
数控车床编程实例详解A
12页
1、word2.1 数控车床编程根底标题:数控车床编程根底4课时一、教学目的:熟悉数控车床的编程特点,熟练掌握数控车床工件坐标系的建立方法和指令。理解并掌握数控车削的根本指令。二、教学安排:一旧课复习容:数控机床坐标系的设定规如此5分钟二新课教学知识点与重点、难点:第1节 数控车床编程根底一、数控车编程特点理解二、数控车的坐标系统理解三、直径编程方式难点 四、进刀和退刀方式理解 五、绝对编程与增量编程难点第2节数控车床根本G指令应用一、坐标系设定 G50掌握 G54G59掌握二、根本指令G00、G01、G02、G03、G04、G28掌握三、有关单位设定G20、G21、G94、G95掌握三、新课容:数控车床编程根底第一节数控车床编程根底一、数控车编程特点(1) 可以采用绝对值编程(用X、Z表示)、增量值编程(用U、W表示)或者二者混合编程。(2) 直径方向(X方向) 系统默认为直径编程,也可以采用半径编程,但必须更改系统设定。(3) X向的脉冲当量应取Z向的一半。(4)采用固定循环,简化编程。(5) 编程时,常认为车刀刀尖是一个点,而实际上为圆弧,因此,当编制加工程序时,需要考虑对刀具进展半
2、径补偿。二、数控车的坐标系统加工坐标系应与机床坐标系的坐标方向一致,X轴对应径向,Z轴对应轴向,C轴主轴的运动方向如此以从机床尾架向主轴看,逆时针为C向,顺时针为C向,如图2.1.1所示: 加工坐标系的原点选在便于测量或对刀的基准位置,一般在工件的右端面或左端面上。图数控车床坐标系三、直径编程方式在车削加工的数控程序中,X轴的坐标值取为零件图样上的直径值,如下列图:图中A点的坐标值为30,80,B点的坐标值为40,60。采用直径尺寸编程与零件图样中的尺寸标注一致,这样可防止尺寸换算过程中可能造成的错误,给编程带来很大方便。图 直径编程四、进刀和退刀方式对于车削加工,进刀时采用快速走刀接近工件切削起点附近的某个点,再改用切削进给,以减少空走刀的时间,提高加工效率。切削起点确实定与工件毛坯余量大小有关,应以刀具快速走到该点时刀尖不与工件发生碰撞为原如此。如下列图。图切削起始点确实定五、绝对编程与增量编程X、Z表示绝对编程,U、W表示增量编程,允许同一程序段中二者混合使用。图2.1.4 绝对值编程与增量编程如图2.1.4所示,直线AB ,可用:绝对: G01 X100.0 Z50.0; 相对
