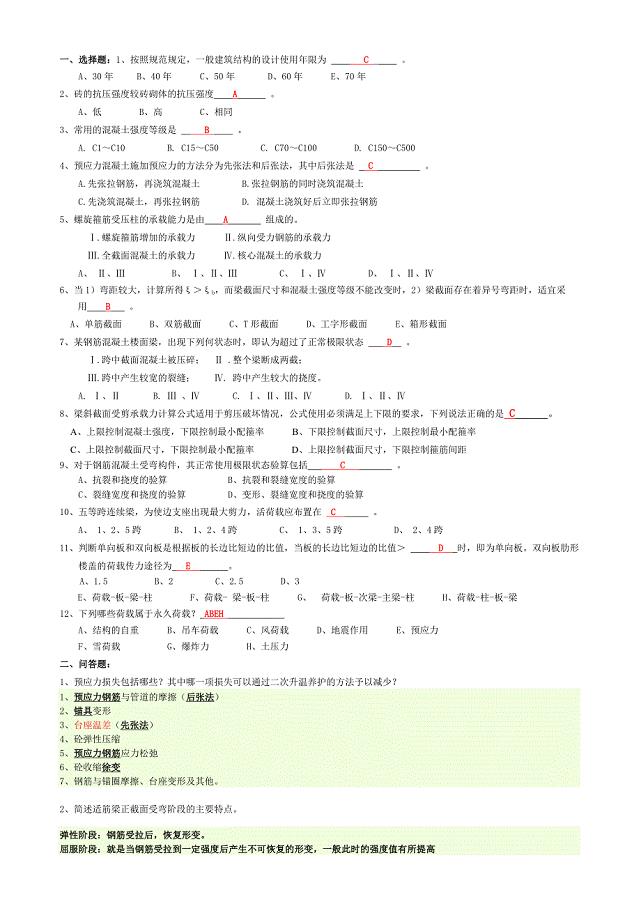
浙江工业大学专升本答案混凝土结构及砌体结构
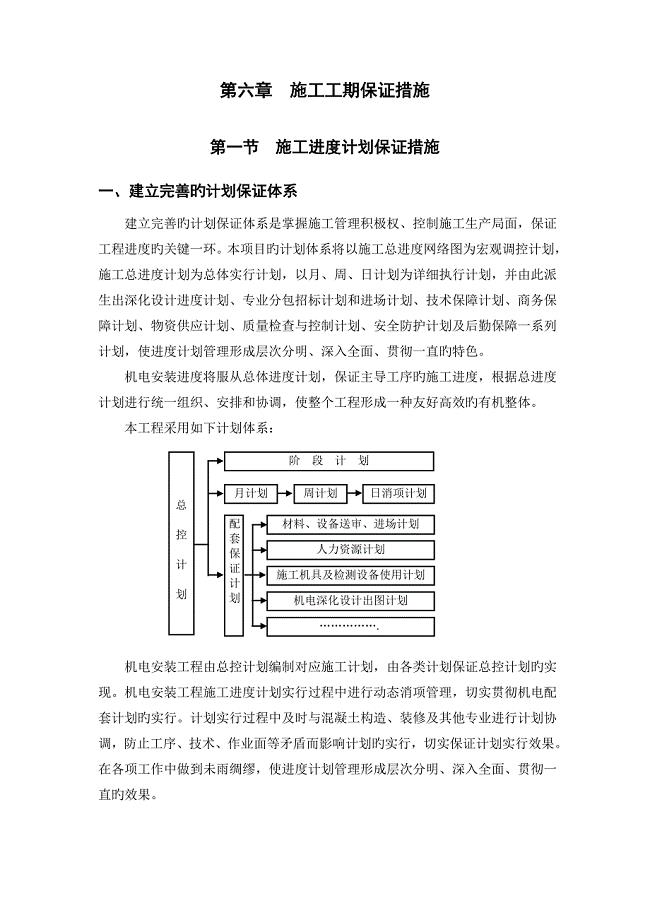
施工工期保证措施
江苏省南京-七年级上语文期末试卷
探索实验设计大纲范例肺水肿.doc
最新理论试卷
中秋节活动主题策划方案范文(四篇)
路灯杆表面处理
社科联科学发展观活动大总结
2006年高考命题趋势与对策110100010
所得税费用汇算清缴时扣除一览表精华
 财务报表分析(徐工)四次作业参考
财务报表分析(徐工)四次作业参考
2022-09-25 4页
2022年12月北京积水潭医院应届毕业生招聘118人(一)笔试参考题库(答案解析)
2023-06-20 75页
2022年考博英语-外交学院考试题库(难点、易错点剖析)附答案有详解7
2023-03-29 31页
2023年广西崇左市天等县福新镇北教村社区工作人员考试模拟题及答案
2023-02-10 23页
大连理工大学21秋《新能源发电》复习考核试题库答案参考套卷24
2023-03-02 11页
东北财经大学21秋《利息理论》平时作业二参考答案87
2023-05-24 15页
古诗词竞赛题(高年级段)
2022-11-11 9页
西北工业大学21春《电力拖动自动控制系统》在线作业一满分答案89
2023-05-08 11页
中国平安万能资格考试题-多选题
2023-02-14 12页
华中师范大学21秋《公共经济学》在线作业二满分答案87
2023-03-16 14页