
硫磺事故案例
7页
1、硫磺事故案例和事故处理预案一、事故案例案例一:盘锦硫磺着火事故2001年12月9日20时20分许,盘锦市外环路与兴隆大街交叉路口处发生一起重大交通事故,一辆大约载有20多吨硫磺的大货车与右侧方向驶来的夏利车相撞后,一同滚入路旁壕沟里,大货车上的硫磺瞬间燃起大火,夏利车司机伤势过重抢救无效死亡,大货车司机与装卸工经抢救已脱离生命危险。昨日清晨,记者赶到事故现场,一辆车牌号为辽G60713的大货车和一辆车牌号为辽L91696白色夏利车都已滚入路旁无水的壕沟里。柏油路面上还散落着颗粒状的硫磺,大货车头已看不出模样,前轮被烧焦,车上的硫磺也被烧得所剩无几。夏利车的前身被大货车轧瘪了,车体彻底报废。令记者感到后怕的是,在肇事车辆的上方约10米处有2根电缆线、4根高压线横贯东西,若不是消防人员及时赶到,后果不堪设想。据清理现场的工人讲,大货车大约有20余米长,车上的货至少也有20吨。据盘锦市交警支队事故处理大队负责人介绍,这辆拉有硫磺的货车是从鲅鱼圈开往黑山去的,司机战立柱和装卸工岳维龙受重伤,目前已脱离生命危险。不幸的是夏利车司机牛风生(男,38岁)抢救无效死亡。肇事起火的原因是,由于相撞后产生
2、的惯性,致使大货车内的硫磺向前涌出,遇到温度较高的发动机之后,燃起大火案例二:某厂酸性水装置硫化氢中毒事故2000年1月21日,某厂催化装置精制工段酸性水系统停车,对各有关管线进行排液处理。按规定,应先将进料管线上的阀门关上,再打开出口阀排液。操作人员未按规定操作,排放过程中又无人监护,结果在进料管线内酸性水排完后,硫化氢气体经过进料管线排出,迅速弥漫整个泵房。正在泵房内打扫卫生的两名女工立即被熏倒,中毒窒息死亡。抢救中又有7人不同程度地硫化氢中毒。这是一起性质严重的违章操作事故。这起事故对于在含硫化氢设备区域工作的人们来说,无疑就是一个警示,那么在此类区域作业应如何避免人身伤亡事故呢?