
钢结构SMAW+SAW板-板Q235B对接12mm焊接工艺评定报告
7页
1、根据最新GB50661-2011钢结构焊接工艺规范编制钢结构焊接工艺评定报告报告编号: HP2021-06 根据最新GB50661-2011钢结构焊接工艺规范编制根据最新GB50661-2011钢结构焊接工艺规范编制材料:Q235B 规格:12mm 焊接坡口: V对接 焊接方法:GTAW+SAW 编制: maszhc 审核: XXX 批准: XXX 单位: XXX市建设有限公司 日期: 2021 年 10 月 14 日焊接工艺评定报告目录序号报告名称报告编号页数1焊接工艺评定报告HP2021-0612焊接工艺评定指导书WPS2021-0613焊接工艺评定记录表WPS2021-0614焊接工艺评定检验结果HP2021-061表B. 0.3-1焊接工艺评定报告 共4 页 第1页工程(产品)名称XX建筑钢结构评定报告编号HP2021-06委托单位XX辉煌建设有限公司工艺指导书编号WPS2021-06项目负责人黄伟伟依据标准焊接钢结构规范GB50661-2011试样焊接单位XX辉煌建设有限公司施焊日期2021-10-4母材钢号Q235B板厚或管径壁厚12mm轧制或热处理状态热轧生产厂宝钢化学成
2、分和力学性能标准CMnSiSPCrMoVCuNiBReh(Rel)(N/mm2)Rm(N/mm2)A(%)Z(%)Akv(J)合格证0.180.200.420.0110.0180.020.020.012804153062复验0.160.200.420.0110.0180.020.020.012854202865Ceq,W(%)C+Mn6+Cr+Mo+V5=+Cu+Ni15=0.19Pcm(%)C+Si30