
不锈钢焊接工艺指导书
6页
1、不锈钢焊接工艺指导书1.目的为规范焊工操作,保证焊接质量,不断提高焊工的实际操作 技术水平,特编制本指导书。2.编制依据2.1. 设计图纸22手工钨极氩弧焊技术及其应用2.3. 焊工技术考核规程3.焊接准备3.1. 焊接材料焊丝:H1Cr18Ni9Ti 也、创.5、牡.5 、代焊丝应有制造厂的质量合格证,领取和发放有焊材治理员统 一治理。焊丝在使用前应清除油锈及其他污物 , 露出金属光泽。3. 2.氩气氩气瓶上应贴有出厂合格标签,其纯度 99.95% ,所用流 量 6-9 升/ 分钟,气瓶中的氩气不能用尽,瓶内余压不得低于 0.5MP,以保证充氩纯度。3.3. 焊接工具3.3.1. 采纳直流电焊机,本厂用 WSE-315 和 TIG400 两种 型号焊机。3.3.2. 选用的氩气减压流量计应开闭自如,没有漏气现象。 切记不可先开流量计、后开气瓶,造成高1压气流直冲低压,损坏流量计;关时先关流量计而后关氩气 瓶。3.3.3. 输送氩气的胶皮管,不得与输送其它气体的胶皮管互 相串用,可用新的氧气胶皮管代用,长度不超过 30 米。3.4. 其它工器具焊工应备有:手锤、砂纸、扁铲、钢丝刷、电磨