首先,含硫化氢设备区域作业人员上岗前必须接受硫化氢中毒急救防护知识的教育培训,并经考试合格方准上岗。通过培训,使职工懂得硫化氢是高度危险的窒息性气体,是强烈的神经毒物,全面掌握硫化氢的危害、性能和特征。硫化氢无色,有臭蛋味。起初硫化氢臭味的增强与浓度的升高成正比,但浓度升高时臭味反而减弱,所以不能依靠臭味强烈与否来判断有无中毒的危险。接触高浓度硫化氢,会出现神志模糊、昏迷、肌肉痉挛、大小便失禁等症状;当
3、浓度在1000mg/m3以上时,人犹如被电击一样,数秒钟内突然倒下,瞬间停止呼吸,若救护不及时,可致麻痹死亡。因此,在硫化氢区域工作的有关人员应每年接受一次硫化氢安全知识培训,使化们对硫化氢的危害有一个清醒的认识,增强自我防范意识。通过培训,还要使职工掌握事故现场急救要点,并进行演练,不断提高职工的安全操作技能和应急处理事故的能力。其次,要掌握设备区硫化氢的分布情况及本岗位存在的硫化氢中毒危险源,设置固定式的报警装置和安全警示牌。给职工配备完善、适用的防护和品,要求职工熟练使用、正确维护及妥善保管。最后,加快工艺技术的革新改造,使设备区硫化氢浓度符合国家卫生标准,实现生产过程密闭化。生产设备投料口、转动轴、管道接头、阀门、下水井都要完全封闭,对不能完全密闭的投料口和产生毒源的设备,要同时采取局部抽风和安装排毒装置,排出的硫化氢要经过净化处理才能排入大气。案例三:克石化硫磺装置人员氮气窒息事故事故经过: 2007年1月19日,克拉玛依石化公司硫磺回收装置停工检修,该车间技术员在进炉检查内部衬里时,因氮气窒息死亡。(一)、事故原因:1、装置停工,反应器用氮气保护,炉体与反应器未用盲板隔离,
