
张紧轮支架的加工工艺规程及钻孔夹具设计
21页
1、XXXXXXXXXXXXXXXX 大学大学 课课 程程 设设 计计 说说 明明 书书 设计 Q 扣 1 1459919609145991960914599196091459919609 扣扣 2 1969043202196904320219690432021969043202 学院 机械工程与自动化学院 专业 机械设计制造及其自动化 题目 张紧轮支架的加工工艺及钻削 2 13 孔夹具设计 指导教师 指导教师 XXXXXXXXXXXX职称职称 XXXXXXXXXXXXXXXX XXXXXXXXXXXX职称职称 XXXXXXXXXXXX 20 年 月 日 辽 宁工 程 技 术 大 学 课程 设 计I 任务书任务书 一 设计题目设计题目 张紧轮支架加工工艺及钻削 2 13 孔夹具设计 二 原始资料二 原始资料 1 被加工零件的零件图1 张 2 生产类型 中批或大批大量生产 三 上交材料三 上交材料 1 所加工的零件图1 张 2 毛坯图1 张 3 编制机械加工工艺过程卡片1 套 4 编制所设计夹具对应的那道工序的机械加工工序卡片1 套 5 绘制夹具装配图 A0 或 A1 1 张 6 绘制夹具中
2、 1 个零件图 A1 或 A2 装配图出来后 由指导教 师为学生指定需绘制的零件图 一般为夹具体 1 张 7 课程设计说明书 包括机械加工工艺规程的编制和机床夹具设 计全部内容 约 5000 8000 字 1 份 四 进度安排四 进度安排 本课程设计要求在 3 周内完成 1 第 l 2 天查资料 绘制零件图 2 第 3 7 天 完成零件的工艺性分析 确定毛坯的类型 制造方 法 编制机械加工工艺规程和所加工工序的机械加工工序卡片 3 第 8 10 天 完成夹具总体方案设计 画出草图 与指导教师 沟通 在其同意的前提下 进行课程设计的下一步 4 第 11 13 天 完成夹具装配图的绘制 5 第 14 15 天 零件图的绘制 6 第 16 18 天 整理并完成设计说明书的编写 7 第 19 天 21 天 完成图纸和说明书的输出打印 答辩 五 指导教师评语五 指导教师评语 该生设计的过程中表现 设计内容反映的基本概 念及计算 设计方案 图纸表达 说明书撰写 答辩表现 综合评定成绩 综合评定成绩 指导教师指导教师 日日期期 摘要摘要 本次课程设计的目的是对我们以前所学知识的总结和对 我们所掌握知
3、识的一次扩展 也对我所学的各科课程进行了 一次深入的综合性复习 主要内容 设计连接座的机械加工工艺规程和加工 2 13 孔的工艺装备并绘制出支架零件图 毛坯图 夹具装配图 填写工艺卡片 编制课程设计说明书 设计意义 本次课程设计加强了我的理论与实践相结合 的能力 并在设计过程中渐渐了解本专业的专业技能知识 使我更加了解加工与设计零件的方法 同时锻炼了我分析问 题的能力 让我对以后的工作方向有了较为明确的目标 AbstractAbstract The objective of this curriculum is tally up the knowledge that we learn before and to the once expanding of the knowledge that we control It is also that we studies various curricula a thorough comprehensive review Main content design Connecting seat technological process and
4、 the processing3 7hole craft equipment and draws up the support detail drawing the semifinished materials chart the jig assembly drawing the filling in process chart the establishment curriculum designs the instruction booklet The sense of design this Curriculum design enhanced my ability of combining theory and practice And during the design process I gradually understand the professional skills and knowledge It makes me know more method about processing and design parts It exercises my ability
5、 to analyze the problem And it also make me have a clear goal about my future work 目目 录录 一 零件的工艺分析及生产类型的确定 1 1 零件的工艺分析 1 2 零件的生产类型 2 二 选择毛坯 确定毛坯尺寸 设计毛坯图 3 1 毛坯的选择 3 2 确定机械加工余量 毛坯尺寸和公差 3 3 确定机械加工 3 4 确定毛坯尺寸 3 5 确定毛坯尺寸公差 4 6 设计毛胚图 4 三 选择加工方法 拟定工艺路线 6 1 基面的选择 6 2 精基面的选择 6 3 制定机械加工工艺线 6 四 加工设备及刀具 夹具 量具的选择 9 1 选择加工设备及工艺装备 9 2 确定工序尺寸 11 五 切削用量的选择 工序 12 1 切削用量的介绍 12 2 切削用量的计算 13 六 基本时间的确定 13 1 工时定额 13 2 基本时间的计算 14 七 夹具设计 14 1 定位方案 14 2 夹紧机构 14 3 夹紧力分析 15 4 对刀装置 16 5 夹具体 16 6 误差分析 17 7 使用说明 17 七 设计体会 18
《张紧轮支架的加工工艺规程及钻孔夹具设计》由会员飞****9分享,可在线阅读,更多相关《张紧轮支架的加工工艺规程及钻孔夹具设计》请在金锄头文库上搜索。

