
EN10270-3:2011第三部分修订.pdf
15页
1、1欧洲标准EN1027032011(E)2011年10月发布ICS77.140.25;77.140.65机械弹簧用钢丝第3部分:不锈弹簧钢丝机械弹簧用钢丝第3部分:不锈弹簧钢丝本欧洲标准于2011年9月10日通过CEN(欧洲标准化委员会)审核。欧洲标准化委员会成员国必须按CEN/CENELEC(欧洲电工标准化委员会)内部管理条例,不折不扣地用本标准要求取代本国标准。文件目录和参考文献中涉及的国家级标准可向管理中心或CEN成员国索取。本欧洲标准有三个官方文本(英文、法文、德文),其他语种文本由各国翻译成自己的语言,并通报管理中心,以获取相应的官方文本地位。CEN成员国有:奥地利、比利时、保加利亚、克罗地亚、塞浦路斯、捷克、丹麦、爱沙利亚、芬兰、法国、德国、希腊、匈牙利、冰岛、爱尔兰、意大利、拉脱维亚、立陶宛、卢森堡、马耳他、荷兰、挪威、波兰、葡萄牙、罗马利亚、斯洛伐克、斯洛文尼亚、西班牙、瑞典、瑞士和英国。欧洲标准化委员会管理中心:AvenueMarnix17,B-1000Brussels(布魯塞尔)2011CENCEN成员国保留本标准在世界各地的开发和使用权。文件编号:EN102703
2、2011E2前言本欧洲标准(EN10270-1:2011)由ECISS/TC106盘条与钢丝技术委员会编制,委员会秘书由法国标准化协会(AFNOR)担任。作为法定官方标准,本欧洲标准最迟在2012年4月将以同样的版式发布,或以签署的方式予以确认,与其冲突的官方标准最迟在2012年4月应予回收。值得注意,本标准引用的资料中可能有部分内容涉及专利权,对所有这些专利权,CEN不负有鉴别和保护的责任。本版标准代替EN10270-1:2001版标准。本机械弹簧用钢丝标准由下列几部分组成:第1部分:索氏体冷拉碳素弹簧钢丝第2部分:油淬火回火弹簧钢丝第3部分:不锈弹簧钢丝根据CEN/CENELEC内部管理条例规定,下列国家的标准机构必须贯彻本欧洲标准:奥地利、比利时、保加利亚、克罗地亚、塞浦路斯、捷克、丹麦、爱沙利亚、芬兰、法国、德国、希腊、匈牙利、冰岛、爱尔兰、意大利、拉脱维亚、立陶宛、卢森堡、马耳他、荷兰、挪威、波兰、葡萄牙、罗马利亚、斯洛伐克、斯洛文尼亚、西班牙、瑞典、瑞士和英国。1适用范围1.1EN10270的这一部分适用于表1所列不锈钢,通常指冷拉成形的直径不大于10.00mm的圆截面钢丝
3、。主要用于制作在腐蚀性介质中,或较高温度中工作的弹簧或弹性元件(见A.1)。1.2除表1中所列牌号,EN10088-3中的1.4571、1.4539、1.4028等牌号,虽然用量不大,也可用于制作弹簧。使用这些牌号时,力学性能(抗拉强度等)由供需双方商定。当然也可以按本标准提供直径超出标准规定的10.0015.00mm的钢丝。此时,钢丝的力学性能也由供需双方商定。1.3除执行EN10270的本部分要求外,还应执行EN10021一般交货技术要求。2引用标准下列引用标准是本标准必不可少的部分,对于注明发布日期的标准,只有该版本是适用于本标准。对于未注明发布日期的标准,其最新版本(或修改单)均适用于本标准。EN10021钢铁产品交货状态一般技术要求EN10027-1:2005钢的命名系统第1部分:牌号名称EN10027-2:1992钢的命名系统第2部分:代号系统EN10088-3不锈钢第3部分:钢坯、棒材、盘条和型材交货状态一般技术要求EN10204:2004金属产品检验文件样式EN10218-1钢丝和钢丝制品总则第1部分:试验方法EN10218-2钢丝和钢丝制品总则第2部分:钢丝尺寸及允许
4、偏差CEN/TR10261钢和铁现行化学分析方法ENISO377钢和钢产品力学试验用试样取样部位及试样制备(ENISO377:1997)ENISO6892-1金属材料拉伸试检第1部分:室温试验方法(ISO6892-1:2009)ENISO14284钢铁产品化学分析用试样及试样制备(ISO14284:1996)3订货内容用户询价或订货时应清楚地说明下列内容:a)数量要求;b)注明钢丝、直条或定尺直条;c)本标准欧洲编号,EN102703;d)钢的牌号(见表1);1.4301、1.4310和1.4462牌号的抗拉强度(见表2)。e)公称直径从表4中选取,定尺直条和直条长度允许偏差(见表6);f)表面状态(见4.3,即涂层);g)交货方式(见4.2);h)检验文件样式(见5.1);i)其他特殊要求。示例:订购2t符合本标准要求的不锈弹簧钢丝、牌号1.4310,普通抗拉强度,公称直径2.50mm,镍镀层,盘卷交货,检验文件样式符合EN10204:2004中第3.1条,标识为:2t弹簧钢丝EN10270-31.4310-NS-2.50Ni涂层,盘卷,EN10204:20043.1。4要求4.1生
《EN10270-3:2011第三部分修订.pdf》由会员飞****9分享,可在线阅读,更多相关《EN10270-3:2011第三部分修订.pdf》请在金锄头文库上搜索。

