
薄壁注塑技术
4页
1、.薄壁注塑技术( 一)何谓薄壁?当壁厚小于 1mm时称为薄壁。更全面地,薄壁的定义与流程 / 壁厚比、塑料的粘度及传热系数均有关系。从模具的主流道到成品最远一点的流程L,除以成品的壁厚t ,称为流程 / 壁厚比。当 L/t 150 时,称之为薄壁。如流程的厚薄不一致,可分段计算如图1 示。图 1流程 / 壁厚比PP的粘度因数是 1。一次即弃饭盒的流程135mm,壁厚 0.45mm,流程 / 壁厚比 =300。PC的粘度因数是 2。手机电池外壳的流程38mm,t=0.25mm,流程 / 壁厚比 =152。乘上粘度因数是304,与饭盒的相若。一般塑料的导热不良。为了增加散热效果或达到电磁波兼容性,一些外壳会采用高导热性的塑料。金属粉末亦属于高导热性的。上式是注塑成品的冷却时间公式,其中 t= 壁厚, Tm=溶融温度, TW=模壁温度, T= 脱模温度, =塑料传热系数。 L/t 的定义要包括粘度因数及传热因数在内。( 二)为何要薄壁注塑?塑料的成本通常占了成品成本的一个大比数,如 50-80%。薄壁有助降低这个比数。由于消费性电子设备如手机、 MP3播放机、数码相机、掌上计算机的小型化及轻
2、便化,有关的塑件设计便越来越薄。 ( 三) 薄壁充填的本质模壁是冷的,在熔融充填模腔时,模壁会成立固化层,因而降低可流动通道的厚度。这个情况在壁厚越薄时越严重。 1mm壁厚有 0.2mm厚的固化层,流动道通剩下 0.6mm厚。0.5mm壁厚有 0.2mm厚的固化层,流动道通剩下 0.1mm厚。当充填未完成,流动通道因固化层过厚而消失的话,成品便填不满。.图 2 充填过程( 四)高速充填薄壁注塑因此要求注塑机高速注射, 在固化层不太厚时填满模腔。 