
机械毕业设计(论文)-防动垫片落料冲孔复合冷冲模设计【全套的图纸】
19页
1、 毕业设计用纸摘 要模具生产技术水准的高低,已成为衡量一个国家产品制造水平高低的重要标志,因为模具在很大程度上决定着产品的质量、效益和新产品的开发能力。本论文详细的论述了防动垫片模具的设计的全过程。其中,根据该零件所用材料的特点和结构特点进行工艺分析和工艺计算,最终确定出工艺方案。然后对模具的具体结构和所需零件进行设计和选择。本文通过对课题应解决的问题和设计要做的工作分析讨论,了解其基本的性能、组成、作用、以及设计所需考虑的问题等等。该产品的精度要求一般,结构简单,通过工艺分析选择最简单的加工方案,可以提高生产率。 关键词:防动垫片,工艺分析,加工方案目 录前 言3第一章 分析零件的工艺性和确定冲压方案 5第二章 分析比较和确定工艺方案 62.1 选择冲压工序 62.2 排样6第三章 落料冲孔复合模设计 8 3.1 冲裁力的计算8 3.2 压力中心的计算 93.3 凸、凹模工作部分尺寸和公差 93.3.1 落料部分刃口尺寸计算103.3.2冲孔部分刃口尺寸计算113.4 模具整体结构的设计 113.4.1 模具结构形式的选择113.4.2 推件装置 123.4.3 卸料装置 123.4
2、.4 导向装置 123.5 压力机的选择 123.5.1 拟选压力机 123.5.2 计算闭和高度 133.6 模架的选择13第四章 成形模具设计154.1 弯曲力的计算154.2 大概选压力机154.3 模具结构形式选择164.4模具工作部分尺寸标注 16结 论18致 谢18参考文献 19 前 言冲压模在现代生产中,是生产各种工业产品的重要工艺装备,它以其特定的形状通过一定的压力方式将原材料成形。例如,冲压件就是通过冲压方式使金属材料在模具内发生塑性变形而获得的;金属压铸件、粉末冶金件等金属制品,绝大多数也是用模具成形的。由于模具成形,特别是冲压模成形,具有优质、高产、省料和低成本等特点,现在已在国民经济各个部门,特别是汽车、拖拉机、航空航天、仪表仪器、机械制造等重工业部门得到极其广泛的应用。据统计,利用模具制造的零件,在飞机 、汽车、拖拉机、电机电器、仪表仪器等机电产品中占60%70%;在电视机、录音机、计算机等电子产品中占80%以上;在自行车、手表、洗衣机、电冰箱、电风扇等轻工业产品中占85%以上。随着社会经济的发展,人们对工业产品的品种、数量、质量及款式都有越来越高的要求。为了