第三单元 秦汉时期:统一多民族国家的建立和巩固(单元复习好卷)
七年级历史阶段性学业水平测试
《论语》十二章全面解读

Web前端开发案例教程:12完整项目化妆品网站设计与实现

编程基础与实例教程-PHP
2019年抚顺市第六中学高考生物简单题专项训练(含解析)
2019年教科版八年级物理上册全册学案
2019年宝鸡晨光中学高考生物简单题专项训练(含解析)
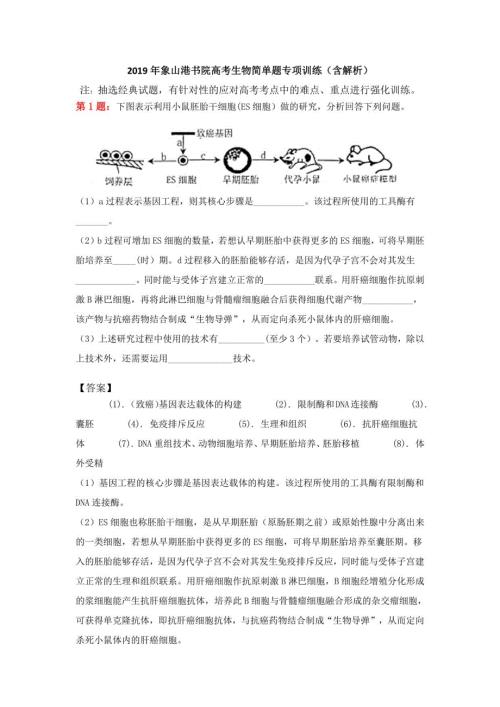
2019年象山港书院高考生物简单题专项训练(含解析)
2019年一级建造师工程经济考点总结

2019年小学教育教学工作总结4篇
2019年浙江省金华市中考数学试卷(解析版)
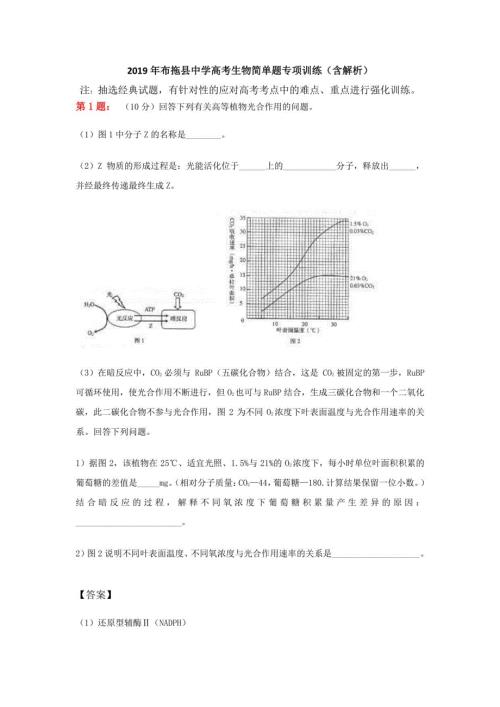
2019年布拖县中学高考生物简单题专项训练(含解析)
2010年卫生系列中级职称内科学风湿及结缔组织病习题及参考答案
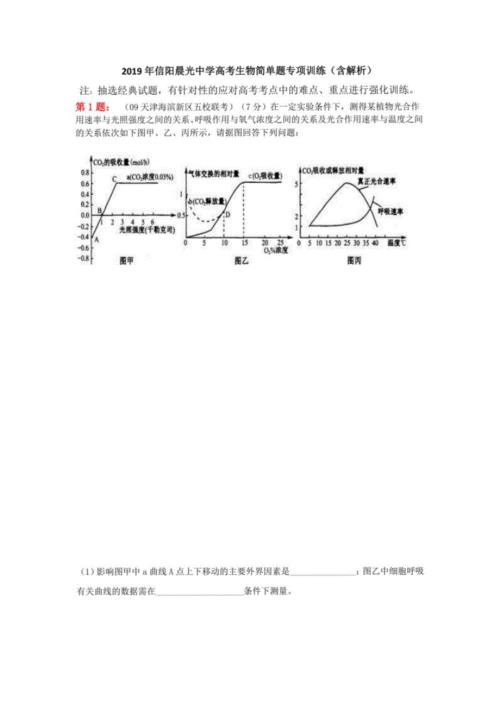
2019年信阳晨光中学高考生物简单题专项训练(含解析)
2018年一级建造师市政实务必考点