2、工具等,以 备清渣和消缺。4.工艺参数不锈钢焊接工艺参数选取表5.工序过程5.1. 焊工必须按照“考规”规定经相应试件考试合格后,方 可上岗位焊接。52 严禁在被焊件表面随意引燃电弧、试验电流或焊接临时 支撑物等。53 焊工所用的氩弧焊把、氩气减压流量计,应经常检查, 确保在氩弧焊封底时氩气为层流状态。54 接口前应将坡口表面及母材内、外壁的油、漆、垢锈等 清理干净,直至发出金属光泽,清理范围为每侧各为 10-15m m, 对口间隙为 2.5?3.5mm 。15.5. 接口间隙要匀直,禁止强力对口,错口值应小于壁厚的 10%,且不大于 1mm。5.6. 接口局部间隙过大时,应进行修整,严禁在间隙内添加 塞物。5.7. 接口合格后,应根据接口长度不同点 4-5 点,点焊的材 料应与正式施焊相同,点焊长度 10-15mm,厚度 3-4mm 。5.8. 打底完成后,应认真检查打底焊缝质量,确认合格后再 进行氩弧焊盖面焊接。5.9. 引弧、收弧必须在接口内进行,收弧要填满熔池,将电 弧引向坡口熄弧。5.10. 点焊、氩弧焊、盖面焊,如产生缺陷,必须用电磨工 具磨除后,再继续施焊,不得用重复熔化
