
激光塑料焊接技术及其典型应用
6页
1、激光塑料焊接技术及典型应用1073101 张利荣摘要:本文对激光塑料焊接技术及其原理进行了介绍,阐述了该项技术在应用中需要考虑的问题,并简要介绍了几个应用实例。关键词:激光技术;塑料焊接;透射焊接1 前言激光焊接技术在金属材料的加工领域应用广泛,其优异的性能早已被各个应用行业所接受,成果显著。随着绿色环保理念在全球工业生产中的贯彻以及生产成本控制方面的考虑,塑料作为一种性能优异的可再生非金属材料,被日益广泛地应用在各行业的零部件设计、制造上,传统的金属部件越来越多地被拥有同样工作性能的塑料部件替代,同时对塑料零件之间的焊接连接技术和焊接质量也提出了更高的要求,这些变化为激光焊接技术在塑料材料领域的应用提供了契机。2 激光塑料焊接的原理激光塑料焊接利用透射焊接原理(原理图见图1),选用红外激光作为焊接热源,一般以800nm1100nm波段的激光为主,这一波段的激光对于大部分可焊接的透明或有色热熔塑料来说吸收率比较低,激光穿过这些材料时能量损失很少。焊接时叠加在一起的上下两层材料需要满足一定的要求:上层材料为透射区,对于焊接所采用的激光应具有较高的透过率;而下层材料为热作用区,需要对激光具
2、有较高的吸收率。满足了以上的两个条件就可以保证激光以较少的能量损耗透过上层材料到达下层材料的表面,由于下层材料具有较高的吸收率,激光在两层材料的结合面处被吸收并产生热量,使得该处的塑料熔化,在适当压力作用下发生二次聚合,这样冷却后在上下两层材料之间形成焊缝而使它们连结在一起。图1激光透射焊接原理3 激光塑料焊接优势和特点伴随着塑料材料和激光设备的进步,塑料焊接逐渐成为激光焊接的一个新兴的、充满希望的应用领域。