
焊接质量通病及防治
2页
1、.焊接质量通病及防治1、产生焊接缺陷原因:1.1 咬边:是焊脚处因焊接而造成的沟槽,产生咬边主要原因有焊接电流过大,电弧太长、焊接速度太快及运条操作不当等。1.2 焊瘤:是焊接过程中,熔化金属流溢到焊缝之外的未熔化的,在母材上而形成的金属瘤。1.3 裂纹:焊接裂纹有热裂纹和冷裂纹等,在焊接过程中,焊条和热影响区金属冷却到固定相线附近的高温时产生的裂纹, 冷裂纹是焊接接头冷却到较低温度下时产生的裂纹。 为了防止裂纹产生, 坡口及两侧的锈与油必须清除, 采取措施减小焊接应力, 不准用未经烘干的焊条,焊接前预热及焊后加热来达到预防裂纹的缺陷在焊缝中出现。1.4 气孔和缩孔:气孔是焊缝熔池中的气泡在凝固时未能逸出而残留下来所形成的空穴。 产生气孔的原因有焊条受潮或未烘干, 坡口及附近两侧有锈、水、油污而未清除干净、焊接电流过大或过小,电弧长度太长以至熔池保护不良, 焊接速度过快等。 缩孔是熔化金属在凝固过程中缩而产生的残留在焊缝中的孔穴。1.5 夹杂和夹渣:夹杂是残留在焊缝金属中由冶金反应产生的非金属夹杂和氧化物, 夹渣则是残留在焊留在焊缝中的熔渣。 产生夹渣原因是坡口角度太小,焊接电流太小,
2、多层多道焊时清渣不干净,运条操作不当等。1.6 未熔合和未焊透:未熔合是在焊缝金属与母材之间或焊道金属与焊道金属之间未完全熔化结合部分,产生未熔合原因, 主要是待焊金.属表面不干净; 未焊透是在焊接时接头根部未完全熔透的现象,产生未焊透是焊接电流过小,钝边太大,根部间隙太小,焊接速度太快等原因造成的。2焊接缺陷的防治措施2.1 焊缝坡口及焊缝两侧20mm 区域内的氧化皮,脏物、油污等全部清理干净,直至见到金属光泽。防止气孔、夹渣在焊缝中出现。2.2、管道组对时,每道焊缝焊接前,焊工应认真检查组对质量,如超出焊缝的要求或管道错口超出规定时,焊工应拒绝施焊, 防止焊缝因管口组对不当而产生未焊透及未熔合的缺陷。2.3、施焊中,焊工要依据焊接工艺正确选用焊条,以便在电弧焊接过程中脱氧、脱碳、脱硫;焊工正确选用较大的焊接线能量,仔细清理层间熔渣、摆动焊条,压低电弧,以减少有害夹杂物残留在焊缝中。2.4、焊缝应设引弧和收弧板,焊接过程中禁止在焊缝以外打引弧,氩气气体保护焊焊前应在试板上进行调焊,调好参数后方可正式施焊。2.5、焊接中应注意起弧和收弧质量,收弧时应将收弧坑填满,防止焊接速度过快,产生焊缝缩孔现象;多层焊的层间接头错开,层间应清理干净再焊,减少焊缝夹渣形成。2.6、焊工在施焊过程中,不许使用未经烘干的焊条,要注意焊接速度不要太快,电流、电压等工艺参数严格按作业指导书操作,防止咬边、焊瘤在焊缝中产生。.
《焊接质量通病及防治》由会员M****1分享,可在线阅读,更多相关《焊接质量通病及防治》请在金锄头文库上搜索。
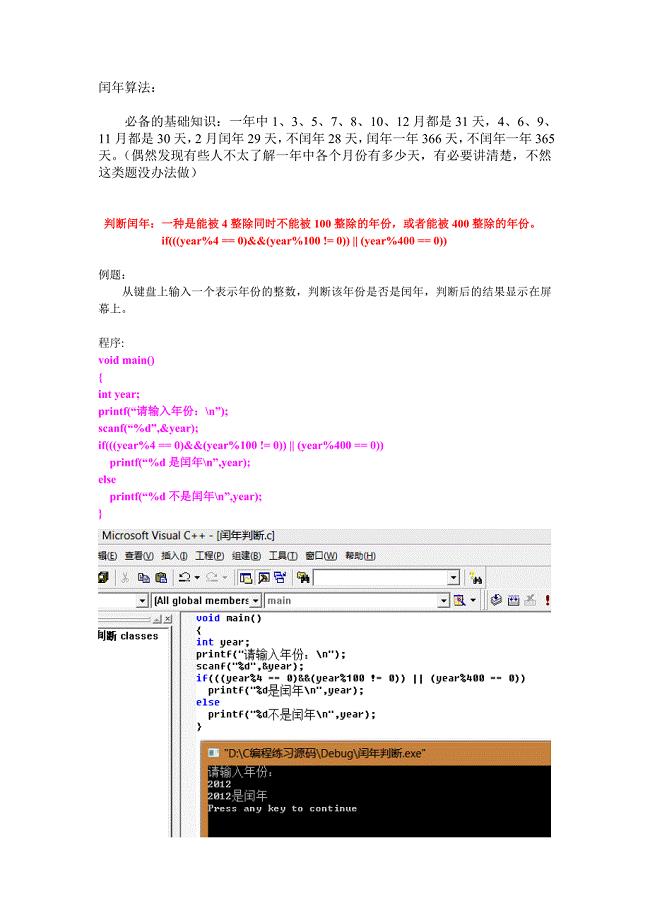
C语言判断闰年的算法
北师大教材目录
化肥厂低压煤气系统搬迁工程施工组织设计
2023年二人合伙协议书范本共3篇合伙协议书范本二人简单版
销售员个人工作计划标准样本(四篇).doc
江苏省无锡市2016届高三上学期期末考试物理试题(word版)
兰州大学22春《药事管理学》综合作业二答案参考85

地产销售基础知识综述boqs
幼儿园小班保育员个人年终工作总结(2篇).doc
三八妇女节100周年广播稿
最新的施工劳务承包合同范本
温度控制器使用说明书
财务工作总结17篇大全
护士年度个人工作计划2023年(2篇).doc
变频器应用技能教案
2021年苗木购销的合同书
最新企业年会晚会策划
三年级期中调研
学生会会长个人思想总结
校本专题片脚本
 结对帮扶存在的问题和解决办法
结对帮扶存在的问题和解决办法
2023-07-27 4页
2020版高考历史二轮复习 小题提速练6
2023-06-06 5页
注塑机安全操作注意事项
2023-03-20 2页
(浙江选考)2019高考物理二轮复习 专题一 力与运动 第2讲 力和物体的平衡学案
2023-09-05 20页
单位不签劳动合同
2023-01-02 25页
竞选班长演讲稿15篇
2022-10-12 22页
商场中秋国庆营销策划方案_2
2023-10-18 6页
中班社会公开课教案《我会叠衣服》
2023-01-23 2页
动画片对幼儿发展的影响现状研究
2023-07-25 4页
2016届高三政治一轮复习 第一课 神奇货币导学案
2023-11-17 5页