《不锈钢焊接工艺指导书》由会员M****1分享,可在线阅读,更多相关《不锈钢焊接工艺指导书》请在金锄头文库上搜索。
社工基础知识小结
标线施工总结
最新 人教版语文选修新闻阅读与实践第2章第2课综合消息两篇知能优化演练含答案
【管理精品】蓝色创可贴发放登记
环保标语大全
法警大队队长竞职演讲稿范文(4篇)
枸骨球种苗销售合同
2023上半年员工的工作总结模板(三篇).doc
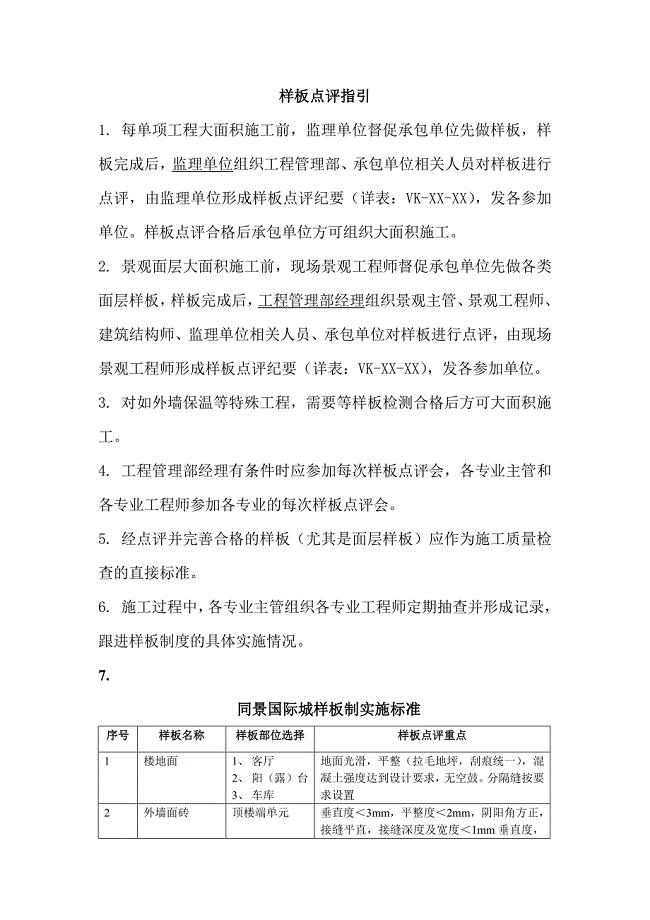
工程样板点评指引
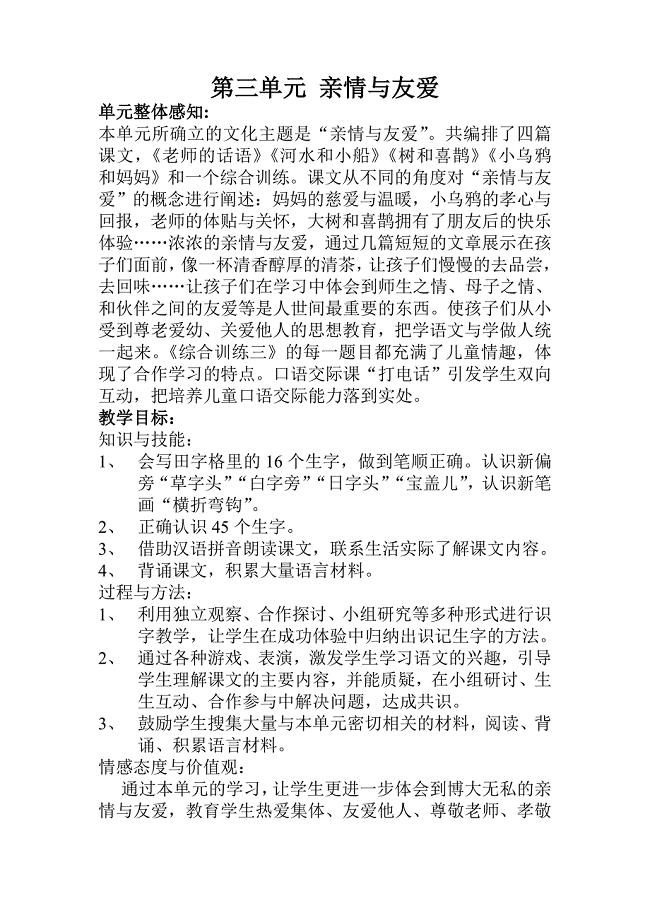
冀教版一年级语文第三单元教案
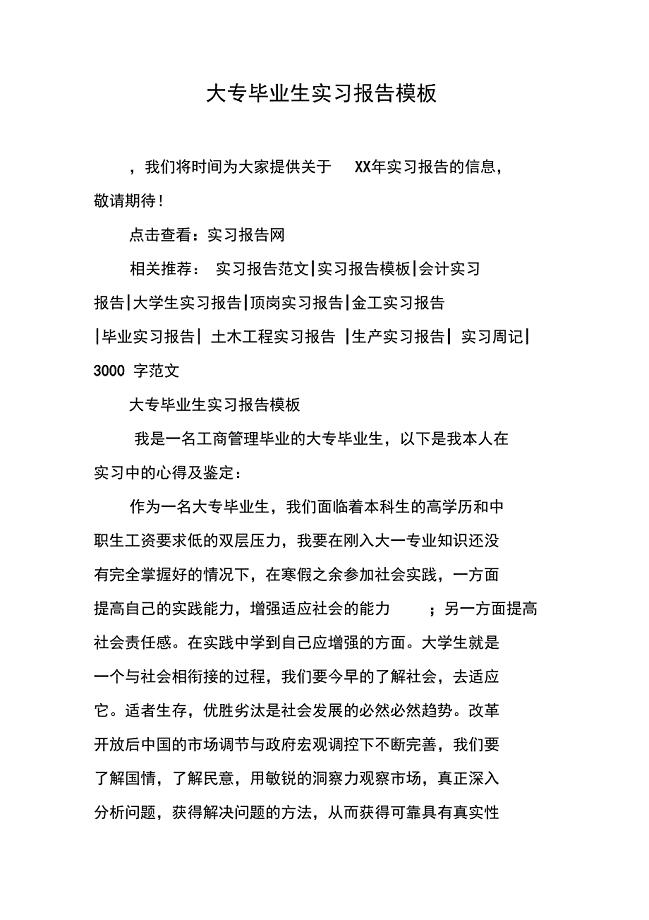
大专毕业生实习报告模板_1

商业地产营销策划招商推广方案报
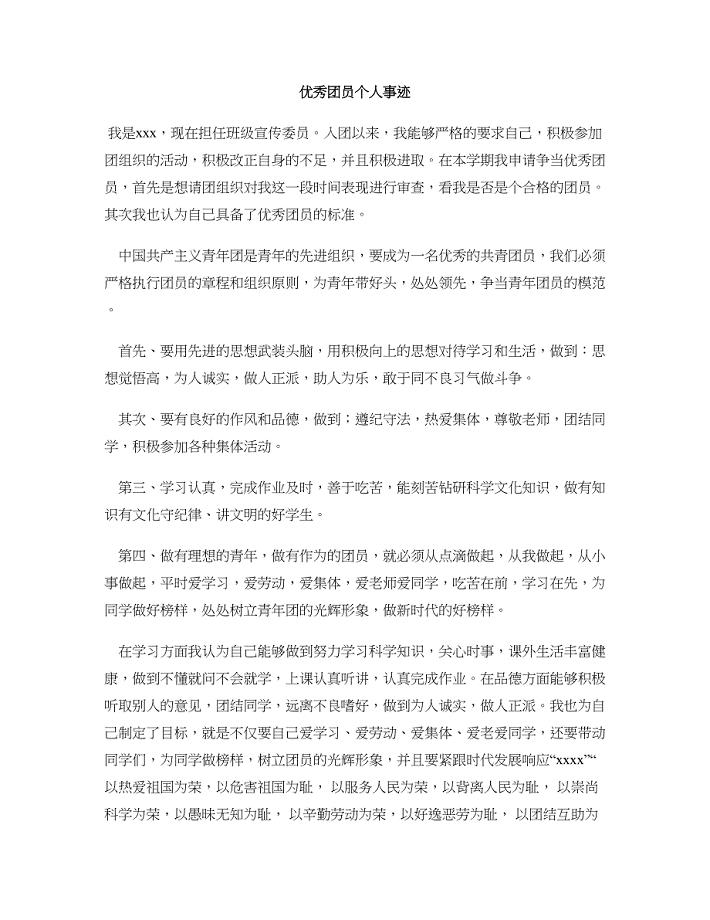
优秀团员个人事迹
放弃债权承诺书
序批式活性污泥法计算机辅助设计
四年级数学上册_二《角的度量整理与复习》教案_人教新课标版