3、满足人类的需要,世界上各个工业发达国家都十分重视模具技术的开发,大力发展模具工业,特别在冷冲模方面,积极采用先进技术和设备,提高模具制造水平,并取得了显著的经济效益。美国是世界上超级经济大国,也是世界模具工业的领先国家。据统计,美国模具行业有12554个企业,从业人员17.28万人,模具总产值达64.47亿美元。日本模具工业是从1957年开始发展起来的。当年模具总产值仅有106亿日元,到1991年总产值已超过17900亿日元,在34年中增长了69倍。这也是日本经济能飞速发展,并在国际市场上占有一定优势的重要原因。我国对模具工业的发展也十分重视,国家通过多种方式和途径来加速模具行业的发展。数以万计的模具私营企业和个体劳动者如雨后春笋般出现在神州大地上,对模具行业的发展起到了不可低估的作用。可以说,我国在模具技术方面已有一支较强的队伍。目前,我国已能生产部分轿车覆盖件模具。如东风汽车公司冲模厂,已设计制造了富康轿车部分内覆盖件模具;一汽模具中心生产了捷达王轿车外覆盖件模具。轿车覆盖件模具,具有设计和制造难度大,质量和精度要求高的特点,可代表覆盖件模具的水平。其设计制造手段已基本达到了国际先
《机械毕业设计(论文)-防动垫片落料冲孔复合冷冲模设计【全套的图纸】》由会员桔****分享,可在线阅读,更多相关《机械毕业设计(论文)-防动垫片落料冲孔复合冷冲模设计【全套的图纸】》请在金锄头文库上搜索。
内业资料管理制度电子版(4篇).doc
县图书馆上半年工作总结
大型工厂知识竞赛方案
初中九年级语文教学的工作总结范文(二篇).doc
教师节主题征文:您眼神
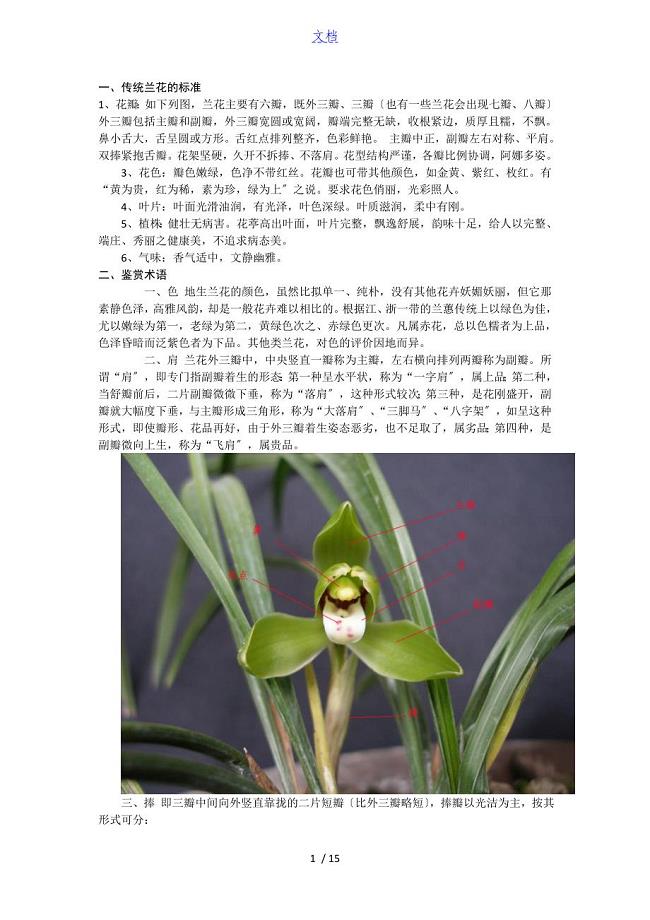
兰花鉴赏术语及入门知识
会议培训管理制度模板(2篇)
表格式护理记录2
护理人员岗位职责、准入标准
最美家庭事迹材料六篇
一岁以内婴儿亲子早教50招
2022年一小“经典诵读”考级方案
华为面试技巧和注意事项
安全管理应急预案之第三方施工工地燃气管道抢修应急预案的编制
关于奶奶写人作文300字集锦5篇
案例:金融信贷对接水利改革的主要障碍与破解路径(孝感市)
教师年度考核工作总结(5篇)

缆索吊装施工方案
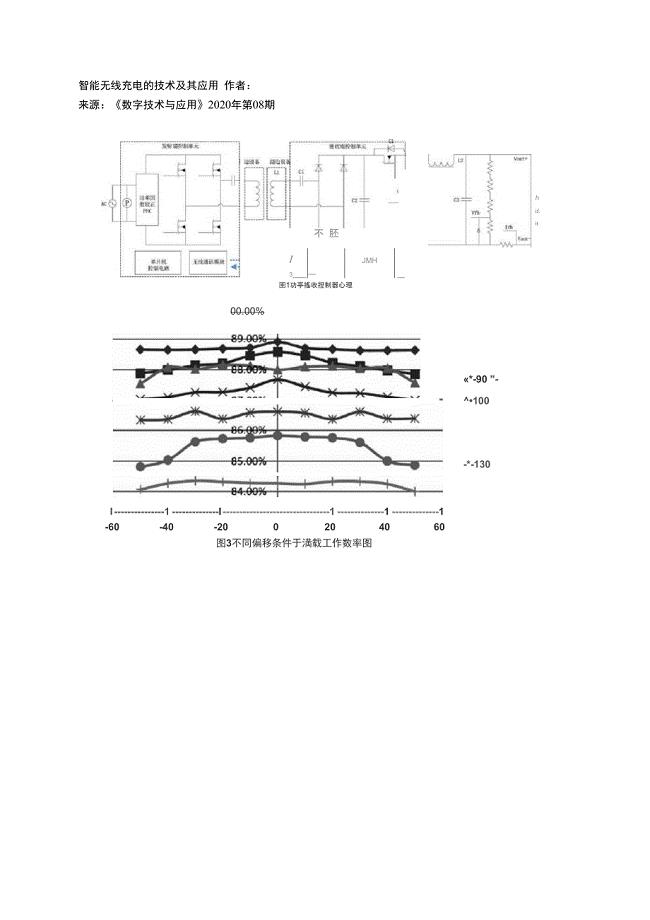
智能无线充电的技术及其应用
2022年小学生关于人间处处有真情主题讲话稿范文
 毕业设计(论文)-焦作市新华中街周边地段更新规划设计
毕业设计(论文)-焦作市新华中街周边地段更新规划设计
2023-03-20 44页
高层住宅项目施工组织设计方案
2023-01-30 175页
采矿工程毕业设计(论文)-范各庄矿180万ta新井设计
2023-01-02 167页
硕士论文-造船企业船东风险问题研究
2022-11-30 76页
面向连锁超市管理系统的分布式数据库设计与实现
2023-09-21 10页
“啤酒阿姨”2018年上海地区品牌营销策划案
2022-11-25 70页
机械原理课程设计-自动剪切机的设计
2024-03-04 22页
毕业设计(论文)-ZL120装载机工作装置设计 (2)
2023-10-20 49页
国际标准智商测试题
2023-07-02 5页
房屋产权归属协议书
2023-09-06 2页