
GSK980TD基本操作.doc
8页
1、基本操作GSK980TD 系统一、加工任务实操课题课题序号材料:45毛坯:44 x 100加工设备:GSK980TD 系统数控车床编程原点:右端面轴心处例:加工如图所示零件表-1加工工序:工步号工步内容G 功能T功能S (r/min)Vf (mm/r)ap(mm)加工余量1粗车右端外形轮廓G71T01015000.22.50.52精车右端外形轮廓G70T02028000.10.2503切槽G01T03033000.14车 M282 螺纹G92T04044000.9 0.7 0.4 0.165表-2加工刀具:序号刀具号刀具名称及规格刀具材料刀尖半径刀位点加工表面1T01端面、外圆粗车右偏刀,主偏角 93副偏角 10YT20R0.4 mm刀尖车端面、粗车外形2T02外圆精车右偏刀,主偏角 93偏角 7YT20R 0.4 mm刀尖精车轮廓3T03切槽刀,刀宽 4mmW18Cr4VR 0.2 mm刀尖切槽4T0460螺纹车刀YT20R 0.2 mm尖点车外螺纹表-3 M282-5g/6g螺纹切削参数实际大径 d0=27.7实际小径 d01=25.835前置量 L1=5后置量 L2=2切削点切深
2、 2apC1(26.9,-31)0.9C2(26.3,-31)0.7C3(25.9,-31)0.4C4(25.835,-31)0.165 表-4 加工程序卡O0456主程序号N10N020N030N040N050N060N070N080N090N100N110N120N130N140N150N160N170N180N190N200N210N220N230N240N250N260N270N280N290N300N190N200N210N220N230N240N210N220N230N240N250N260T0101G99 