在某些应用中,激光塑料焊接比传统的超声波焊接、振动焊接、热平板焊接等工艺更具成本和性能方面的优势,详见表1。表1激光塑料焊接相对常用塑料连接方法的优点相对于超声波和振动焊接的优点相对于热板和热气焊接的优点相对于热塑和胶连接的优点机械应力低;不损伤表面;无焊渣;工具费用低。热应力低;无溅射、毛刺少;生产周期短;机器和工具费用低。无需额外材料;过程控制容易;焊接质量高、稳定;生产周期短。激光焊接塑料技术主要有以下几方面的优点【1】:(1)焊缝尺寸精密、牢固、不透气不漏水,焊接表面完好无损;(2)在焊接过程中树脂降解少、产生碎屑少,符合食品医药行业要求;(3)与其他熔接方法比较,极大地减
3、小了制品的振动应力和热应力;(4)能够将多种类不同的塑料材料焊接在一起(其他焊接方法有较大限制);(5)易于控制,擅长焊接具有复杂外形(甚至是三维)的制品;(6)能够焊接其他方法不易达到的区域。4 激光塑料焊接需要考虑的几个问题4.1 激光波长的选择激光塑料透射焊接通常使用近红外波段的激光作为光源,包括半导体激光(波长808nm-980nm) 、Nd : YAG激光(波长1064nm)和近年来发展势头比较迅猛的光纤激光(波长1050nm-1500nm )等,这些波段的激光在热熔塑料中均具有良好的透过率,而且可以和光纤耦合,传输光路比较简单,可以通过将聚焦头安装在机器人手臂上来实现数控精密焊接。对于波长处于10.6m波段的二氧化碳激光,由于塑料材料对其具有较高的吸收率,所以它的焊接过程属于热传导焊接,塑料材料对它的吸收由表及里,逐步深入,因此二氧化碳激光只适合用于焊接较薄的薄膜材料,当焊接材料具有一定厚度时,二氧化碳激光将两层材料熔合在一起的同时也会使得表层材料被熔化,造成过熔甚至碳化,焊缝形态和质量都不高。4.2 对塑料材料的要求塑料材料可以分为热塑性塑料和热固性塑料两大类,对于热塑性
