
报废零部件“起死回生”的灵丹妙药——激光熔覆技术
9页
1、报废零部件“起死回生”的灵丹妙药激光熔覆技术激光熔覆技术可显著改善金属表面的耐磨、耐腐、耐热水平及抗氧化性等。目前有关激光熔覆的研究主要集中在工艺开发、熔覆层材料体系、激光熔覆的快速凝固组织及与基体的界面结合和性能测试等方面。 航空领域是关系到国家安全的重要领域,也是国家重点支持的战略行业。如何将激光熔覆技术更好的运用于我国的航空制造具有极为重要的战略意义。航空材料是武器装备研发与生产的重要物质基础和科技先导,强化航空材料基体硬度和耐磨性能对于航空材料的改进具有极为重要的意义。如大功率激光器的开发和应用,为航空材料表面改性提供了新的手段,也为材料表面强化技术的发展开辟了一条新的途径。陶瓷材料具有金属材料不可比拟的高硬度和高化学稳定性,因此可以针对零件的不同服役条件,选择合适的陶瓷材料,利用高能密度激光束加热温度高和加热速度快的特点,在金属材料(如钛合金)表面熔覆一层陶瓷涂层,从而将陶瓷材料优异的耐磨、耐蚀性能与金属材料的高性、高韧性有机地结合起来,可大幅度提高航空零件的使用寿命。飞机零件制造中的应用 飞机机体和发动机钛合金构件除了在工作状态下承受载荷外, 还会因发动机的启动 / 停车循
2、环形成热疲劳载荷,在交变应力和热疲劳双重作用下,产生不同程度的裂纹,严重影响机体或发动机的使用寿命,甚至危及飞行安全。因此,需要研究航空钛合金结构的表面强化方式,发挥其性能优势,使之得以更广泛的应用。陶瓷分为氧化物陶瓷和碳化物陶瓷,氧化铝、氧化钛、氧化钴、氧化铬及其复合化合物是应用广泛的氧化物陶瓷,也是制备陶瓷涂层的主要材料。碳化物陶瓷难以单独制备涂层,一般与具有钴、镍基的自熔合金制备成金属陶瓷,该金属陶瓷具有很高的硬度和优异的高温性能, 可用作耐磨、 耐擦伤、耐腐蚀涂层,常用的有碳化钨、碳化钛和碳化铬等。采用激光熔覆制备陶瓷涂层可先在材料表面添加过渡层材料(如NiCr 、 NiAl 、 NiCrAl 、 Mb 等) ,然后用脉冲激光熔覆,使过渡层中的 Ni、 Cr 合金与陶瓷中 Al2O3 、 ZrO2 等材料熔覆在基体的表面,形成多孔性,基体中的金属分子也能扩散到陶瓷层中,进而改善涂层的结构和性能。将陶瓷涂层激光熔覆用于航空发动机涡轮叶片是一项很有应用价值的高新技术,常用的激光熔覆材料见表1。飞机制造中较多采用钛合金,如 Ti-6Al-4V 钛合金用于制造高强度/重量比率、耐热、耐