第三单元 秦汉时期:统一多民族国家的建立和巩固(单元复习好卷)
七年级历史阶段性学业水平测试
《论语》十二章全面解读

Web前端开发案例教程:12完整项目化妆品网站设计与实现

编程基础与实例教程-PHP
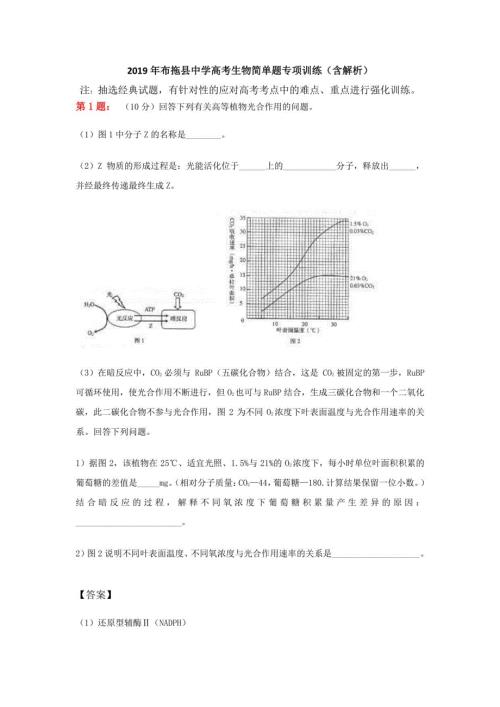
2019年抚顺市第六中学高考生物简单题专项训练(含解析)
2019年教科版八年级物理上册全册学案
2019年宝鸡晨光中学高考生物简单题专项训练(含解析)
2019年象山港书院高考生物简单题专项训练(含解析)
2019年一级建造师工程经济考点总结

2019年小学教育教学工作总结4篇
2019年浙江省金华市中考数学试卷(解析版)
2019年布拖县中学高考生物简单题专项训练(含解析)
2010年卫生系列中级职称内科学风湿及结缔组织病习题及参考答案
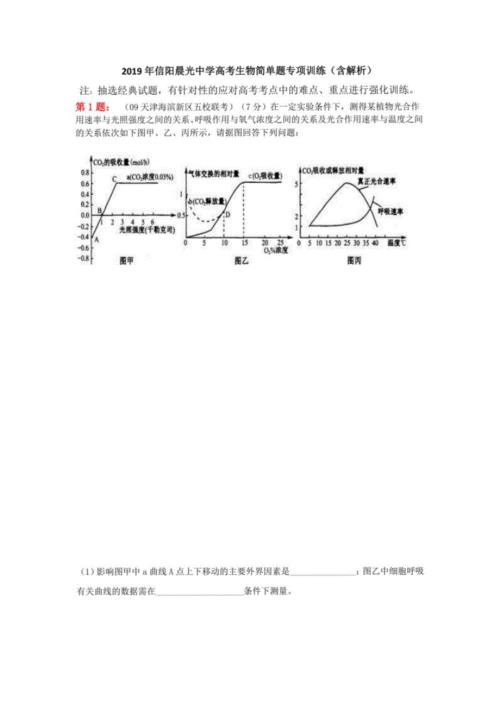
2019年信阳晨光中学高考生物简单题专项训练(含解析)
2018年一级建造师市政实务必考点