4、塑料来说,可以采用常规塑料焊接(振动、超声波、热板)的方式来连接,所以理论上,所有热塑性塑料都能够被激光焊接。由于采用的是激光透射焊接原理,所以对于需要焊接的热熔塑料材料应满足一定的透过率要求,一般说来,当上层透过材料对近红外线激光的透过率高于50%,下层热作用区材料透过率低于20%时,激光塑料焊接会获得较好的效果【2】。4.3 吸收剂的使用吸收剂的使用是塑料激光焊接工艺中非常重要的工艺。当底层热作用区塑料材料对红外激光透过率太高而不能吸收足够多的激光能量时,会影响到焊缝的形成和强度。此时需要借助吸收剂来提高吸收率,来获得理想的焊接效果。吸收剂既可以在注塑时同步加入到材料中,也可以灵活地喷涂或印刷在焊件的接触面上。碳黑是最常用的理想吸收剂,它能够将红外波长的激光能量基本全部吸收,从而大大提高塑料的热吸收效果,使得热作用区的材料融化更快、效果更好。但是当焊件为透明或有色材料时,如果采用将碳黑涂抹在焊件接触面的方式,焊缝颜色会变深,与母材颜色反差较大,不够美观。英国焊接学会(TWI)研制出了一种叫做Clearweld的染料吸收剂,使用它作为吸收涂层来焊接透明或有色材料时可以得到透明的焊缝【
《激光塑料焊接技术及其典型应用》由会员人***分享,可在线阅读,更多相关《激光塑料焊接技术及其典型应用》请在金锄头文库上搜索。
三大系统设备维护管理办法
2013中国银杏树行业研究及投资前景预测报告
【最新】吉林省东北师大附中净月校区高三地理上学期限时训练7
镇康县新一代液态金属研发项目策划书【范文模板】
论文 河陇文化
