
FANUC 数控系统参数
12页
1、Fanuc 系统参数 一16 系统类参数1 SETTING 参数 参数号 符号 意义 16-T 16-M 0/0 TVC 代码竖向校验 O O0/1 ISO EIA/ISO 代码 O O0/2 INI MDI 方式公/英制 O O0/5 SEQ 自动加顺序号 O O2/0 RDG 远程诊断 O O3216 自动加程序段号时程序段号的间隔 O O2RS232C 口参数20 I/O 通道(接口板):0,1:主 CPU 板 JD5A2: 主 CPU 板 JD5B3:远程缓冲JD5C或选择板1的JD6A(RS-422)5: Data Server10 :DNC1/DNC2 接口 O O100/3 NCR 程序段结束的输出码 O O100/5 ND3 DNC运行时:读一段/读至缓冲器满O OI/O 通道 0 的参数:101/0 SB2 停止位数 O O101/3 ASII 数据输入代码:ASCII 或 EIA/ISO O O101/7 NFD 数据输出时数据后的同步孔的输出 O O102 输入输出设备号:0:普通RS-232 口设备(用DC1-DC4码)3: Handy File(3 软盘驱动器
2、)O O103 波特率:10: 480011 : 960012: 19200 O OI/O 通道 1 的参数:111/0 SB2 停止位数 O O111/3 ASI 数据输入代码:ASCII 或 EIA/ISO O O111/7 NFD 数据输出时数据后的同步孔的输出 O O112 输入输出设备号:0:普通RS-232 口设备(用DC1-DC4码)3: Handy File( 3软盘驱动器) O O113 波特率: 10: 480011 : 960012: 19200 O O 其它通道参数请见参数说明书。3进给伺服控制参数1001/0 INM 公/英制丝杠 O O 1002/2 SFD 是否移动参考点 O O 1002/3 AZR 未回参考点时是否报警(#90 号) O 1006/0,1 ROT,ROS 设定回转轴和回转方式 O O 1006/3 DIA 指定直径/半径值编程 O 1006/5 ZMI 回参考点方向 O O1007/3 RAA回转轴的转向(与1008/l:RAB合用)O O 1008/0 ROA 回转轴的循环功能 O O1008/1 RAB 绝对回转指令时,是否近距回转
3、 O O 1008/2 RRL 相对回转指令时是否规算 O O 1260 回转轴一转的回转量 O O1010 CNC的控制轴数(不包括PMC轴)O O1020 各轴的编程轴名 O O1022 基本坐标系的轴指定 O O1023 各轴的伺服轴号 O O1410 空运行速度 O O1420快速移动(G00)速度O O1421快速移动倍率的低速(Fo) O O1422 最高进给速度允许值(所有轴一样) O O1423 最高进给速度允许值(各轴分别设) O O1424 手动快速移动速度 O O1425 回参考点的慢速 FL O O1620 快速移动 G00 时直线加减速时间常数 O O 1622 切削进给时指数加减速时间常数 O O1624 JOG方式的指数加减速时间常数O O 1626 螺纹切削时的加减速时间常数 O 1815/1 OPT 用分离型编码器 O O 1815/5 APC 用绝对位置编码器 O O 1816/4,5,6 DM1-3 检测倍乘比 DMR O O 1820指令倍乘比CMR O O1819/0 FUP 位置跟踪功能生效 O O1825 位置环伺服增益 O O1826 到