4、导致反应器内保护氮气通过工艺管线窜入炉膛2、作业人员进入炉膛检查未开具任何票证,也未采取任何防护措施,在无监护人的情况下进入有限空间,导致事故发生。(二)、纠防措施:1、严格工艺纪律,设备充氮后必须用盲板隔离2、进入有限空间,设备必须吹扫隔离,并用空气置换,作业前必须开具相关票证,并用四合一气体检测仪全程检测,进入有限空间作业必须有人监护。案例四:硫磺开工烧坏人孔1999年8月15日16:30,某炼油厂硫磺回收装置操作员在巡检时发现炉人孔烧坏。(一)、事故经过:1999年7月10日,硫磺回收装置按计划点炉开工,7月10日点焚烧炉F-202,11日23:25时点燃烧炉F-101,14日点尾气炉F-201,转化器、炉开始烘烤,7月23日烘炉完毕;7月29日至30日R-101、R-102、R-201装催化剂,8月6日重新点火开工,8月13日引酸气入燃烧炉,系统继续升温,8月15日加大酸气入炉量,到16:30发现燃烧炉人孔烧坏而紧急停工。(二)、事故分析:造成主燃烧炉人孔烧坏的主要原因是:1、燃烧炉F-101衬里材料选材错误。2、风量表偏小,酸气量偏小,造成配风过大,主燃烧炉超温。3、主要仪表
《硫磺事故案例》由会员飞****9分享,可在线阅读,更多相关《硫磺事故案例》请在金锄头文库上搜索。
《论语》十二章全面解读

Web前端开发案例教程:12完整项目化妆品网站设计与实现

编程基础与实例教程-PHP
2019年抚顺市第六中学高考生物简单题专项训练(含解析)
2019年教科版八年级物理上册全册学案
2019年宝鸡晨光中学高考生物简单题专项训练(含解析)
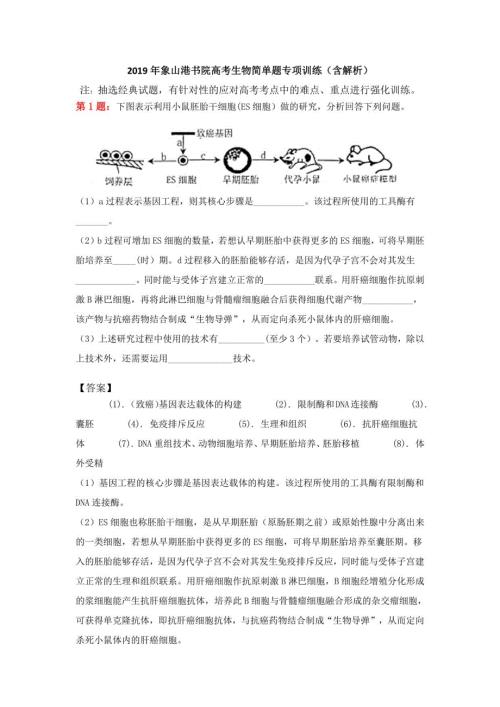
2019年象山港书院高考生物简单题专项训练(含解析)
2019年一级建造师工程经济考点总结

2019年小学教育教学工作总结4篇
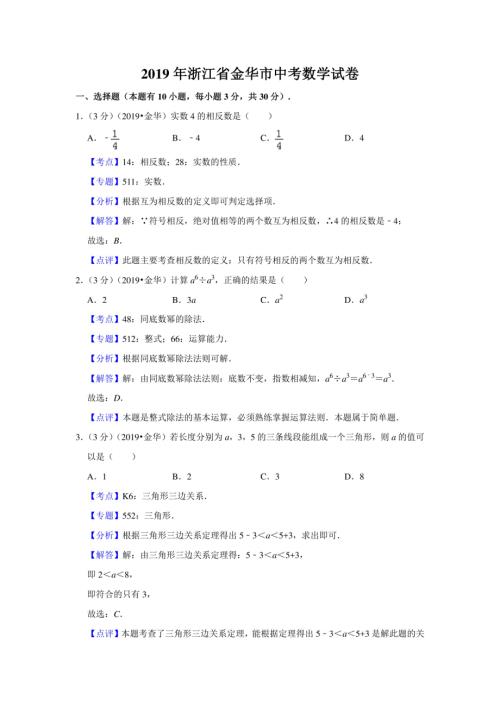
2019年浙江省金华市中考数学试卷(解析版)