3、疲劳和耐腐蚀的零部件。但在这些钛合金的加工制造中,传统工艺方法有许多难以克服的弱点,如生产隔板是由数英寸厚和数十千克重的齿形合金板加工而成的,而获得这些合金板成品需要一年以上。因为难以加工,加工这种零件需要花费加工中心数百小时的工作量,磨损大量的刀具。而激光熔覆技术在这方面具有较 大优势,可以强化钛合金表面、减少制造时间。激光熔覆是现代工业应用潜力最大的表面改性技术之一,具有显著的经济价值。20世纪80年代初,英国Rolls Royce公司采用激光熔覆技术对RB211 涡轮发动机壳体结合部位进行硬面熔覆,取得了良好效果。表2 所示是激光熔覆在航空制造中应用的几个实例。近年来,美国 AeroMet 公司的研发有了实质性的进展,他们生产的多个系列 Ti-6Al-4V 钛合金激光熔覆成形零件已获准在实际飞行中使用。其中 F-22战机上的 2 个全尺寸接头满足疲劳寿命2 倍的要求,F/A-18E/F 的翼根吊环满足疲劳寿命4 倍的要求,而升降用的连接杆满足飞行要求、寿命超出原技术要求 30% 。采用激光熔覆技术表面强化制造的钛合金零部件不仅性能上超出传统工艺制造的零件,同时由于材料及加工的优势
4、,生产成本降低20%40%,生产周期也缩短了约80%。航空零部件修复中的应用激光熔覆技术对飞机的修复产生了直接的影响,优点包括修复工艺自动化、低的热应力和热变形等。由于人们期待飞机寿命不断延长,需要更加复杂的修复和检修工艺。涡轮发动机叶片、叶轮和转动空气密封垫等零部件,可以通过表面激光熔覆强化得到修复。例如,用激光熔覆技术修复飞机零部件中裂纹,一些非穿透性裂纹通常发生在厚壁零部件中,裂纹深度无法直接测量,其他修复技术无法发挥作用。可采用激光熔覆技术,根据裂纹情况多次打磨、探伤,将裂纹逐步清除,打磨后的沟槽用激光熔覆添加粉末的多层熔覆工艺填平,即可重建损伤结构,恢复其使用性能。激光熔覆发动机涡轮叶片用到的基体材料和合金粉末见表3。用于熔覆的粉末粒子成球状,尺寸小于 150以m。不同合金粉末的熔覆层要选用不同的工艺参数,以获得最佳的熔覆效果。把受损涡轮叶片顶端修覆到原先的高度。激光熔覆过程中,激光束在叶片顶端形成很浅的熔深,同时金属粉末沉积到叶片顶端形成焊道。在计算机数值控制下,焊道层叠使熔覆层增长。与激光熔覆受损叶片不同的是,手工钨极氩弧堆焊的叶片堆焊后的叶片必须进行额外的后处理。叶片顶
《报废零部件“起死回生”的灵丹妙药——激光熔覆技术》由会员奇异分享,可在线阅读,更多相关《报废零部件“起死回生”的灵丹妙药——激光熔覆技术》请在金锄头文库上搜索。
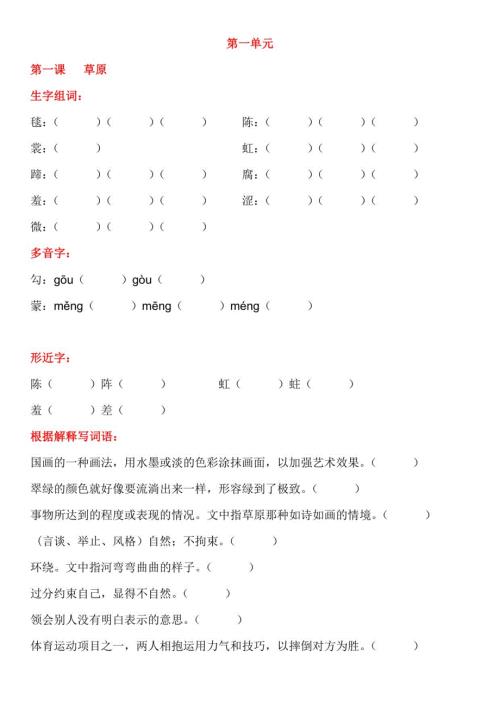