4、位宽度 O O1828 运动时的允许位置误差 O O1829 停止时的允许位置误差 O O1850 参考点的栅格偏移量 O O1851 反向间隙补偿量 O O1852 快速移动时的反向间隙补偿量 O O 1800/4 RBK 进给/快移时反向间补量分开 O O4坐标系参数1201/0 ZPR 手动回零点后自动设定工件坐标系 O O1250 自动设定工件坐标系的坐标值 O O1201/2 ZCL 手动回零点后是否取消局部坐标系 O O1202/3 RLC 复位时是否取消局部坐标系 O O1240 第一参考点的坐标值 O O1241 第二参考点的坐标值 O O1242 第三参考点的坐标值 O O1243 第四参考点的坐标值 O O5行程限位参数1300/0 OUT 第二行程限位的禁止区(内/外) O O1320 第一行程限位的正向值 O O1322 第一行程限位的反向值 O O1323 第二行程限位的正向值 O O1324 第二行程限位的反向值 O O1325 第三行程限位的正向值 O O1321 第三行程限位的反向值 O O6DI/DO 参数3003/0 ITL 互锁信号的生效 O O3
《FANUC 数控系统参数》由会员m****分享,可在线阅读,更多相关《FANUC 数控系统参数》请在金锄头文库上搜索。
专技天下2018网络效应
浙江温州市生态环境保护行政执法队招考聘用笔试题库含答案解析
幼儿园毕业班老师致辞优秀5篇
荐我的初中生活作文
材料员考试专业基础知识典例考试历年真题汇总含答案参考52
2023年夫妻自愿离婚协议书模板合集(精选文档)
电话营销和销售帮助你获得更多利润
2023年财务年度个人总结(2篇).doc
采购员年终个人总结标准模板(5篇).doc
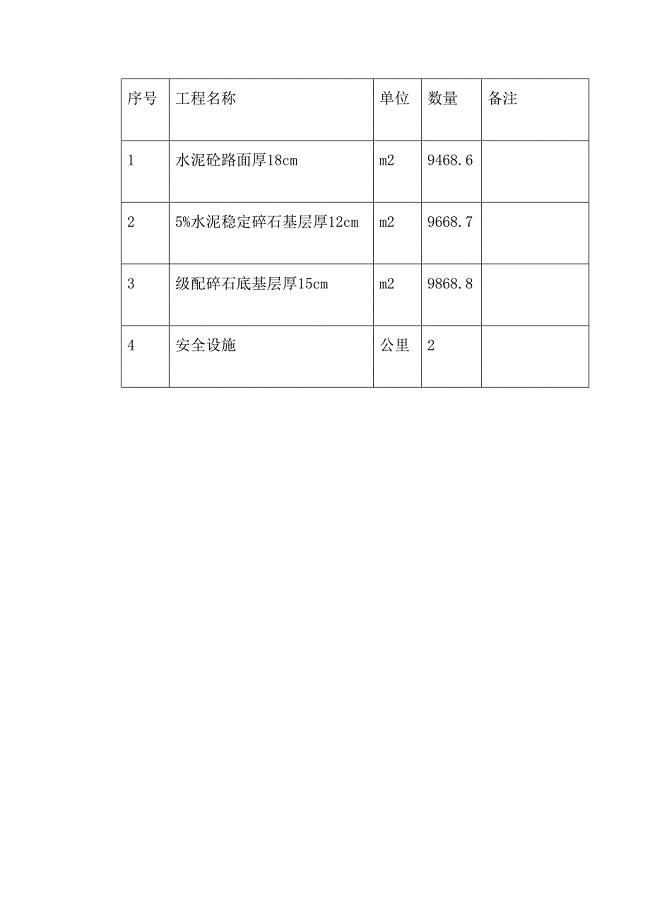
f低等级村道公路施工总结
2019年科教版五年级科学下教案
空调维护保养三措两案
部编人教版一年级上册数学期中考试必考题
领导工作失职检讨书
春季开学典礼老师发言稿
结婚女方家长讲话稿
工程跨越XX通航河流施工及方案
校园兼职平台营销策划书
2022开学典礼发言稿_128
《巧手制作机器人》教案
 CIPP拉入法内衬修复紫外线固化.x
CIPP拉入法内衬修复紫外线固化.x
2022-10-26 20页
综合实践活动课程的实施建议
2022-09-03 7页
JS0416 110kV输电线路耐张杆上安装导线防震锤
2023-11-25 4页
论目的语环境中的汉语习得
2023-10-04 12页
网站作品评价参考依据
2023-06-03 2页
药理学重要首选药
2023-11-28 3页
跨学科发展及演变探讨
2023-06-26 1页
论文:拓宽教育基金募集渠道若干途径的探讨.doc
2023-06-22 12页
煤矿安全生产长远发展规划
2023-10-15 4页
综合铁路交通枢纽论文
2022-12-18 13页