G00 X100 Z100M03 S500 G00 X48 Z0G01 X0 F0.15G00 X45 Z2G71 U2.5 R1G71 P80 Q190 U0.5 W0.1 F0.2N80 G00 X0G01 Z0 F0.1G03 X20 Z-5 R5G01 Z-11X24X27.7 Z-13Z-32X28Z-41G02 X42 Z-48 R7G01 Z-65N190 U6G00 X100 Z100T0202 S800G00 X45 Z2G70 P80 Q190G00
3、 X100 Z100T0303 S300G00 X30 Z-35G01 X24 F0.1G00 X30Z-33G01 X24 F0.1G00X30X100 Z100T0404 S400G00 X32 Z-6G92 X26.9 Z- 31 P2X26.3X25.9X25.835G00 X100 Z100M05M30设定主轴转速,正转,换 1 号刀快速定位车平端面到粗车循环起点粗车轴面循环到精加工起点面处倒圆粗加工20 外圆粗车台阶面倒角车台螺纹外圆阶面粗加工28 外圆车 R7 面粗加工后到换刀点位置换精车刀到精车循环起点精车各表面精加工后到换刀点位置换切槽刀切槽到换刀点位置换螺纹刀到车螺纹循环起点车螺纹回到换刀点位置主轴停转程序结束二、加工过程注:本程序的加工过程,请按以下步骤顺序完成,其它程序的操作与此相仿。(一)机床上电1、数控机床打开电源的常规操作步骤。 