+Mn+Cu+Cr20+Ni60+Mo15+V10+5B=0.186焊接材料生产厂家牌号类型直径(mm)烘干温度(h)备注焊条天津金桥焊材J422(E4303)酸性3.2、4.01501h焊丝山东京兆焊材厂H08A/4.0焊剂或气体莱芜固金焊接材料有限公司HJ431/2502h焊接方法SMAW+SAW焊接位置F接头型式B焊接工艺参数见焊接工艺指导书清根工艺碳弧气刨焊接设备型号BX1-300 MZ-1250电源及极性交流、直流正接预热温度()/层间温度()100后热温度()及时间(min)/焊后热处理/评定结论:本评定按钢结构焊接规范GB50661-2011的规定,根据工程情况编制工艺评
《钢结构SMAW+SAW板-板Q235B对接12mm焊接工艺评定报告》由会员m****c分享,可在线阅读,更多相关《钢结构SMAW+SAW板-板Q235B对接12mm焊接工艺评定报告》请在金锄头文库上搜索。
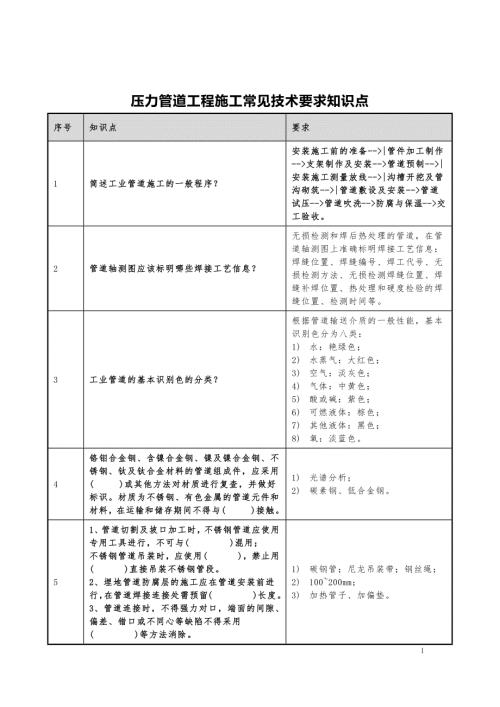
压力管道工程施工常见技术要求知识点
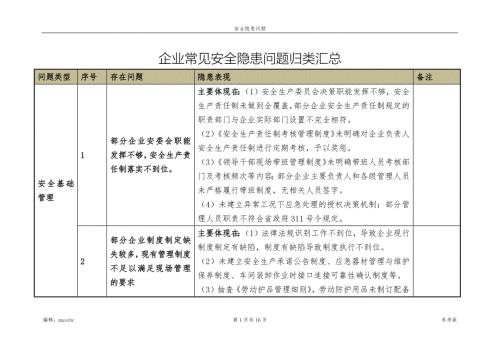
企业常见安全隐患问题归类汇总
特种设备安全事故应急预案附锅炉等专项预案
生产企业安全隐患问题排查表

特种设备安装、制造取(换)证迎接审查工作汇报
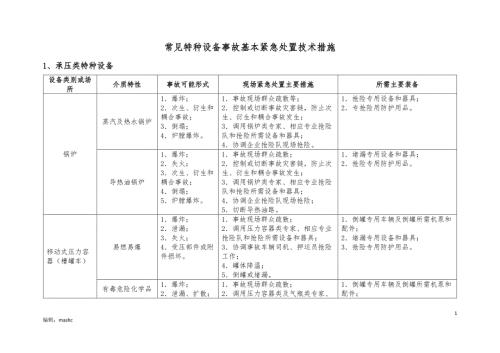
常见特种设备事故基本紧急处置技术措施
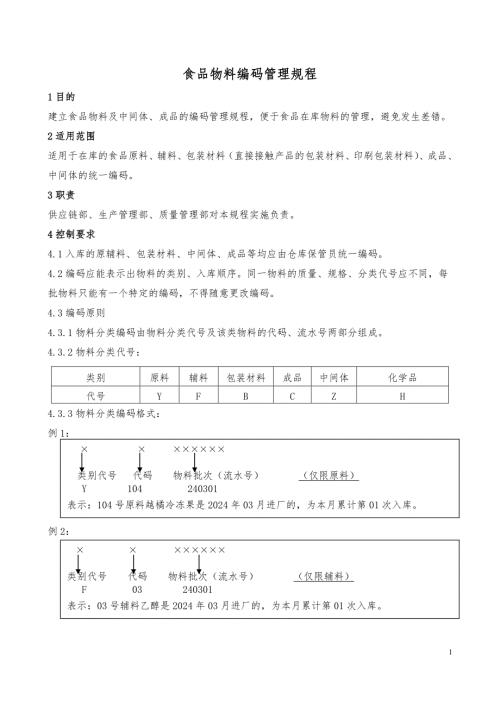
食品物料编码管理规程
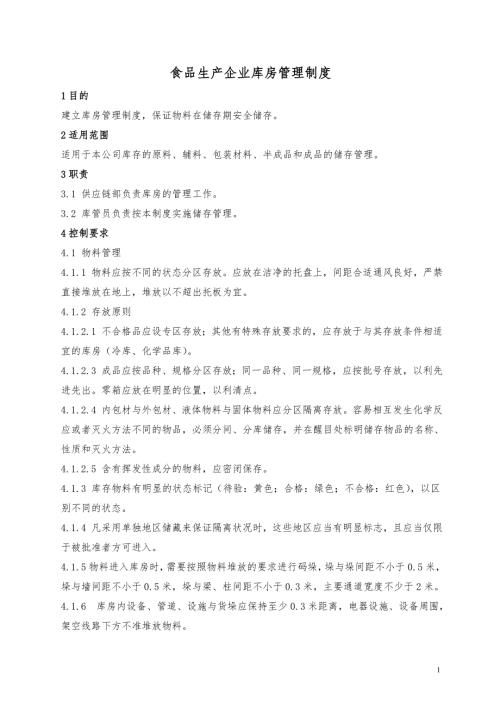
食品生产企业库房管理制度