3、: G01 U60.0 W-100.0;混用: G01 X100.0 W-100.0; 或 G01 U60.0 Z50.0;第2节 数控车床的根本编程方法数控车削加工包括外圆柱面的车削加工、端面车削加工、钻孔加工、螺纹加工、复杂外形轮廓回转面的车削加工等,在分析了数控车床工艺装备和数控车床编程特点的根底上,下面将结合配置FANUC-0i数控系统的数控车床重点讨论数控车床根本编程方法。 一、坐标系设定编程格式 G50 X Z式中X、Z的值是起刀点相对于加工原点的位置。G50使用方法与G92类似。在数控车床编程时,所有X坐标值均使用直径值,如下列图。 例:按图2.设置加工坐标的程序段如下:图2.1.5 G50设定加工坐标系工件坐标系的选择指令G54G59图2.1.6 G54设定加工坐标系例如,用G54指令设定如下列图的工件坐标系。首先设置G54原点偏置存放器:G54 X0 Z85.0;然后再在程序中调用:N010 G54;说明:1、G54G59是系统预置的六个坐标系,可根据需要选用。2、G54G59建立的工件坐标原点是相对于机床原点而言的,在程序运行前已设定好,在程序运行中是无法重置的。3
《数控车床编程实例详解A》由会员鲁**分享,可在线阅读,更多相关《数控车床编程实例详解A》请在金锄头文库上搜索。
七年级思想品德上册教学工作总结
床垫基本知识培训教材
校园安全宣传活动总结范文
室内色彩搭配
古诗背诵比赛评分规则
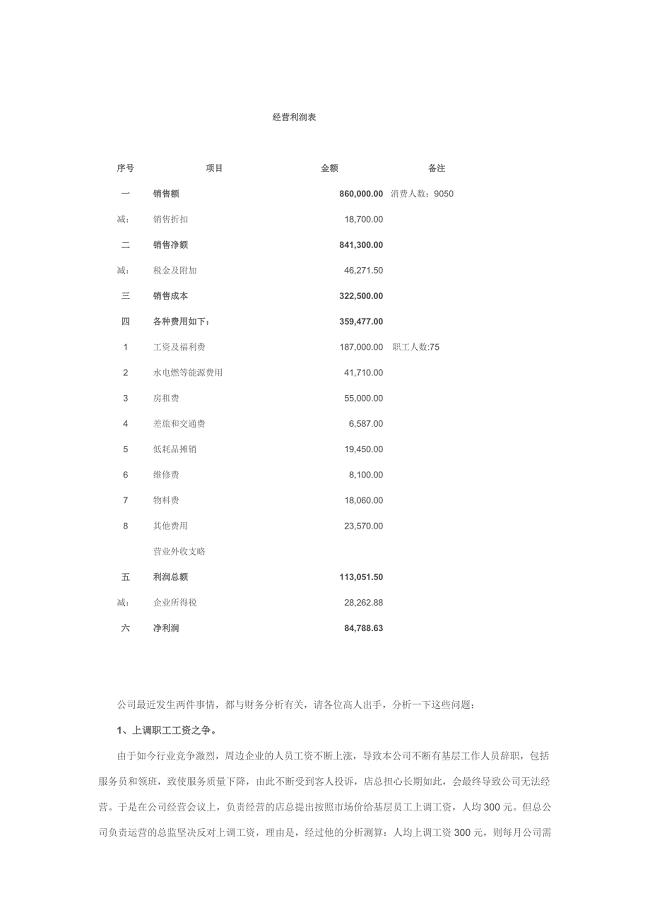
财务经理人网-单项目财务分析典范
新湘教版三年级下册英语单词竞赛
开展家庭教育宣传活动总结(3篇).doc
建设局建设工作总结
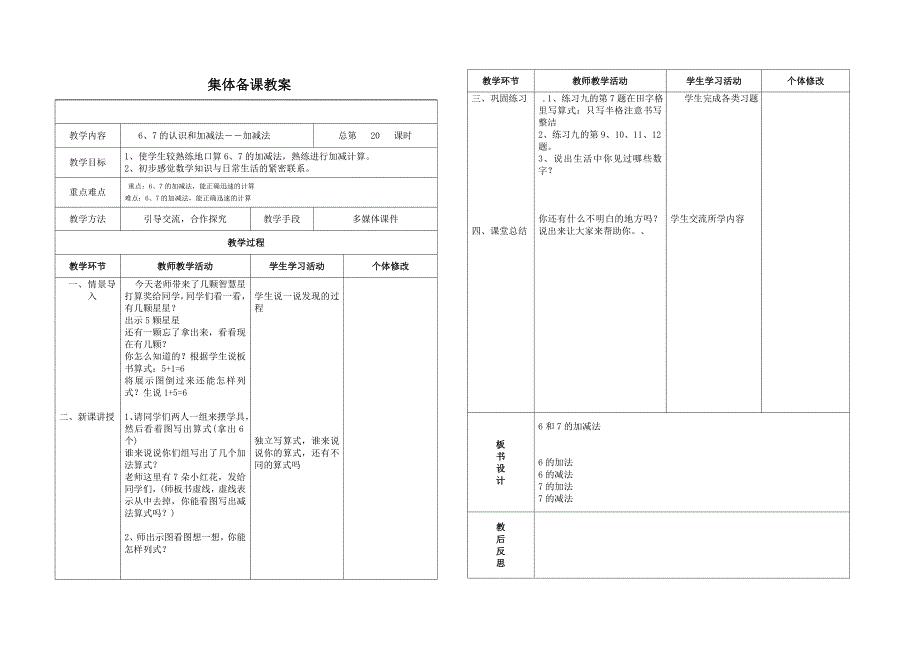
新冀教版一年级数学上册10以内的加法和减法610的加减法67的加减法优质课教案4
《留取丹心照汗青》教案
高中数学必修4第一章练习题
钢板桩支护综合施工专题方案
中学数学学习应培养好六大核心素养
小学综合实践活动课总结范文
临时工劳动合同模板5篇
精品资料(2021-2022年收藏)农机工作情况汇报
陕西xx大厦施工组织设计典尚设计
硬母线温升计算

春节期间安全生产大检查实施方案
 汾芳王品牌成功突围
汾芳王品牌成功突围
2022-08-29 7页
职业技术学校教学工作督导制度实施细则
2023-11-21 16页
福建省厦门六中2011届高三英语11月月考新人教版
2024-02-15 12页
某花地花园市政工程施工组织设计
2023-04-16 59页
企业集团资金管理模式研究毕业论文
2023-04-01 34页
20XX护士长竞聘优秀演讲稿模板
2022-10-01 3页
医疗集团视频医疗系统设计方案
2023-03-02 32页
党员先进性活动小结
2023-02-13 2页
北京同仁堂股份有限公司财务报表偿债能力分精编版
2023-04-19 15页
对实施工业4.0战略计划的建议执行摘要
2022-10-26 34页