
主离合器分离叉工艺及工序35 切槽夹具设计
29页
1、设计说明书 题目:主离合器分离叉机械加工工艺设计及切槽夹具设计摘 要本文是对主离合器分离叉零件加工应用及加工的工艺性分析,主要包括对零件图的分析、毛坯的选择、零件的装夹、工艺路线的制订、刀具的选择、切削用量的确定、加工工艺文件的填写。关键词:主离合器分离叉,加工工艺,加工方法,工艺文件,夹具全套图纸加扣3012250582目 录摘要II前言1一.零件的分析21.1零件的作用21.2 零件的工艺分析2二. 工艺规程设计42.1确定毛坯的制造形式42.2 确定定位基准42.2.1粗基准的选择42.2.1精基准选择的原则52.3工艺路线的拟订62.3.1工序的合理组合72.3.2工序的集中与分散72.3.3加工阶段的划分82.4 机械加工余量、工序尺寸及毛坯尺寸的确定112.5 确定切削用量及基本工时11三.切槽夹具设计203.1研究原始质料203.2定位基准的选择203.3 切削力及夹紧分析计算203.4 误差分析与计算223.5 零、部件的设计与选用223.6 夹具设计及操作的简要说明23总 结24致 谢25参 考 文 献26前言机械设计制造及其夹具设计是我们融会贯通大学所学的知识,将理
2、论与实践相结合,对专业知识的综合运用训练,为我们即将走向自己的工作岗位打下良好的基础。机械加工工艺是规定产品或零件机械加工工艺过程和操作方法,是指导生产的重要的技术性文件。它直接关系到产品的质量、生产率及其加工产品的经济效益,生产规模的大小、工艺水平的高低以及解决各种工艺问题的方法和手段都要通过机械加工工艺来体现,因此工艺规程的编制的好坏是生产该产品的质量的重要保证的重要依据。在编制工艺时须保证其合理性、科学性、完善性。而机床夹具是为了保证产品的质量的同时提高生产的效率、改善工人的劳动强度、降低生产成本而在机床上用以装夹工件的一种装置,其作用是使工件相对于机床或刀具有个正确的位置,并在加工过程中保持这个位置不变。它们的研究对机械工业有着很重要的意义,因此在大批量生产中,常采用专用夹具。而本次对于零件加工工艺及夹具设计的主要任务是: 完成零件加工工艺规程的制定;通过对零件的初步分析,了解其零件的主要特点,加工难易程度,主要加工面和加工粗、精基准,从而制定出零件加工工艺规程;对于专用夹具的设计,首先分析零件的加工工艺,选取定位基准,然后再根据切销力的大小、批量生产情况来选取夹紧方式,从而设