2017年上半年青海省数控机床维修调试模拟试题
数学老师听课心得感悟模板范文7篇
青海省西宁市2021届高三历史12月月考试题
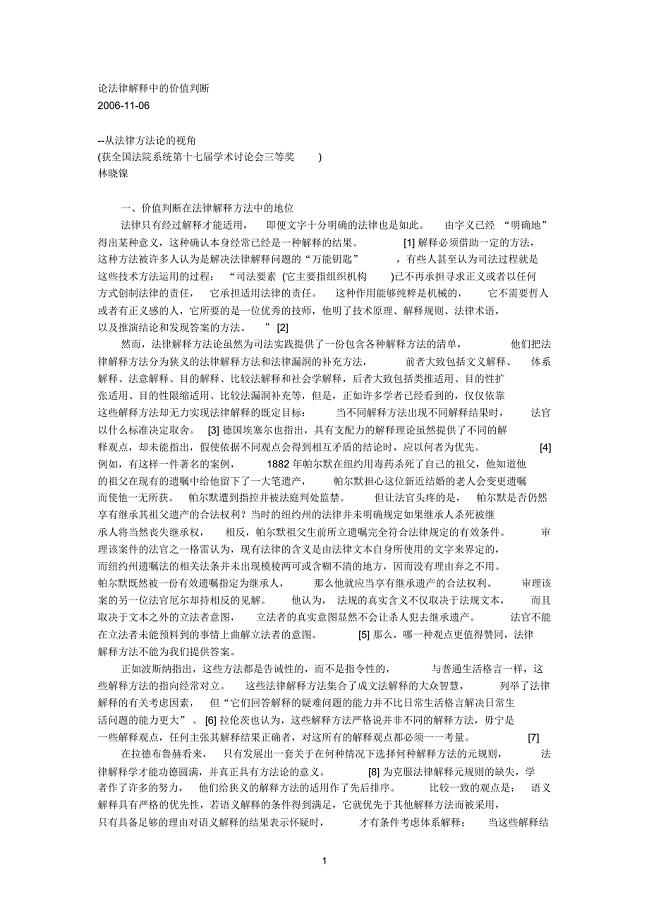
论法律解释中的价值判断
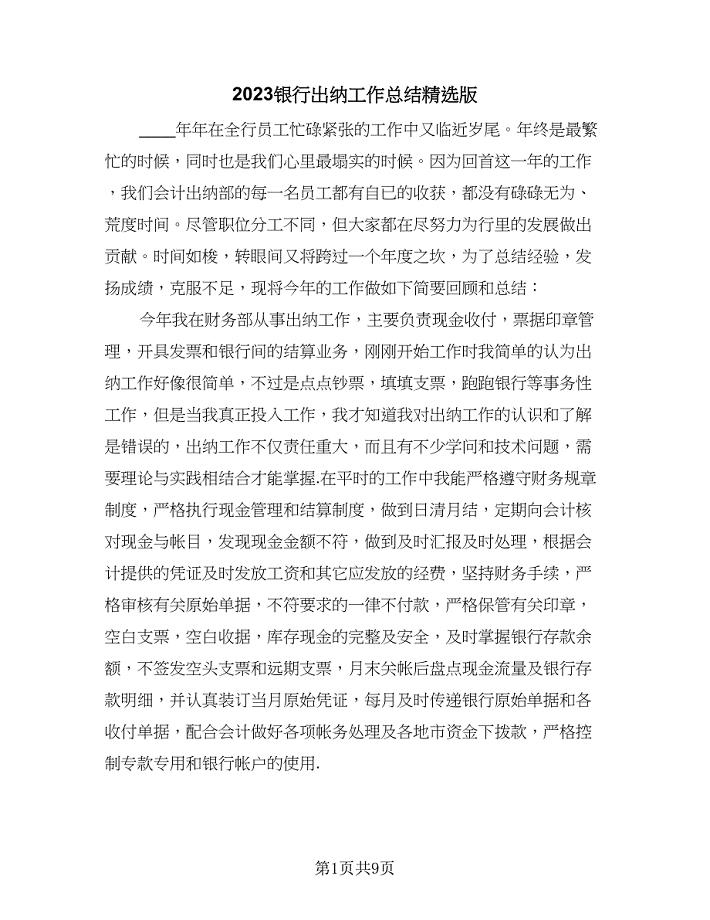
2023银行出纳工作总结精选版(3篇).doc
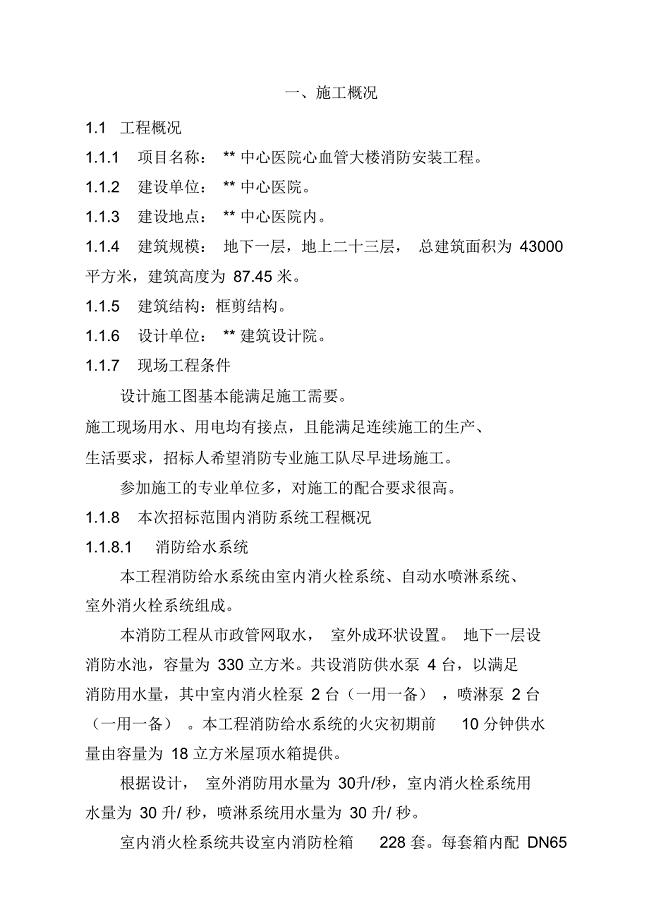
湖南某中心医院消防施工组织设计
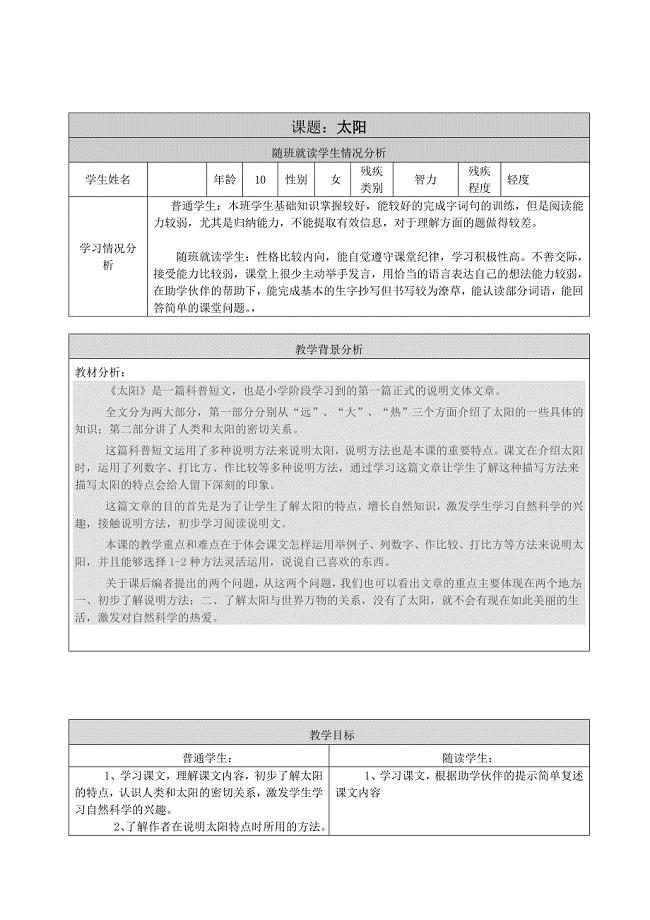
特殊教育语文教案(太阳)
18类急诊科常用药品及用法用量
钢筋工安全操作规程
个人贷款委托协议书
酒店服务营销策划
石灰文档 石灰窑选型
人教版小学语文毕业复习模拟卷
2023年关于《乡土中国》读后感简短,,《乡土中国》读后感作文3篇
精选买卖合同模板七篇
 安徽省战略性新兴产业十三五发展规划.doc
安徽省战略性新兴产业十三五发展规划.doc
2023-04-22 48页
FGB法船体曲面板高效焊接工艺方法
2023-07-08 5页
DSPFPGA在高速高精运动控制器中的应用
2022-09-15 6页
数据库原理实验复习
2023-03-23 2页
测量设备流转控制程序
2023-09-26 6页
人脸识别智能会议签到系统
2023-12-28 5页
网络文学全版权运营让作品“一鸡多吃”
2023-08-12 2页
工作原理和总体结构
2023-02-11 13页
常见OSPFNATRIPDHCP静态路由配置命令
2023-01-18 58页
系统测试用例设计
2023-09-22 15页