
毕业设计(论文)开题报告-动机气门排气腔体模型CFD温度场分析与应用
10页
1、提供全套毕业设计,各专业都有 毕业设计开题报告学 院:机械与动力工程学院专 业:能源与动力工程学 生 姓 名:学 号:设 计 题 目:发动机气门排气腔体模型CFD温度场 分析与应用 起 迄 日 期:2014年2月17日 2014年6月10日设计地点指 导 教 师:负 责 人:2014年03月10日 毕 业 设 计 开 题 报 告1结合毕业设计情况,根据所查阅的文献资料,撰写2000字左右的文献综述:文 献 综 述一、 研究的目的与意义 汽油机具有体积小,质量轻,噪音小,起动性能好等优点在汽车行业的到了广泛的应用。然而由于汽车保有量的高速增长引发了环境污染和能源危机,迫切要求世界各国汽油机节能和降低排放方面的研究。排气系统是发动机的重要组成部分,其内部气流组织是否合理,不仅会影响发动机的动力性和经济性,而且会影响其排烟,排污,噪声和工作的可靠性。要改进燃烧和降低污染,就必须对发动机排气系统进行深入,细致的研究。 排气系统总成是汽车的关键零部件,其空气动力性的好坏直接影响到排放、噪声,并且对车辆的动力性、油耗也有比较大的影响。发动机工作时,排气门位于构成燃烧室的汽缸盖上,挺柱和推杆受到凸轮
2、轴的驱动,在摇臂和气门弹簧的共同作用下实现往复运动。排气门在整个发动机的工作过程中担当了不同的功能,它既是内燃机完成工作循环、实现换气和密封功能的重要零件,又是气体进、出燃烧室的通道。在进行传热分析模拟时,既要综合又要分别考虑气门的各个部分的传热情况。 本课题的任务是发动机排气门与排气道所构成的腔体,在给定的压力入口条件以及气流温度条件下,分析计算排气门与排气道所接触的表面(即排气门表面)的温度变化;结合气门的设计参数,通过改变气门锥面角以及背锥角,得到由这两个角度的变化对气门表面温度场的分布影响。 发动机排气系统借助于数值模拟的方法,从理论角度分析消声器的各种性能(压力场、温度场、流速场、插入损失等),可以大大缩短开发周期,提高开发效率,降低试验费用。排气系统的数值模拟涉及到流体动力学、结构动力学以及声学等多个学科的知识,同时又与发动机耦合在一起。国内外学者对此进行了多方面的研究,取得了一系列的成果二、国内外研究现状2.1 国内的研究状况2.1.1我国内燃机气门行业, 经过“ 八五” 技术改造,在产品设计、质量、产量及新产品、新工艺开发等方面都有一定的发展。有一定规模的生产企业40多
3、家,年产气门1亿多只,一些新产品气门(如SANTANA、夏利、462、康明斯、奥迪、切诺基、125、157、244 、6112 等) 已批量生产,替代了一些进口产品。在材质方面,研制成了一些性能优良的气门新材料投入生产,如MF811、XB、21一2N、21一12N、23一8N、20一11PB 等。但与先进工业国家相比,仍存在较大差距:1.产品设计的“三化” 程度低。同一型号的产品, 各厂家的图纸技术要求往往各异,互不通用,给组织批量生产和提高产品质量带来困难。2. 材料品种较少,不能满足各种机型及不同工况条件的主机对气门材质的要求, 国内气门材料大量使用的还是40Cr、4Cr9si2、4Crl0si2Mo、21一4N这四种材料。3.今产品结构落后, 使用寿命低。国产气门无旋转机构,寿命大多在4000小时左右; 而国外气门带有旋转机构,使用寿命在8000小时左右。4.国内气门生产厂布局分散,批量上,效益差。单产年常量在一千五百万只一下。特别是近几年来,家庭作坊式工厂数量增加,给气门生产技术和产品质量的提高带来了不利的影响。5.产品测试手段落后, 缺乏专门的检测设备和随机检测装置因而产品质