一次性删除Win10“此电脑”设备和驱动器多余项目
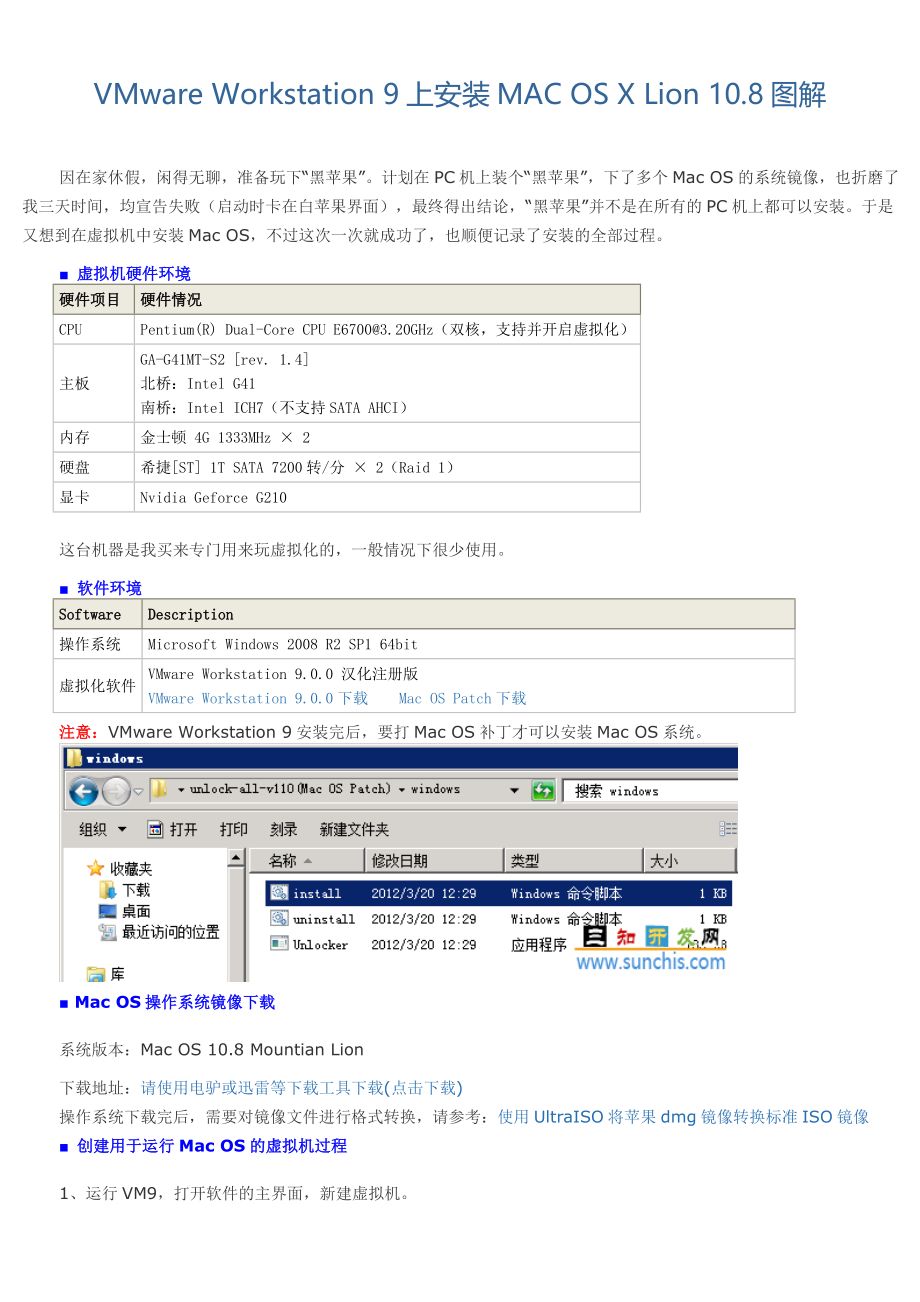
VMwareWorkstation9上安装MACOSXLion10.8图解
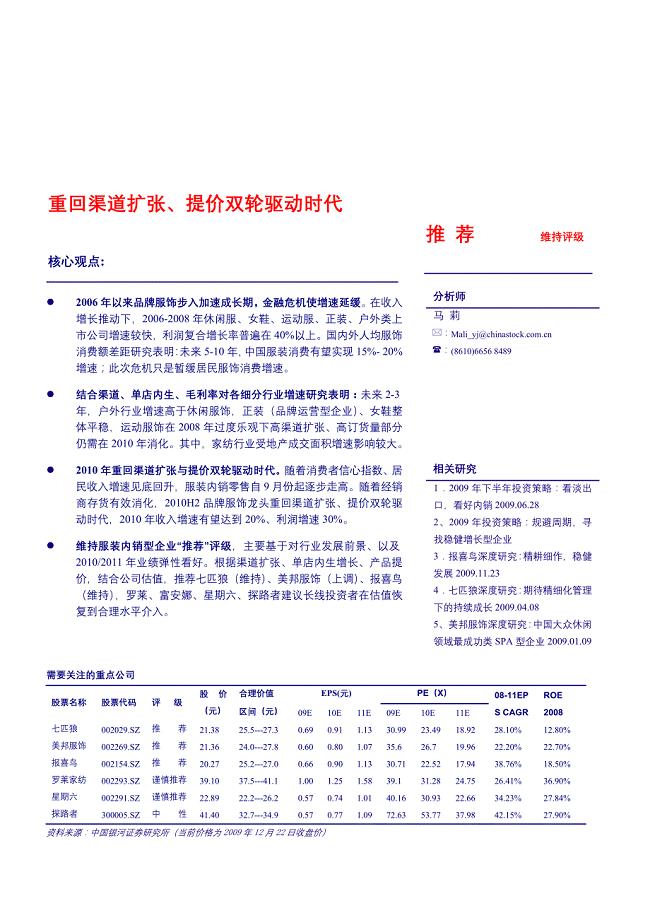
品牌服饰行业报告
轻油项目商业计划书写作模板
 小升初应用题行程之追及相遇问题作业
小升初应用题行程之追及相遇问题作业
2022-10-13 3页
外研社三年级起点五年级上册英语教案
2023-02-14 35页
2018中考数学题型专项研究第9讲:网格专题
2023-05-18 16页
为中华之崛起而读书教学反思
2022-12-08 2页
落花入冢牵念成殇散文
2023-05-29 2页
四年级下册语文作文指导
2023-08-07 5页
七上数轴教案
2023-03-26 5页
福州市小学三年级数学下学期期末考试试题 附答案
2022-07-26 4页
幼儿园亲子游戏 (2)
2023-12-25 7页
小学二年级下册第二单元的测试
2023-12-06 5页