六年级1-8单元每课小练
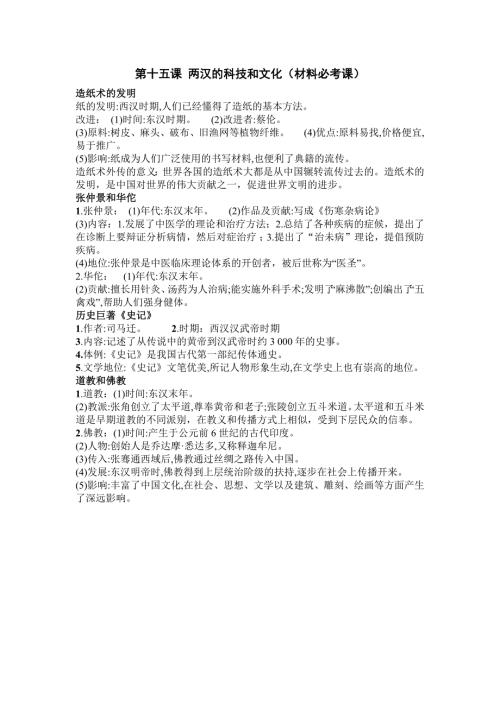
第十五课 两汉的科技和文化(材料必考课)
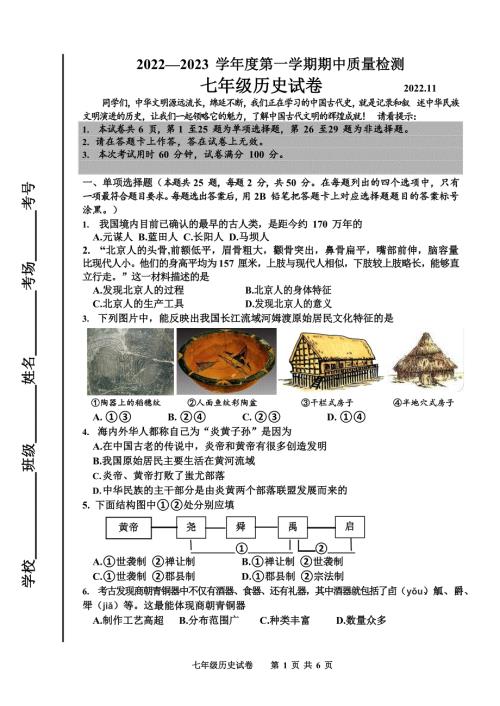
2022—2023学年度第一学期期中质量检测七年级历史试卷

大学《统计学》综合指标分析培训课件
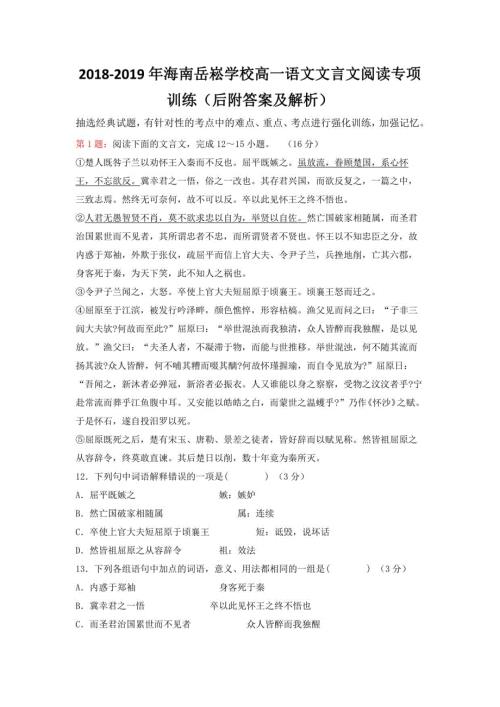
2018-2019年海南岳崧学校高一语文文言文阅读专项训练(后附答案及解析)
2018-2019年西安群星学校高一语文文言文阅读专项训练(后附答案及解析)
2018-2019年理县中学高一语文文言文阅读专项训练(后附答案及解析)
2018-2019年延吉白山实验学校高一语文文言文阅读专项训练(后附答案及解析)

人教版小学四年级语文上册全册单元测试题及答案
如何培养小学生学习语文的好习惯

2018-2019年重庆市高一语文文言文阅读专项训练(后附答案及解析)
新部编版九年级语文下册《出师表》导学案
小学语文人教一年级上册入学教育《我爸爸》教学设计
2018-2019年尤溪七中高一语文文言文阅读专项训练(后附答案及解析)
2018-2019年新越中学高一语文文言文阅读专项训练(后附答案及解析)
各地中考语文试卷文言文阅读试题大汇编
2018-2019年州交通学校附中高一语文文言文阅读专项训练(后附答案及解析)
2018-2019年平邑县曾子学校高一语文文言文阅读专项训练(后附答案及解析)

小学语文第六册全册教材分析
初一语文重点100题(附答案解析)
 126kVGIS气体绝缘金属封闭开关设备讲义
126kVGIS气体绝缘金属封闭开关设备讲义
2023-06-16 26页
某厂房单向板设计;
2023-08-11 16页
餐厨杂件目录清单
2023-12-22 28页
管道敷设的方式及要求
2022-09-06 25页
邢台县特教学校三年发展规划(2016—2018)送审稿1.doc
2022-12-13 13页
硕士研究生自我鉴定毕业生登记表
2023-11-29 3页
2019年小学人教部编版四年级上册语文《一个豆荚里的五粒豆》教案两课时合集
2023-03-23 7页
宁波水资源综合规划.doc
2023-02-16 45页
基于单片机的智能触摸开关的设计与实现.doc
2023-02-16 28页
高速公路交通安全影响因素与对策措施
2023-03-25 6页