4、量不稳定。经过“八五”技术改造,我国气门行业机加工工艺相比以前用通用机床加工有了一定的进步,气门圆弧及锥面多用数控机床或仿形机床车加工;盘部外圆及盘端面用液压多刀车床加工,气门杆部用无心磨床磨3一4 次;气门锥面用专用磨床磨12次,夹具多用三滚轮,为了减小锥面圆度误差,部分气门厂采用弹簧夹具,少数气门厂还引进了美国气门锥面专用磨床,采用薄壁有芯夹具;气门锁夹槽国内多采用普通车床车削后磨削或滚压,少数厂采用成型磨削;杆端面采用端面磨床磨2一3 次。综上所述,国内气门机加工工序多而分散,采用单机手动流水线生产,故生产效率低,加工定位基准不统一,质量不稳定。而国外多为自动流水线加工,工序少,以磨代车,采用成型磨床磨削气门杆部、锁夹槽、圆弧、锥面及盘外圆、杆端面和盘端面采用双端面磨床加工,由于都是磨削成型,多道工序组合,在线自动检测,因此效率高,产品质量稳定,并且国外磨床砂轮质量好,切削速度达5Om/s(国内35m/s),加工的气门表面质量好,精度高.近年来国内济南汽配厂、湖北气门厂、上海气门厂、武汉气门厂等单位引进了一些国外先进的专用磨床。国内济南第四机床厂、北京第二机床厂、沈阳磨床厂、上海
《毕业设计(论文)开题报告-动机气门排气腔体模型CFD温度场分析与应用》由会员M****1分享,可在线阅读,更多相关《毕业设计(论文)开题报告-动机气门排气腔体模型CFD温度场分析与应用》请在金锄头文库上搜索。
家长给军训孩子的寄语家长军训寄语范文
四川农业大学21春《中药化学》在线作业一满分答案9
《海伦凯勒》读后感
翻译汉译英练习
2022户主变更申请书模板
说课稿范文合集
2023年学生会招新通知
通信工程监理细则
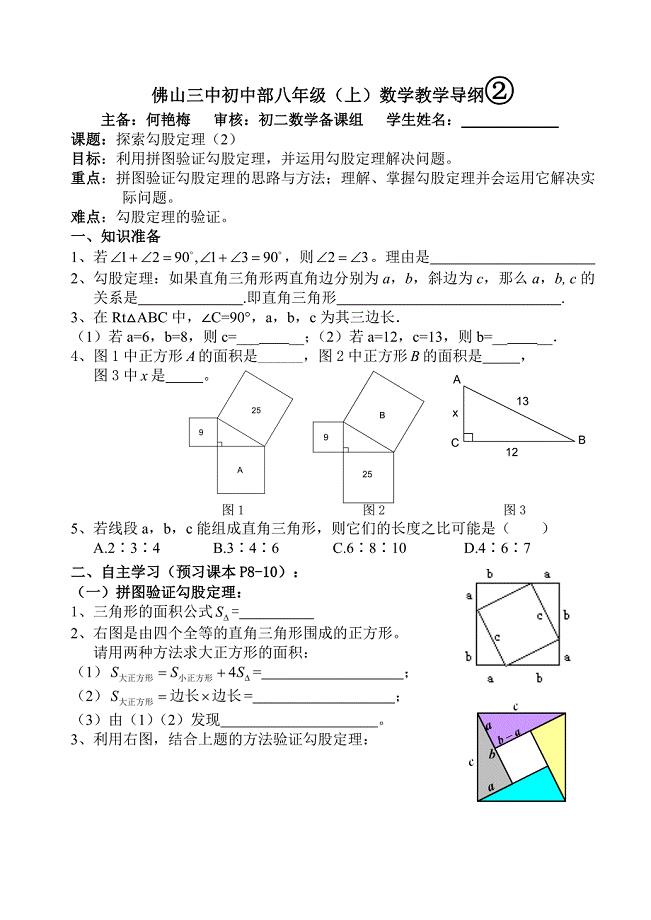
探索勾股定理(2)
广东省东莞市《通用能力测试(教育类)》教师教育招聘考试
关于六一儿童节演讲稿范文集锦7篇

一道力学题的解法与评析
通化超声波设备项目商业计划书范文参考
2023学年九年级上学期班主任工作计划范本(二篇).doc
公司管理规定样本(四篇).doc
楼梯踏步维修
监理资料员年终工作计划与总结(4篇).doc
班主任期末教学工作总结(九篇)
煤矿调研报告(精选多篇)
外包工程安全协议
 电和磁知识点总结
电和磁知识点总结
2022-12-07 6页
医院年度工作小结
2022-09-19 6页
血透室应急救援预案5002
2022-11-06 17页
债权债务转让协议书(1)
2023-01-30 2页
三年级作文拔河比赛
2024-01-22 2页
湖北恩施州鹤峰县走马镇白果小学校舍改造工程项目建议书2
2023-12-18 17页
长白山路灯工程技术资料
2023-10-18 78页
丰裕镇义务教育阶段学校校舍维修改造监理实施规划
2023-06-12 24页
《一元一次方程》单元测试2(教育精品)
2023-07-21 2页
如何知道这份工作到底适不适合自己
2024-01-29 3页