2019年和县第三中学高考生物简单题专项训练(含解析)
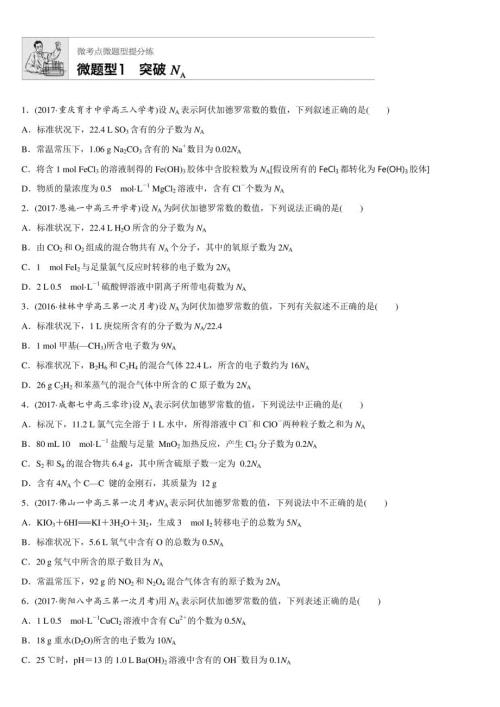
2018高考化学微题型微考点训练1--20
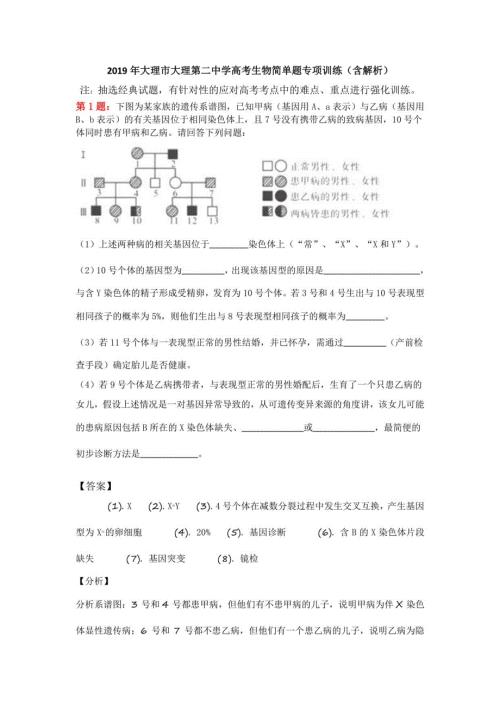
2019年大理市大理第二中学高考生物简单题专项训练(含解析)
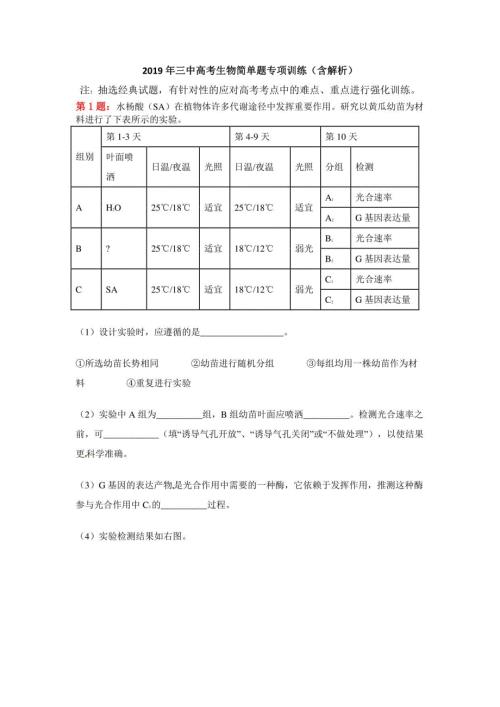
2019年三中高考生物简单题专项训练(含解析)
 现场消防安全责任制度.doc
现场消防安全责任制度.doc
2023-09-07 3页
化工管道设计技术词汇
2022-07-25 7页
六三制新青岛版2021-2022五年级科学上册期末知识点总结
2022-12-28 5页
石油英语词汇h1
2024-02-08 36页
门、窗、护栏制作安装合同
2023-06-14 3页
某水利建设项目工程施工组织设计(范本).doc
2023-08-11 37页
小学德育副校长述职述廉报告三篇 副校长述职述廉报告
2023-04-18 16页
垃圾分类处理可行性研究报告
2023-05-10 88页
精编中职招生工作总结 中职学校招生工作总结(四)
2023-05-31 11页
诚信计量管理制度
2023-11-08 5页