高的注射压力是不需要的。 他只是弥补注射速度的不足, 硬将熔融注入未填满的模腔。 这不但增加了所需锁模力, 高的内应力因此在成品里形成, 在脱模后成品便变形。 通用注塑机的注射速度在 100mm/s左右,不能应付薄壁注塑。 加大油泵能将注射速度提高 25%。双泵注射则提高 70%。有厂家采用再生注射, 以注射压力换取注射速度。 当初段注射不需要高的注射压力时合用。注射速度能提高 100%以上。氮气瓶能将油泵的能量以压力的形式储存起来, 在注射时释放,是正规的大幅提高注射速度的方法。以下将注射速度分为四类:低速 200-300mm/s;中速300
《薄壁注塑技术》由会员飞****9分享,可在线阅读,更多相关《薄壁注塑技术》请在金锄头文库上搜索。
2019年抚顺市第六中学高考生物简单题专项训练(含解析)
2019年教科版八年级物理上册全册学案
2019年宝鸡晨光中学高考生物简单题专项训练(含解析)
2019年象山港书院高考生物简单题专项训练(含解析)
2019年一级建造师工程经济考点总结

2019年小学教育教学工作总结4篇
2019年浙江省金华市中考数学试卷(解析版)
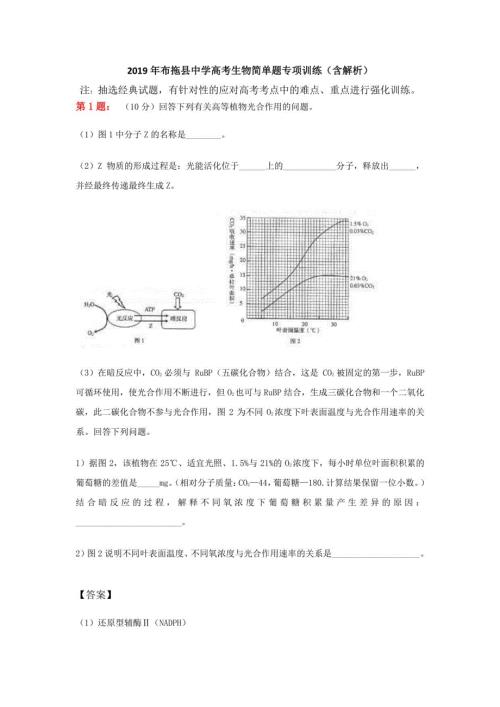
2019年布拖县中学高考生物简单题专项训练(含解析)
2010年卫生系列中级职称内科学风湿及结缔组织病习题及参考答案
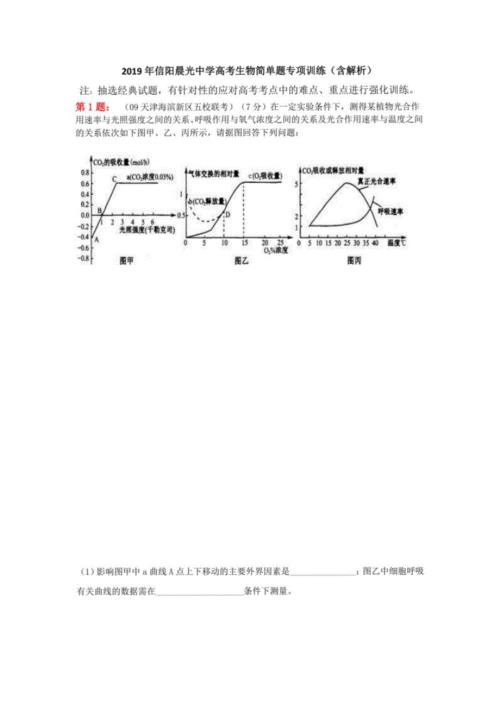
2019年信阳晨光中学高考生物简单题专项训练(含解析)
2018年一级建造师市政实务必考点

2019年和县第三中学高考生物简单题专项训练(含解析)
