
螺帽制成简介
3页
1、螺帽製程簡介1. 螺帽製程流程 : 一般而言, 螺帽製程流程如下圖2. 螺帽製造所使用的線材 :2.1. 低強度( 60 N/mm2 以下或 40 psi 以下)的螺帽使用一般軟鋼材,一般使用 108 或是 JISRM8( 或 SWRCH 8 )。2.2. 中等強度( 600 N/m2- 0 N/mm2或400 ps 125000 pi)的螺帽使用一般軟鋼材,但限定含碳量等級, 一般使用SAE 0101或是JIS SWRM 10 15(或 SWRC1 1 )。2.3. 高強度( 900 /m以上或15000 psi以上)的螺帽使用中碳鋼, 低碳硼鋼或中碳合金鋼, 在應用上, lass10 或是Grad 8螺帽使用中碳鋼加淬火及回火, 但某些限定場合下,可以選用低碳硼鋼製造 設計強度超過Clas0 或是rad 8螺帽使用中碳合金鋼加淬火及回火.2.4. 各種強度所使用的線材其間又有很多變化,各地如上海地區與台灣地區的使用狀況又必須依實際狀況去做調整, 實際上的做法只能重實作中去累積經驗, 並非三言兩語可以說清楚3. 成型製程及成型法:3.1. 基本上螺帽成型機為一種特殊的臥式沖床, 一般
2、來說其特徵為多段短沖程, 運轉夾可以翻轉, 大部分成型機為段式( 可以為五模五沖, 如果需要沖孔的話則沖孔的那一模為空模 )設計3.2. 螺帽成型法通常有兩種, 鍛打及拉伸, 鍛打的方式為將厚度較大,外徑較小的胚料在沖模及成型模之間施加鍛打使之厚度變小, 外徑變大之一種加工方式, 拉伸的方式則為將厚度較小的胚料由較小直徑的沖棒施加鍛打使材料延沖棒外徑與模具之間往上拉伸使之厚度變大之一種加工方式.4. 攻牙製程及攻牙法 :4.1. 基本上螺帽攻牙機為一種特殊的臥式鑽床,一般可以分為通過式及往復式兩種類型4.2. 依牙攻柄來分則有彎柄及直柄兩種, 彎柄牙攻僅用於通過式攻牙, 直柄牙攻則為通過式及往復式兩種皆可, 通過式生產方式速度高,產量大,往復式攻牙則適用於各種特殊形狀的螺帽, 適合小批量生產.4.3. 依攻牙方式分又可分為攻牙及輾牙兩種,分別為:攻牙 : 最通用的攻牙方式, 使用切削方式進行加工, 加工後有廢料, 胚料孔徑為螺帽小徑, 使用牙攻為圓形帶切削槽。輾牙 :適用於特殊螺帽或是無貫通孔的攻牙方式,使用輾造成型方式進行加工, 加工後無廢料,胚料孔徑相當於螺帽有效徑( 還小一點點)
《螺帽制成简介》由会员M****1分享,可在线阅读,更多相关《螺帽制成简介》请在金锄头文库上搜索。
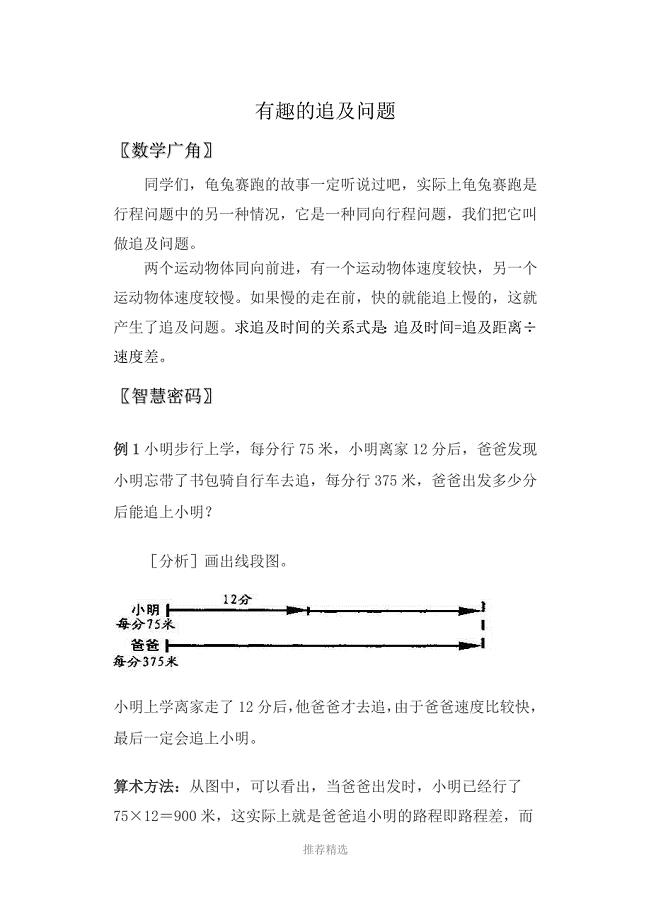
有趣的追及问题Word版
中层主管核心管理技能训练教程(试题答案)
财务试用期转正工作总结(4篇)
拆伙协议书
无悔的青春演讲稿
货物联合运输合同书
九年级下教参:写作·口语交际·综合性学习:我所了解的孔子和孟子
中国医科大学21春《病理生理学》离线作业一辅导答案25
18.1.1平行四边形的性质教案
高级英语第三版第二册课后翻译
中医的价值及现代意义
新概念四年级下学期英语连词成句校外培训专项题
晋中职院示范校中期检查体会曹分析
天津学大教育信息咨询有限公司中考英语专题复习重点词汇筛选一词多义词RY教案
中班社会活动让爱住我家教案反思
简易婚礼主持稿精选
基础砂石垫层施工方案
江苏省南京三中八年级寒假作业生物试题十二苏教版
2022年光气及光气工艺考试内容及复审考试模拟题含答案第42期

2023年医疗卫生系统人员《消毒员》考试全真模拟易错、难点汇编第五期(含答案)试卷号:11
 2023年煤矿机电火灾事故应急预案
2023年煤矿机电火灾事故应急预案
2024-03-02 16页
档案文化资源开发利用模式探讨
2023-04-24 6页
配电箱技术要求
2022-07-23 12页
中国医科大学21春《病理生理学》离线作业一辅导答案25
2023-05-08 12页
综合实践活动《走进农贸市场》调查表格资料
2022-10-25 9页
80-2000坐标系的转换
2024-03-01 6页
汽车运输公司章程
2022-12-30 12页
南开大学21春《服务营销》在线作业二满分答案38
2023-10-16 14页
2008年《中级经济法》考题答案及解析
2023-12-29 18页
东北大学21春《冶金反应工程学》离线作业一辅导答案32
2023-05-14 11页