
半自动气割技术操作规程(一)
2页
半自动气割技术操作规程(一)1、主题内容和适用范围本标准规定了半自动气割工件的操作规程本标准适用于本石英钟的钢结构件半自动气割2、引用标准YB/JQ101.10钢铁企业机修制造通用技术条件焊接结构件GBJ205钢结构工程施工及验收规范3、准备工作3 1熟悉图纸及工艺要求,详细了解材质、规格、气割公差等。32检查气割工件和号料线是否符合要求,并清除割缝两侧3050mm内的铁锈、油污。33气割钢板应平整。对板厚小于14mm的不平度为2/1000,对板厚大于14mm的钢板不平度为1/1000。34准备好所需的氧气,乙炔和液化石油气,并检查气路的阀门、仪表是否正常工作,连接处是否紧密。35根据工件的需要准备好小车导轨,以及必要的工具。36将半自动气割机进行空运转,检查机器运行是否正常、控制部分是否损坏失灵,以及绝缘是否良好。37气割前将工件垫平,工件下面要留有不小于100mm的间隙。4、半自动气割4 1根据切割工件的厚度选择割嘴和气体压力。42气割前应手推小车在导轨上运行,调整割嘴位置或导轨,确保在小车运行过程上割嘴对对准号料线。切割线与号料前的允许偏差为1.5mm。43气割前还应在非切割处进行试切割,以调整火焰、氧气压惫,小车行走速度等,并检查风线是否为笔直而清晰的圆柱体。44当氧气瓶的气压低于工作压惫时必须停机换瓶。45气割时,先加热钢材边缘至赤红,再升启快风氧气,使钢材急剧燃烧穿透钢材底部后才可让小车移动。46气割焊接坡口,要根据坡口角度要求偏转割嘴,且割速要比下料时慢,氧气压力应稍大。47如用快速割嘴,应根据钢材厚度的不同,使割嘴作一事实上角度的后倾。48对于长板条工件,应先切割两侧长边,后切端头,以减少变形。49对于较薄的板件,割嘴不应垂直于工件,需偏斜5o10o,且速度要快,预热火焰能率要小。4.10切割过程发生回火,应先关乙炔阀,后关切割氧阀。411气割时发现割嘴堵塞,应及时停机打通。
《半自动气割技术操作规程(一)》由会员s9****2分享,可在线阅读,更多相关《半自动气割技术操作规程(一)》请在金锄头文库上搜索。
动漫设计专业鉴定书
2022年会计中级职称考试模拟卷含答案第262期
行政人员年终总结(2篇).doc
毕业论文湘玉竹切片机的设计
总经销合同合集六篇
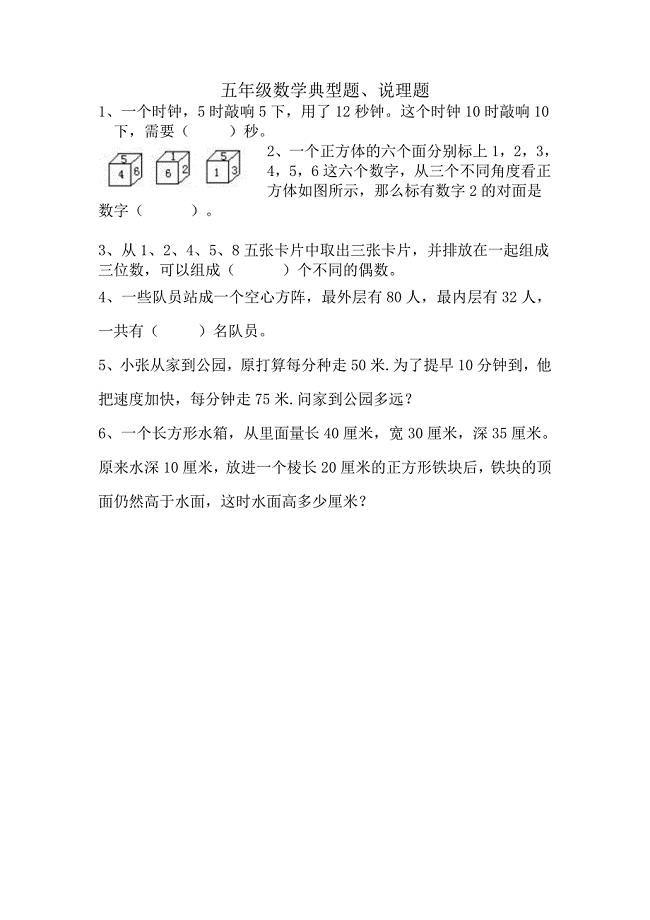
五年级数学典型题、说理题
近年发生的诉讼及仲裁情况
软件工程课程设计素质拓展管理系统

电力工作的保证书范文
招聘专员工作总结范文(4篇).doc
工程技术部管理制度
关爱留守儿童活动方案

福建省泉州市泉港区泉州市泉港区第一中学2018-2019学年高二数学下学期期末考试试题含解析
必修三 第一单元 内环境的稳态和调节 第2讲通过神经系统的调节
二年级下册第一单元
一幅名扬中外的画教学设计及课后反思

电力系统分析课程设计96000
九江环境监测仪器项目实施方案_模板范本
教科版四年级科学上册单元复习资料全册-调整打印
花卉相关资料汇总
 隧道施工总体安排及施工方案和程序
隧道施工总体安排及施工方案和程序
2022-11-12 57页
中小学教师誓词精选
2023-08-29 2页
药品的入库验收知识培训试卷及答案
2022-11-06 4页
安徽省2020年中考物理专项训练(九)“内阻”的相关计算复习题
2022-09-29 7页
门式脚手架专项施工方案
2022-10-09 16页
浅谈人力资本投入与农村剩余劳动力转移
2024-01-20 11页
职工带薪年休假条例解读
2024-02-12 18页
血液内科护士工作总结
2023-10-06 3页
安全教案模版安安全全去游玩
2022-11-20 3页
房地产成本核算制度
2022-11-05 11页