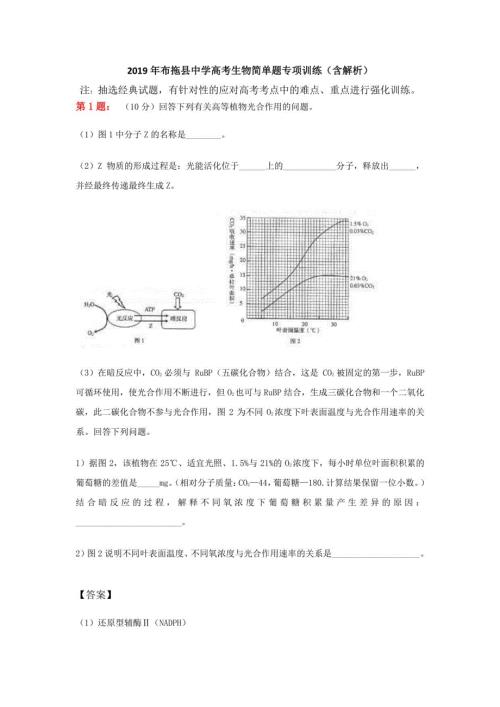
2019年布拖县中学高考生物简单题专项训练(含解析)
2010年卫生系列中级职称内科学风湿及结缔组织病习题及参考答案
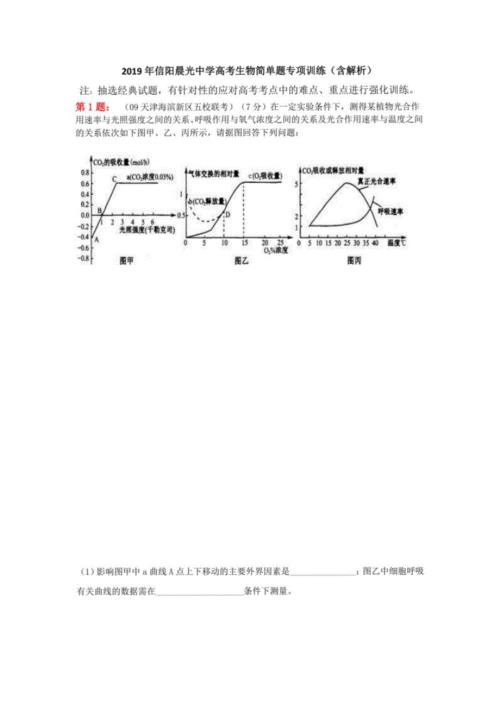
2019年信阳晨光中学高考生物简单题专项训练(含解析)
2018年一级建造师市政实务必考点

2019年和县第三中学高考生物简单题专项训练(含解析)
2018高考化学微题型微考点训练1--20
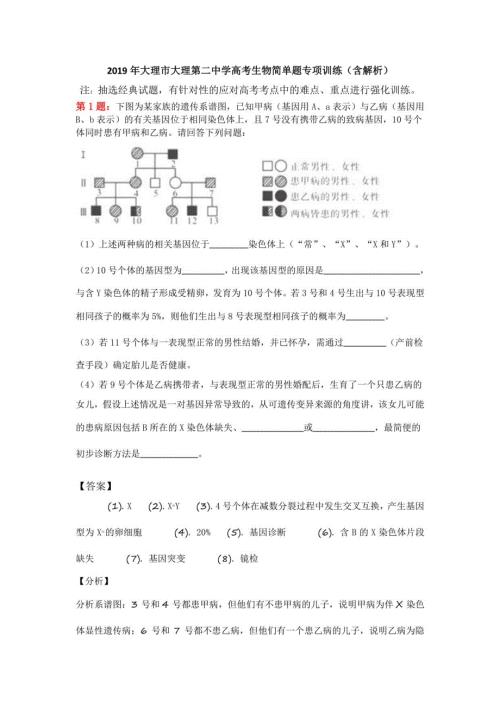
2019年大理市大理第二中学高考生物简单题专项训练(含解析)
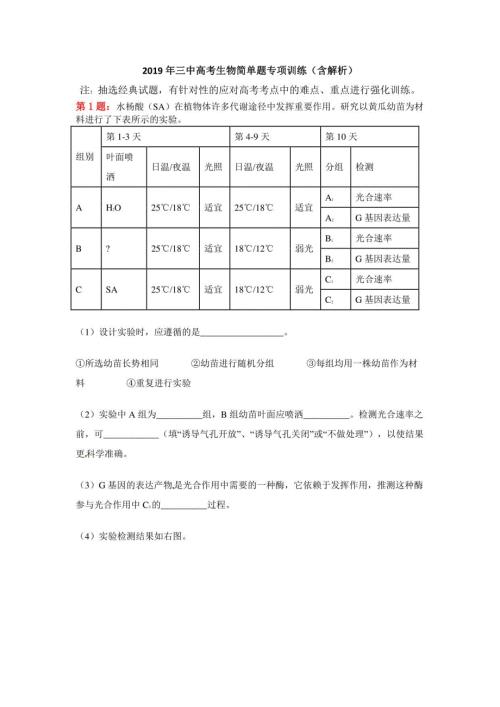
2019年三中高考生物简单题专项训练(含解析)
2018检验检测机构质量手册
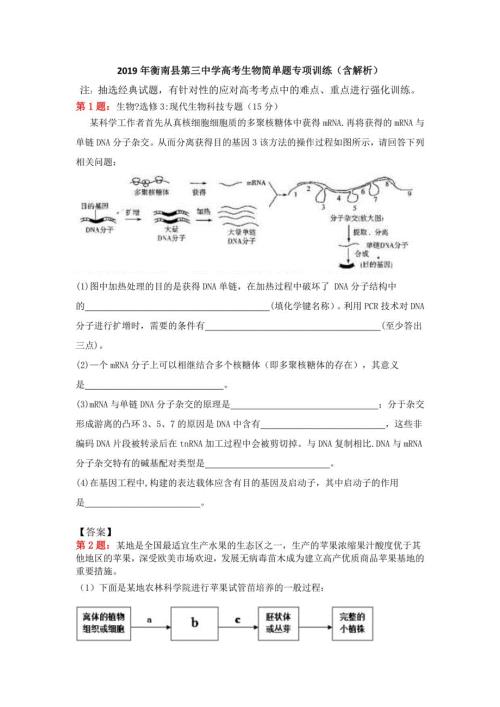
2019年衡南县第三中学高考生物简单题专项训练(含解析)
 2个子女(无)财产(有)债务离婚协议书
2个子女(无)财产(有)债务离婚协议书
2022-09-03 3页
离婚协议书的格式怎么写,离婚探视权协议书范本,离婚协议书简洁版
2024-02-23 2页
完美版中华人民共和国劳动法全文新版劳动法
2023-10-23 23页
法律的黑板报内容资料
2022-07-27 3页
《文化创新的途径》案例
2023-07-14 5页
物业法律法规的试题都有哪些
2023-03-15 5页
改革要果断推行政策制定要更小心doc
2023-12-07 3页
解除协议(模板)2024
2024-05-03 2页
天然气施工合同2024
2024-05-03 8页
招商运营服务合同2024
2024-05-03 6页