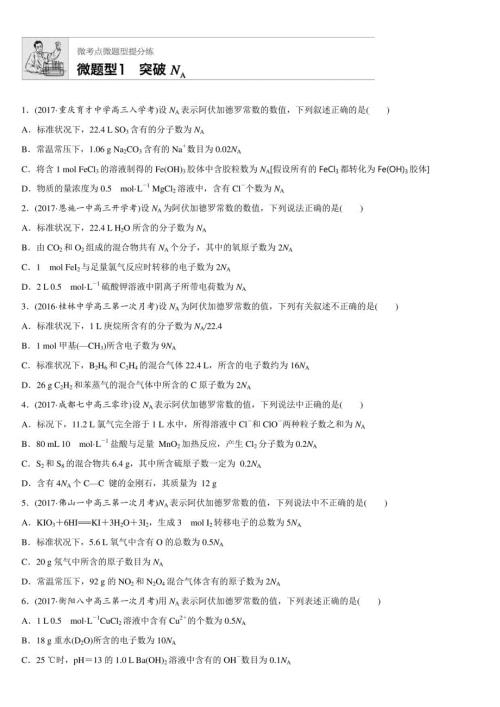
2018高考化学微题型微考点训练1--20
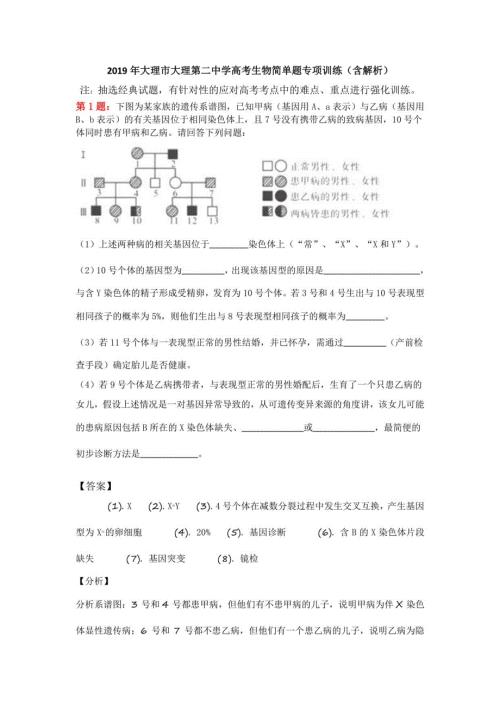
2019年大理市大理第二中学高考生物简单题专项训练(含解析)
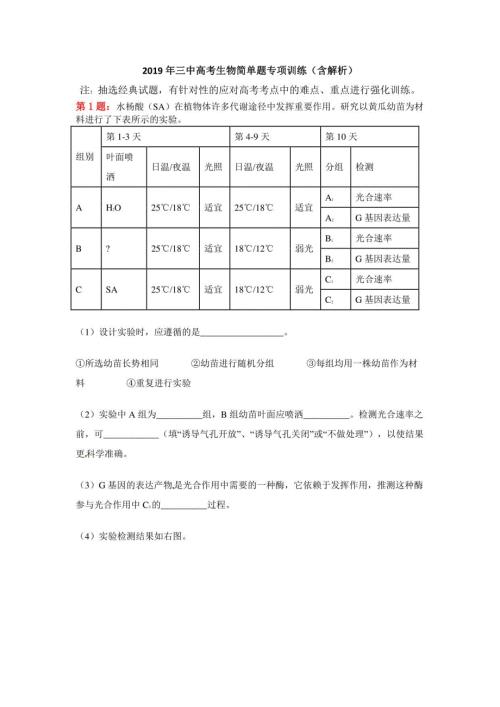
2019年三中高考生物简单题专项训练(含解析)
2018检验检测机构质量手册
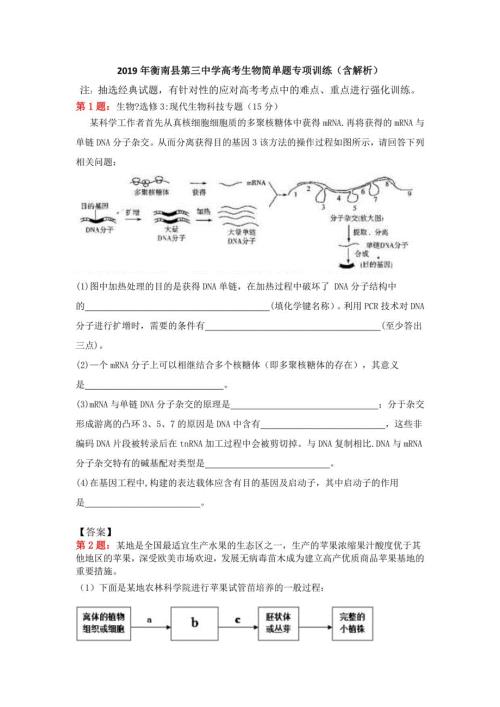
2019年衡南县第三中学高考生物简单题专项训练(含解析)
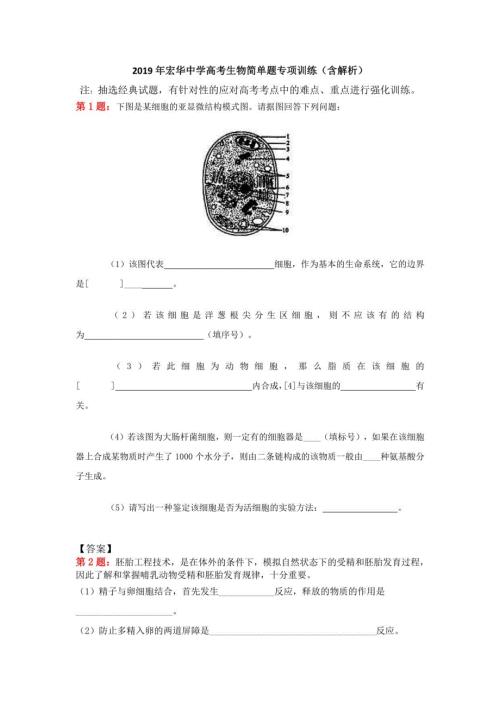
2019年宏华中学高考生物简单题专项训练(含解析)
2018年银行从业资格考试个人贷款考点重点难点总结

2018全省行政执法资格模拟考试试题
 阴极保护管理监控系统平台与智能电位采集终端通信协议
阴极保护管理监控系统平台与智能电位采集终端通信协议
2023-10-07 30页
中压燃气管道外加电流阴极保护设计方案说明书
2023-10-07 18页
李纯宝修改 -股份公司安全生产标准化.
2023-09-09 93页
重点用能单位能源计量管理用表(区计量院)
2023-09-09 60页
金属冶炼企业热处理安全操作规程
2023-08-16 2页
耐火材料施工危险应急预防措施
2023-08-16 2页
金属冶炼企业砌筑小组职责
2023-08-16 1页
GH3030是什么材质与化学成分表
2023-08-14 3页
1J66软磁合金
2023-08-14 4页
1J50是什么材料
2023-08-14 4页