
焊接热处理专项施工方案
7页
1、本word文档可编辑修改焊接热处理专项施工方案本工程所有管道材质多样,各种合金钢材质的 管道焊接热处理方案如下:1、焊前预热1.1使用设备为ZWK-60智能温控箱,采用局部预热时,应防止局部应力过大.预热的 范围为焊缝两侧各不小于焊件厚度的 3倍,且不小于100mm.1.2 常用钢号推荐的 预热温度见表10 1常用钢号推荐的 预热温度钢号预热温度,09MnD15015CrMoG合金钢管1501.3 需要预热的 焊件在整个焊接过程中,层间温度应不低于预热温度。中断焊接后需要继续焊接时,应重新预热。1.4 预热时应在坡口两侧均匀进行,内外热透并防止局部过热。加热区以外lOOmm范围内应予以保温,保证焊件内外表面均打到规定的 预热温度。1.5 每道焊缝焊接应尽可能一次焊完。当中断焊接时,对冷裂纹敏感的 焊件应及时采取后热、缓冷等措施。重新施焊时,仍应按规定进行预热。关注我 实时更新 最新资料2、焊后热处理2.1管道焊接接头的 热处理在焊后及时进行,用ZWK-60智能温控箱电加热块加热至650-700,恒温45分钟左右后断电,用保温棉保温冷却24小时。各种钢号的 管道焊接接头焊后热处理见表2表
2、2常用钢号焊后热处理规范焊后热处理温度,钢号电弧焊58062009MnD15CrMoG650-7002.2热处理加热范围为焊缝两侧各不少于焊缝宽度的 三倍,且不少于25mm。加热区以外的 100mm范围应予保温,管道两端的 管口应封闭,以防管内气体流动。2.3管壁厚度小于或等于25mm的 焊接接头宜用挠性指状型加热器 (镍铬电阻丝)加热,热处理时的 加热速度、恒温时间、冷却速度,应符合下列要求:2.3.1 加热速度:升温至400后,加热速度应按5125/h计算,且不大于220/h;2.3.2 恒温时间:碳素钢为每毫米壁厚恒温22.5min,合金钢为每毫米壁厚恒温3min,且总恒温时间不得少于30min。在恒温期间内,最高与最低温度均应在热处理要求的 温度范围内,且差值不得大于50;2.3.3冷却速度:恒温后的 冷却速度应按6500/h计算,且不大于260/h。冷至400后可自然冷却。注:为管子壁厚(mm)2.4热处理时,利用红外测温仪测试温度。下面为附送毕业论文致谢词范文!不需要的 可以编辑删除!谢谢!毕业论文致谢词我的 毕业论文是在韦xx老师的 精心指导和大力支持下完成的 ,他渊博的
《焊接热处理专项施工方案》由会员大米分享,可在线阅读,更多相关《焊接热处理专项施工方案》请在金锄头文库上搜索。
关于三爱活动的倡议书
旅游安全生产联检工作总结总结
推荐-幼儿园专用表格大全
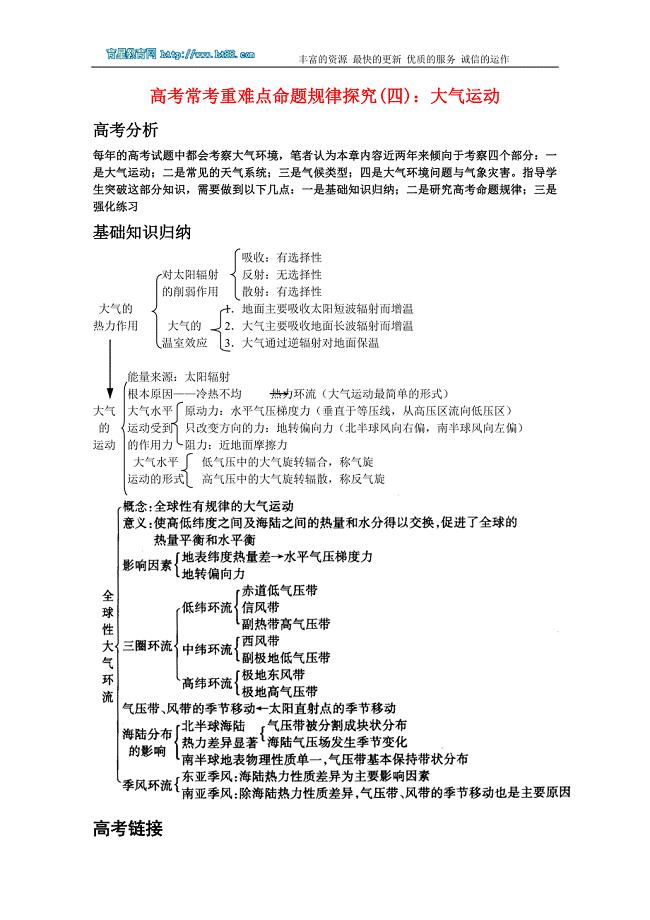
高考常考重难点命题规律探究(四)大气运动
绿色施工方案(专项方案)
汽车齿轮配件生产项目可行性研究报告模板备案审批
我的学习榜样满分精品作文摘选3篇
2023年度校本培训工作计划书
18颐和园自主学习任务单
年产200万套不锈钢日用品餐具申请报告可行性研究报告
2022年公司管理者的个人年度工作总结
高三数学每天一练半小时:第80练 高考大题突破练——概率 Word版含答案
棚室土壤磷超标咋办
2023年国家网络安全宣传周心得体会范本集锦四篇(全文完整)
2006年郑州金水区招教考试真题试卷
工商管理专业本科生实习汇报
企业设备工作总结(三篇).doc
如何提高小学数学练习的科学性和针对性
环保行业个人工作总结(4篇).doc
激光加工设备项目资金申请报告写作模板
 如何提高小学数学练习的科学性和针对性
如何提高小学数学练习的科学性和针对性
2023-08-14 5页
部编版四年级上册语文《必背课文+古诗+日积月累》汇总
2022-10-18 4页
空气能竣工验收文件[内容分享]
2023-03-09 33页
交通疏解方案(最终)
2022-09-13 23页
舒适护理在剖宫产术后产妇护理中的护理效果观察
2023-11-01 4页
总包分包配合费协议
2022-11-22 2页
环境保护毕业论文.doc
2023-07-30 10页
2020年护士长上半年工作总结及下半年工作计划
2022-12-21 8页
临床路径模式在呼吸内科护理实习带教中的应用效果观察
2023-10-31 7页
粮油过磅员岗位职责.doc
2023-04-22 5页