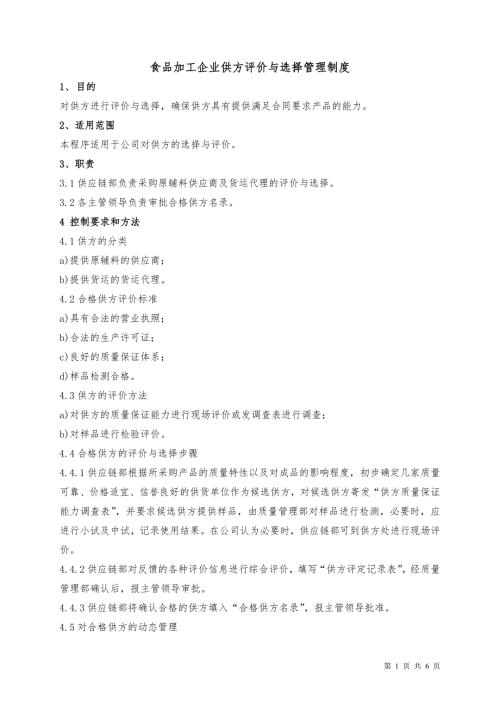
食品加工企业供方评价与选择管理制度
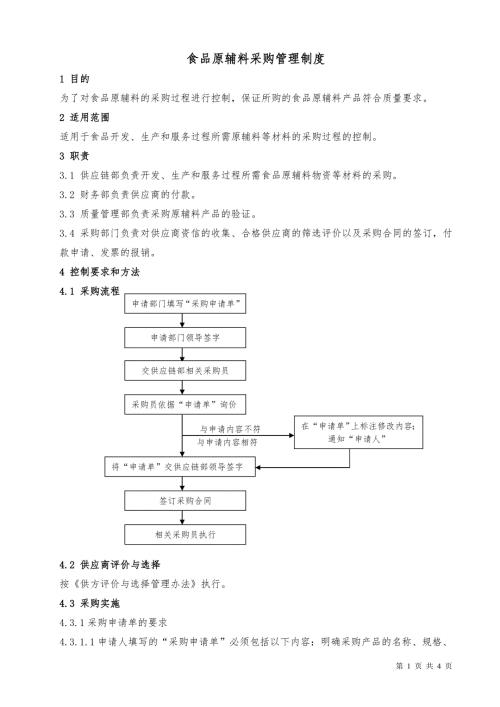
食品原辅料采购管理制度
锅炉能效测试作业指导书2024版
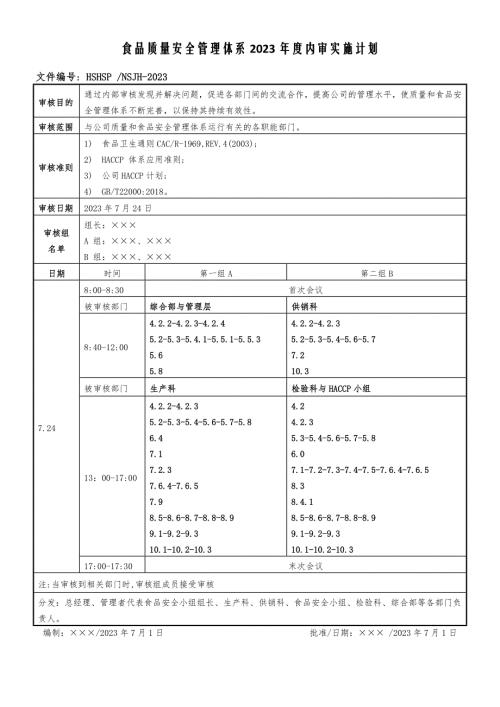
食品质量安全管理体系2023年度内审实施计划
食品生产企业“日管控、周排查、月调度”记录实例及其报告格式
食品质量安全体系2023年度内审资料汇编
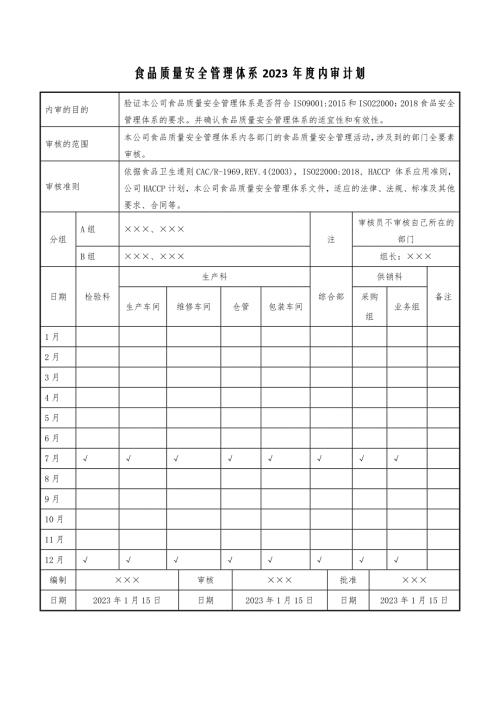
食品质量安全管理体系2023年度内审计划

食品质量安全管理体系内审不符合报告及其不符合项分布统计表
食品企业日管控周排查月调度记录及其报告格式参考
食品生产许可申请书示例
食品(饮料)生产许可——饮料分类及饮料重点生产工艺
常见饮料分类及其工艺流程图
 输变电材料技术监督检测计划与方案
输变电材料技术监督检测计划与方案
2023-09-09 69页
金属技术监督试验室管理规章制度
2023-08-14 11页
紧固件螺栓楔负载试验作业指导书
2023-08-14 8页
金属部件厚度检测(超声脉冲回波法)检测作业指导书
2023-08-14 7页
金属材料拉伸试验作业指导书
2023-08-14 11页
金属材料维氏硬度检测作业指导书
2023-08-14 8页
支柱绝缘子及瓷套超声波检测作业指导书
2023-08-14 11页
涂覆层厚度(磁性、涡流法)检测作业指导书
2023-08-14 8页
导电率(涡流法)检测作业指导书
2023-08-14 7页
紧固件螺母保证载荷试验作业指导书
2023-08-14 7页