2019年和县第三中学高考生物简单题专项训练(含解析)
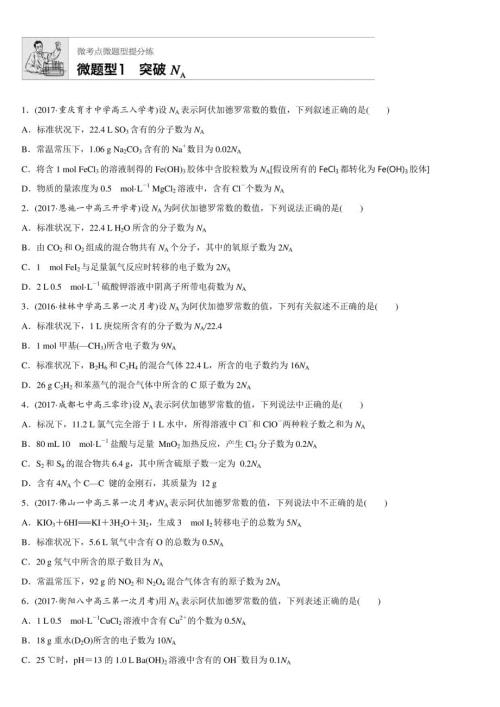
2018高考化学微题型微考点训练1--20
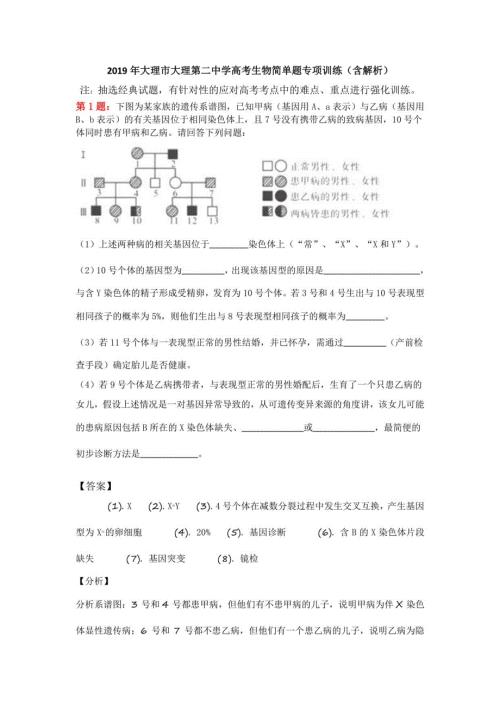
2019年大理市大理第二中学高考生物简单题专项训练(含解析)
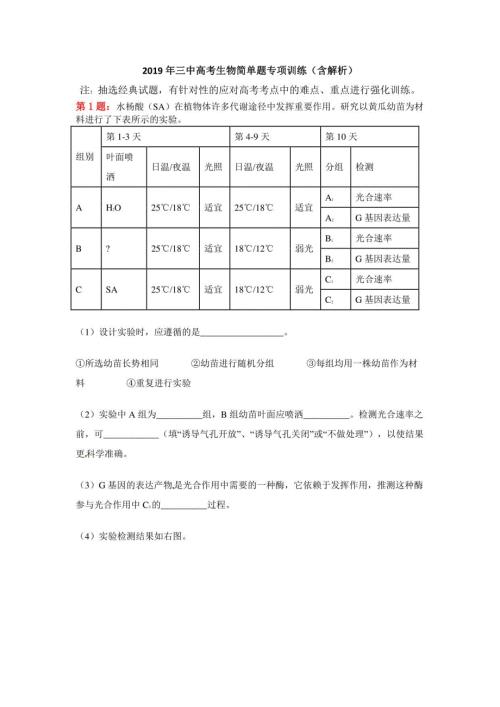
2019年三中高考生物简单题专项训练(含解析)
 安全记心间的主题班会
安全记心间的主题班会
2023-07-20 8页
星三角降压启动故障排查方法
2024-02-16 4页
《00hr01培训计划制定流程
2024-01-10 5页
浅谈机电一体化技术的现状及发展趋势
2022-10-13 8页
农村实用养猪技术
2023-11-14 3页
多种方法测定碳酸钙的含量
2023-03-17 10页
离心通风机性能表
2022-10-01 11页
运筹学复习答案
2022-10-23 7页
通风与空调系统试运行记录
2022-08-25 11页
浅析新课改下小学数学学科的有效教学
2024-01-21 2页