检查数控机床的外观是否正常,如电气柜的门是否关好等。 按机床通电顺序通电。 通电后检查位置屏幕是否显示,如有错误会显示相关的报警信息。注意,在显示位置屏幕或报警屏幕之前,不要操作系统,因为有些键可能有特殊用途,如被按下可能会有意想
《GSK980TD基本操作.doc》由会员飞****9分享,可在线阅读,更多相关《GSK980TD基本操作.doc》请在金锄头文库上搜索。
2019年抚顺市第六中学高考生物简单题专项训练(含解析)
2019年教科版八年级物理上册全册学案
2019年宝鸡晨光中学高考生物简单题专项训练(含解析)
2019年象山港书院高考生物简单题专项训练(含解析)
2019年一级建造师工程经济考点总结

2019年小学教育教学工作总结4篇
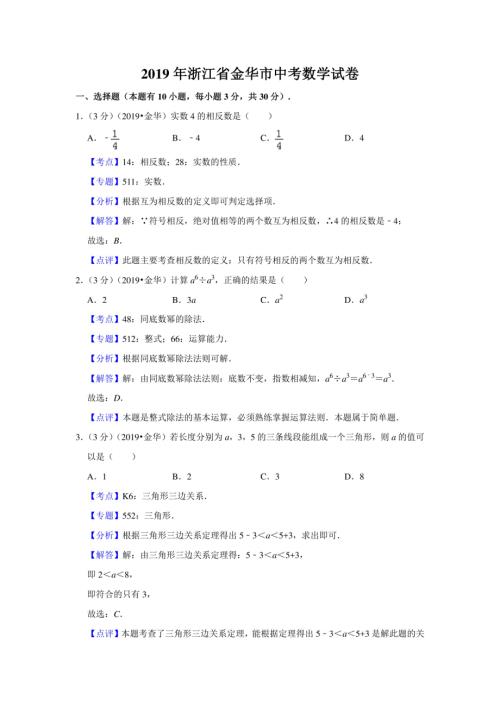
2019年浙江省金华市中考数学试卷(解析版)
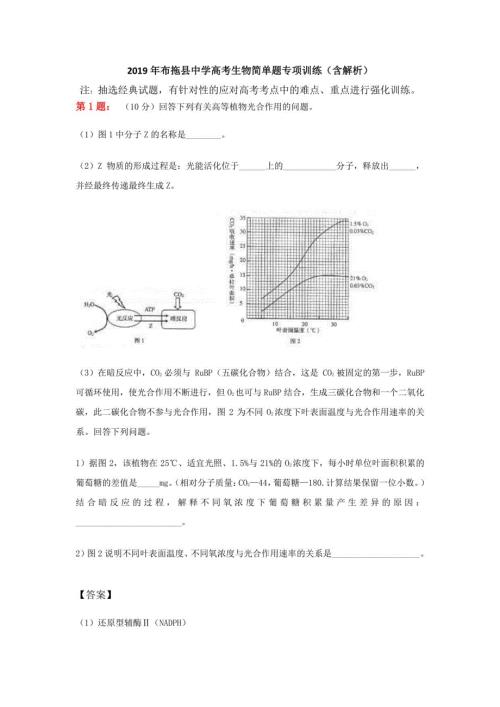
2019年布拖县中学高考生物简单题专项训练(含解析)
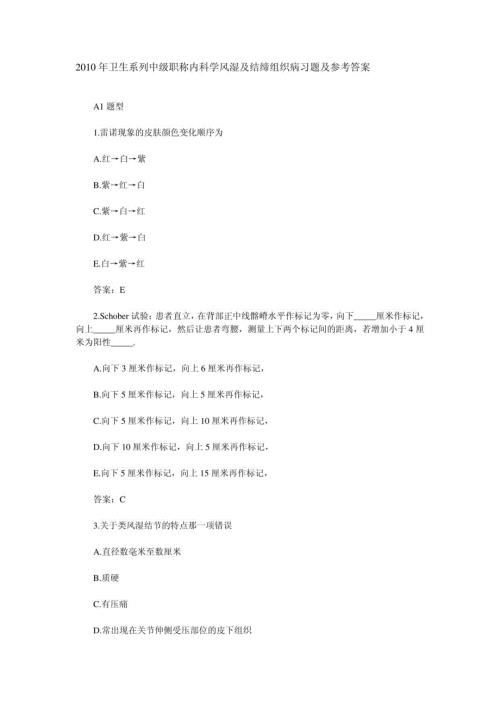
2010年卫生系列中级职称内科学风湿及结缔组织病习题及参考答案
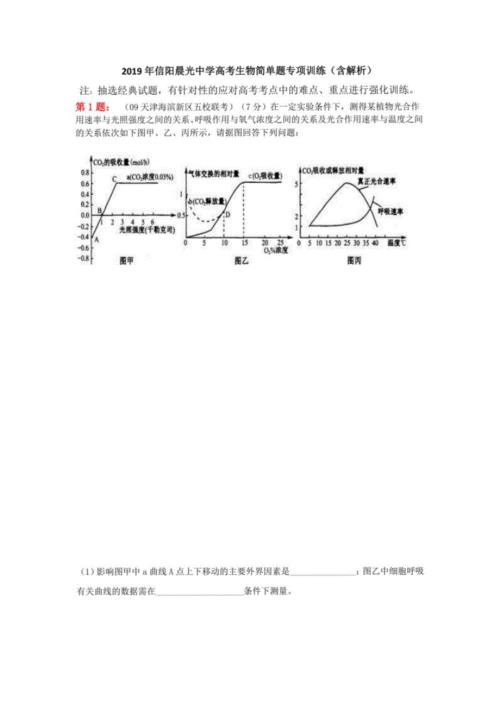
2019年信阳晨光中学高考生物简单题专项训练(含解析)
2018年一级建造师市政实务必考点

2019年和县第三中学高考生物简单题专项训练(含解析)
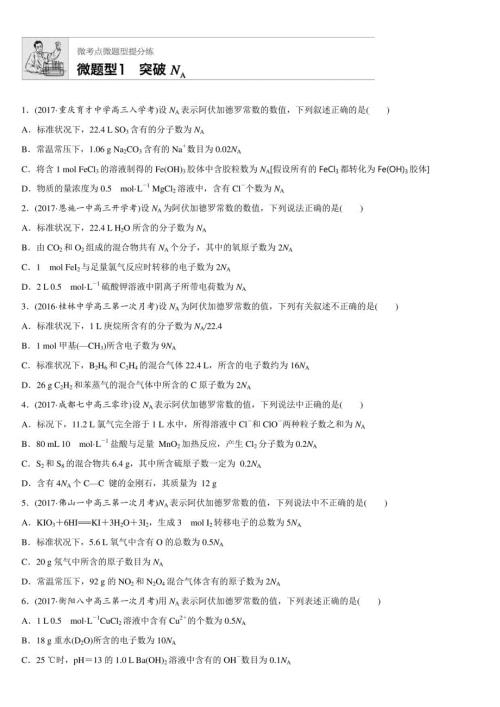
