
钢结构钢构件施工焊接验收标准
5页
1、钢结构钢构件施工焊接验收标准 1、施工准备 1.1材料和主要所需施焊的钢材、钢铸件必须符合国家现行标准和设计要求。 1.1.2根据设计要求选用适宜的焊条、焊丝、焊剂、电渣焊熔嘴等焊接材料,并应符合现行国家行业标准。 1.1.3施工机具:交流电焊机、直流弧焊机、半自动CO2弧焊机、埋弧焊焊机、熔化嘴电渣焊机、焊条烘箱、焊条保温筒、焊接检验尺等。 2作业条件 2.1施工前焊工应复查组装质量和焊接区域的清理情况,如不符合技术要求,应修整合格后方可施焊。 2.2气温、天气及其它要求: (1)气温低于0时,原则上应停止焊接工作。 (2)强风天,应在焊接区周围设置挡风屏,雨天或湿度大的场合应保证母材的焊接区不残留水分。 (3)当采用气体保护焊时,若环境风速大于2m/s,原则上应停止焊接。 2.3焊工必须经考试合格并取得合格证书,持证焊工必须在其考试合格项目及其认可范围内施焊,焊工均应经过质量技术交底、安全交底和有关环境保护的交底。 3、操作工艺 3.1工艺流程 焊前准备引弧沿焊缝纵向直线运动,并作横向摆动向焊件送焊条熄弧 3.2焊前准备:根据钢种、板厚、接头的约束度和焊缝金属中含氢量等因素来决定预
2、热温度和方法。预热区域范围为焊接坡口两侧各80100mm,预热时应尽可能均匀。 3.3引弧 3.3.1严禁在焊缝区以外的母材上打火引弧,在坡口内引弧的局部面积应熔焊一次,不得留下弧坑。 3.3.2对接和T形接头的焊缝,引弧应在焊件的引入板开始。 3.3.3引弧处不应产生熔合不良和夹渣,熄弧处和焊缝终端为了防止裂缝应充分填满坑口。 3.4焊接姿势 3.4.1平焊姿势:该姿势为焊接施工最理想姿势,因此尽可能创造条件采用平焊。 3.4.2船形焊接姿势:该姿势不易产生咬边、下垂等缺陷,一般对角焊缝要求成凹形时常采用。 3.4.3横向焊接姿势:该姿势熔化金属由于重力作用容易下淌,而使上侧产生咬边,下侧产生焊瘤以及未焊透等缺陷。因此焊接时宜采用小直径焊条、适当的电流和短弧焊接。 3.4.4立焊姿势:该姿势熔化金属由于重力作用容易下淌,而使焊缝成型困难,易产生焊瘤、咬边、夹渣及焊缝成型不良等缺陷。因此宜采用小直径焊条和较小的电流,并采用短弧焊接。 3.4.5仰焊姿势:必须保持最短的弧长,宜选用不超过4mm直径的焊条,焊接电流一般介于平焊与立焊之间。 3.5焊接顺序和熔敷顺序 3.5.1尽可能减少热量
3、的输入,并必须以最小限度的线能量进行焊接。 3.5.2不要把热量集中在一个部位,尽可能均等分散。 3.5.3采用“先行焊接产生的变形由后续焊接抵消”的施工方法。 3.5.4平行的焊缝尽可能地沿同一焊接方向同时进行焊接。 3.5.5从结构的中心向外进行焊接。 3.5.6从板的厚处向薄处焊接。 3.6多层焊 3.6.1多层焊焊接接头应连续施焊一次完成,每一层焊道焊完后应及时清理。若发现有影响焊接质量的缺陷,必须清除后再焊。 3.6.2对于重要结构处的多层焊必须采用多层多道焊,不准摆宽道焊接。 3.6.3多层焊过程中的层间温度若无特殊要求一般应与预热时的温度相同。 3.7 背面清根 在电弧焊接过程中,当接头有全熔透要求时,背面的第一层焊缝容易未焊透、夹渣或裂纹等缺陷,要从背面彻底清除后再行焊接。常用的方法是碳弧气刨。 3.8熄弧:熄弧应在焊件的引出板终止。 3.9焊后处理 3.9.1焊接结束后的焊缝及其两侧,必须彻底清除焊渣、飞溅和焊瘤等。 3.9.2焊接结束后,如发现焊缝出现裂纹时,焊工不得擅自处理,应申报技术负责人查清原因后,订出修补措施方可处理。 4、质量标准 4.1强制性条文 4.1
《钢结构钢构件施工焊接验收标准》由会员夏**分享,可在线阅读,更多相关《钢结构钢构件施工焊接验收标准》请在金锄头文库上搜索。