《主离合器分离叉工艺及工序35 切槽夹具设计》由会员壹****1分享,可在线阅读,更多相关《主离合器分离叉工艺及工序35 切槽夹具设计》请在金锄头文库上搜索。
浅谈电子白板在小学科学课堂教学中的运用
PEP六下英语第四单元
大封门水库防汛公路除险加固及增设水库排水口工程勘察设计
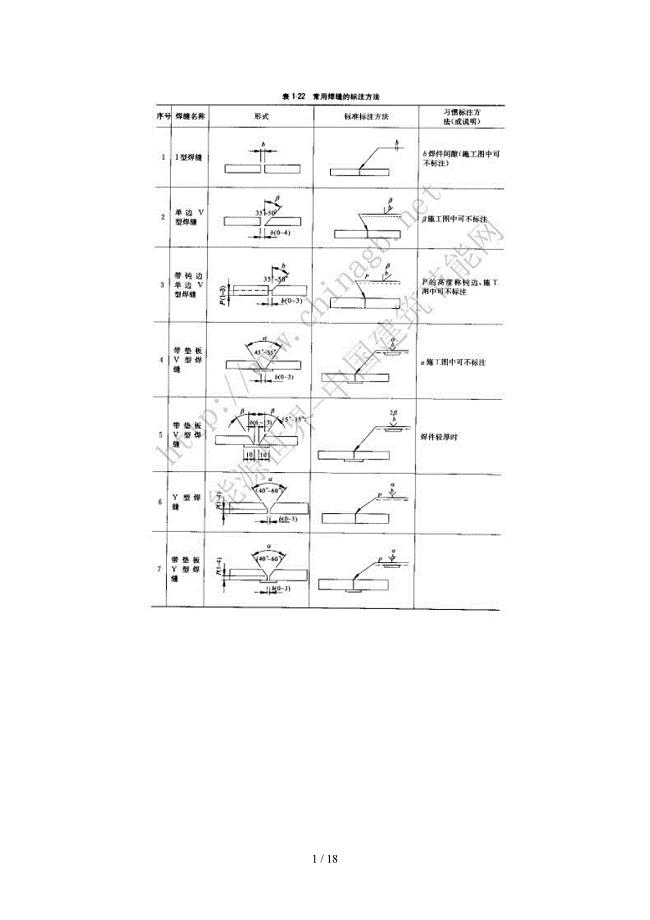
焊接符号标注E.doc
中层干部试用期满述职报告
工作总结税收法制员制度总结
采购员优秀工作总结(3篇).doc
学生毕业典礼发言稿精选3篇
体育课教案(团队合作)

算法初步练习2
污水处理厂临时堆场工程淤泥处理专项施工方案
化学学测模拟试卷
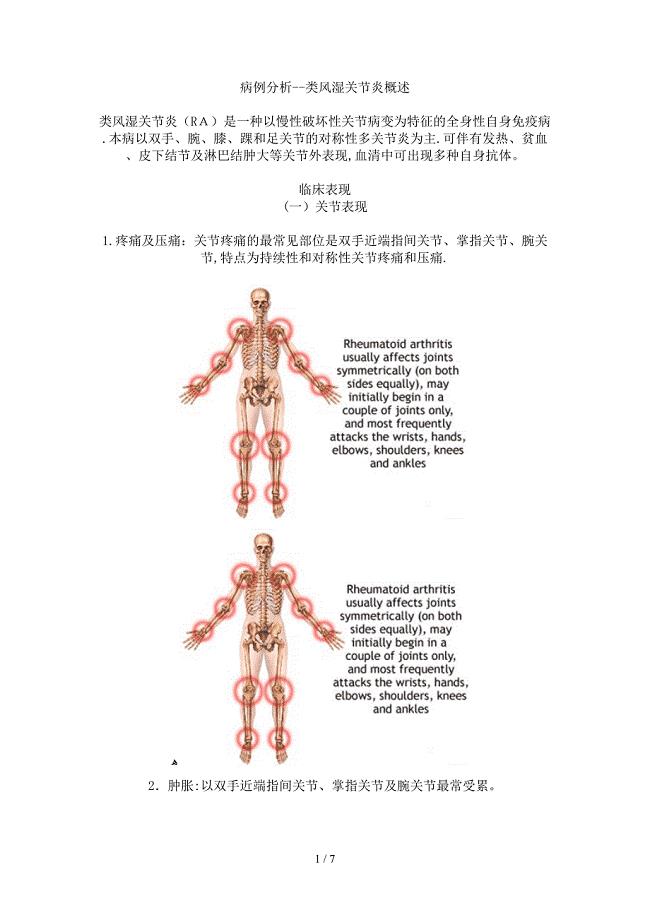
类风湿关节炎病例分析
北京语言大学21秋《商务英语》在线作业一答案参考12
一年级数学上册 快乐的校园 信息窗一教案 青岛版
2023年井下火灾现场处置方案6篇
帕瑞肽治疗库欣病的研究进展
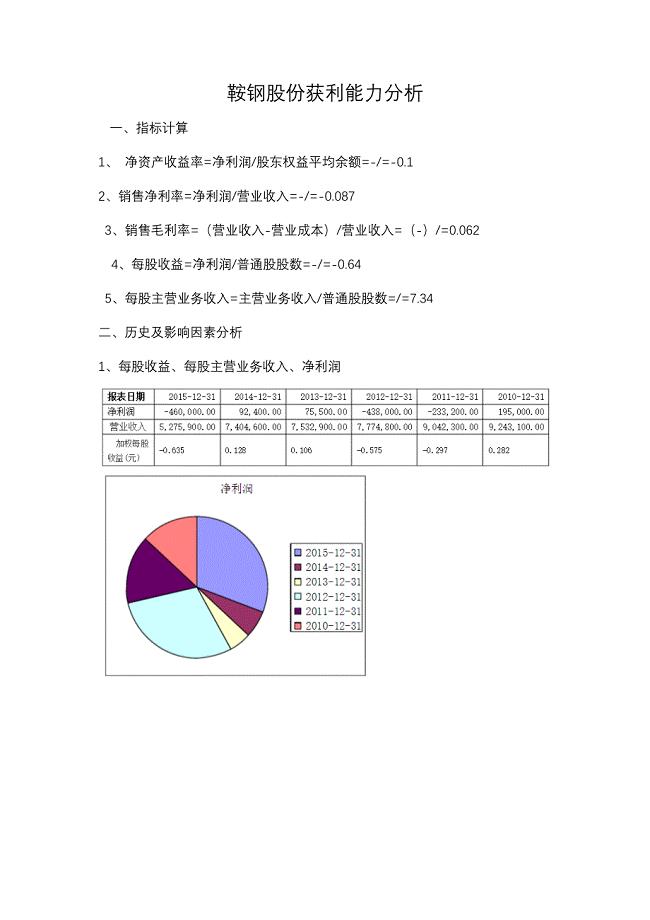
鞍钢股份获利能力分析
工厂临时工劳动合同参考范本(6篇)
空调系统的应急预案
 初中语文语法教学存在的问题及相应的解决策略
初中语文语法教学存在的问题及相应的解决策略
2022-08-07 21页
毕业设计(论文)-基于移动群智感知的无线信号的探测与分析
2022-12-16 47页
WTO对国际知识产权法发展的影响及启示
2023-04-15 12页
开题报告连锁企业营销管理中存在的问题及对策研究
2024-01-09 3页
校园二手市场系统可行性分析
2023-11-23 13页
毕业设计(论文)-基于Java即时聊天系统的设计与实现
2022-10-10 77页
机房空调代维合同样本(2009年版)
2023-04-04 8页
脑卒中康复护理进展
2023-02-09 12页
环境设计-阿尔山市温泉会所园区景观设计论文
2022-09-21 20页
《电力拖动与控制系统》课程设计-异步电动机动态数学模型的建模与仿真
2024-01-28 17页