2018高考化学微题型微考点训练1--20
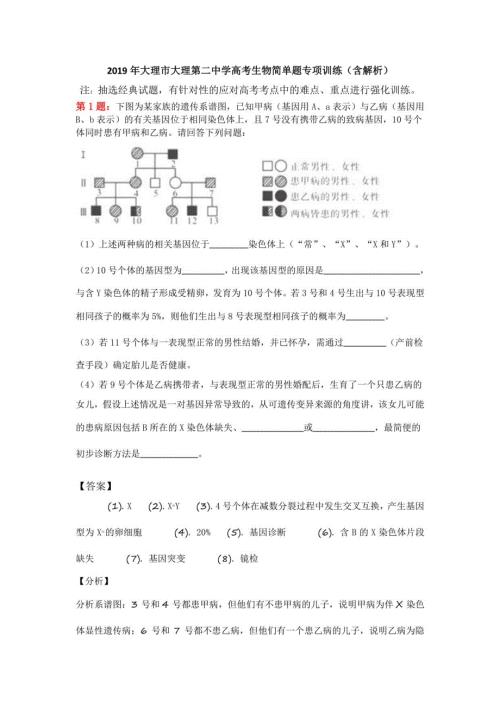
2019年大理市大理第二中学高考生物简单题专项训练(含解析)
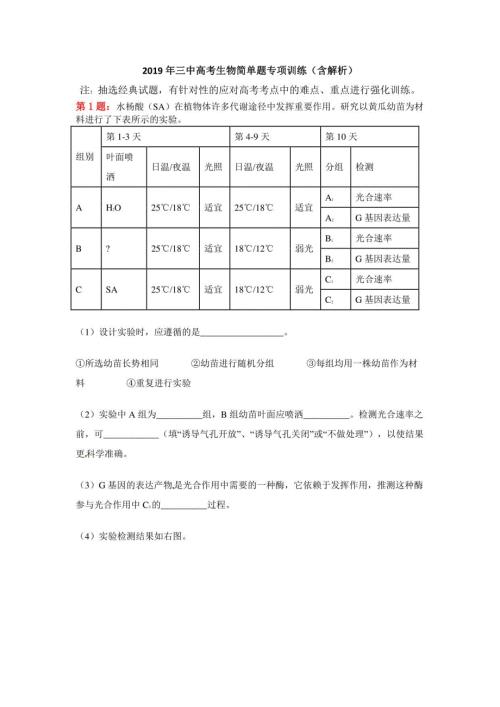
2019年三中高考生物简单题专项训练(含解析)
2018检验检测机构质量手册
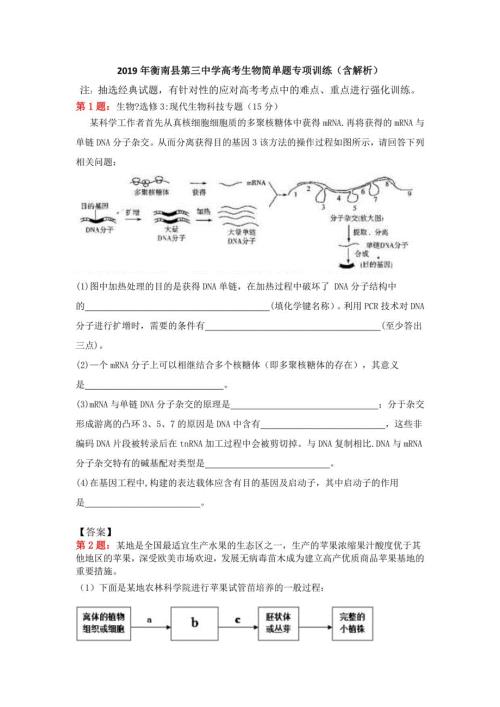
2019年衡南县第三中学高考生物简单题专项训练(含解析)
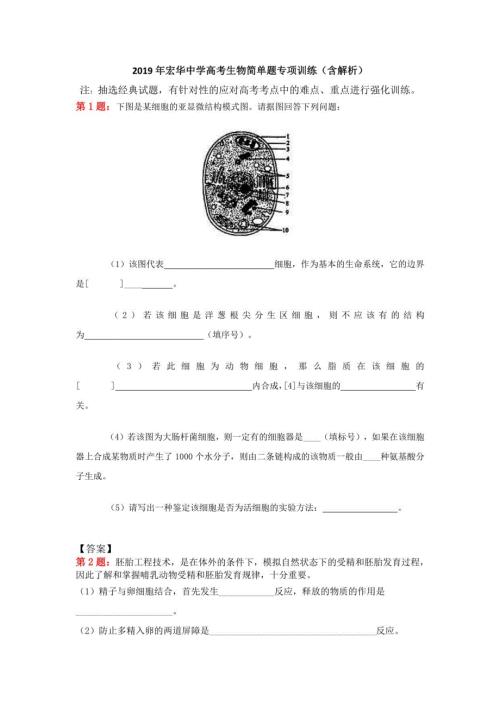
2019年宏华中学高考生物简单题专项训练(含解析)
2018年银行从业资格考试个人贷款考点重点难点总结

2018全省行政执法资格模拟考试试题
 英汉互译并选其中三个造句
英汉互译并选其中三个造句
2023-05-08 2页
Unit1Myname’sGina.Period3SectionB1a~1f
2023-08-01 3页
新视野大学英语读写教程第二册-翻译完形-原题及答案-1-10单元
2023-08-28 7页
英汉互译并选其中三个造句
2023-03-21 2页
2019年英语教师年度总结范文
2023-11-09 8页
牛津译林5b期中测试卷
2023-04-11 9页
英语专业本科培养计划
2023-05-30 5页
好听的英文名字(男)
2023-09-12 3页
【素材】Unit1Part2文本answersandmaterials(上教版)
2023-02-07 2页
机械英语专业名词
2022-12-27 52页