【热门】动物情感作文3篇

高三化学上册会考练习及模拟试题目

进场原材料现场检验记录表
测量员考试专业基础知识模拟考前押密卷含答案87
9火电厂水淹泵房应急处置预案
葡萄糖的代谢途径
人教版 高中数学【选修 21】导学案:第二章圆锥曲线方程复习
隧道空洞处理方案
高等流体力学试卷及答案

协同管理综合管理系统平台解决方案
矿山事故应急救援预案
2023年酒店人事个人年终工作总结(4篇).doc
南开大学22春《职场心理麦课》1709、1803、1809、1903、1909、2003、2009综合作业二答案参考17
日志管理制度
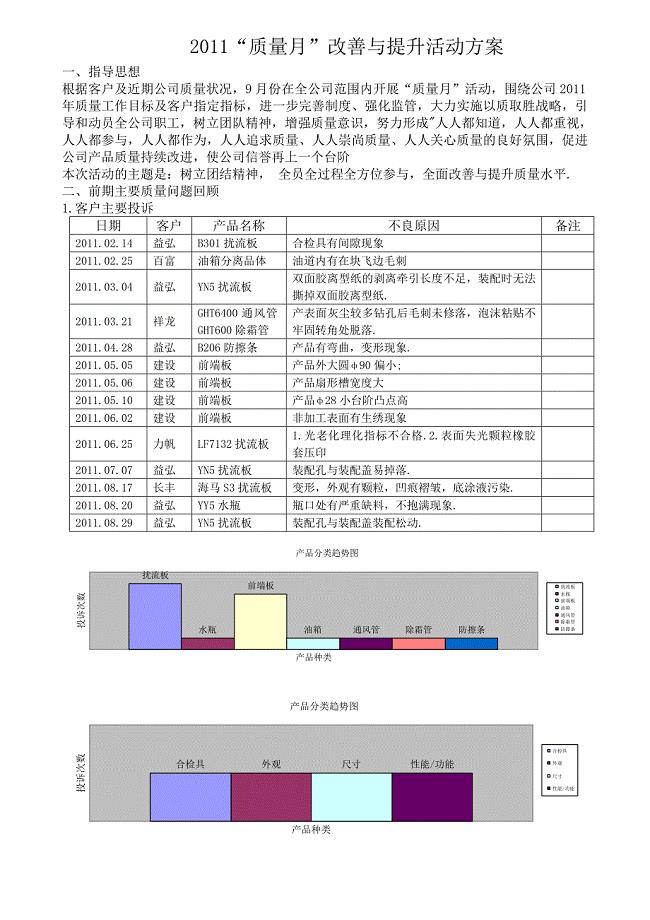
“质量月”活动方案1
台山市群众体育消费项目可行性分析报告【参考模板】
什么东西能滚动(科学)科学

辐射防护运作管理实务

优秀教师申请书篇
2023年湖南省邵阳市洞口县石江镇合山村社区工作人员考试模拟试题及答案
 丹毒护理常规
丹毒护理常规
2023-03-24 5页
人体运动功能和肌肉损伤文字附图
2023-02-05 15页
小学数学人教版三年级上册倍的认识同步练习
2023-01-31 3页
基于MATLAB的数字图像与边缘检测毕业论文
2024-01-16 37页
2022年证券一般从业考前难点冲刺押题卷含答案155
2022-08-07 146页
房地长开发项目全程策划方案设计论文
2022-10-31 76页
2022~2023电信职业技能鉴定考试题库及满分答案881
2023-02-06 16页
p墙体、墙垛、马牙槎、内墙、施工流程
2022-10-03 12页
高二英语期中考试阅读理解题汇编下册
2023-03-01 33页
营运司机个人简历范文
2023-05-16 9页