
毕业设计论文齿轮油泵零件右端盖设计
17页
1、齿轮油泵零件右端盖的设计第一部分 摘要此设计当中包含了机械设计,机械制图,数控加工工艺和数控编程夹具设计等基本知识。在此我以齿轮油泵零件的右端盖为研究对象,通过深入的构思和多次的查阅资料,设计出合理的工艺装备及编制出合理的加工工艺和程序。学会用理性思维发现问题,处理问题,并解决问题。以达到最终实际目的,使自己的理论知识与实际知识更好的融合在一起。1、 齿轮油泵右端盖的功用和结构特点 齿轮油泵右端盖是齿轮油泵的基础零件之一,用手将一些轴套和齿轮等零件组装在一起,使其保持正确的相互位置,并按照一定的传动关系协调的运动。组装后的齿轮油泵,用端盖的基准平面安装在机器上。因此,齿轮右端盖的加工质量对箱体部件装配后的精度有着决定性的影响。且其属于剖分式箱体,结构特点为:结构形状稍微复杂,内部呈空腔,箱壁较厚且不均匀,其上有许多精度要求很高的轴承孔和装配用的基准平面。此外,还有一些精度要求不高的紧固孔和次要平面。因此,齿轮油泵右端盖要加工部位较多,加工难度也较大。2、 齿轮油泵右端盖的材料和毛坯齿轮油泵右端盖采用灰铸铁HT200,它是有容易变形,吸振性好,耐磨性及切削性好等特点。当生产批量不大时齿轮
2、油泵右端盖毛坯采用木模手工造型,制作简单但毛坯精度较低,余量也较大,大批、大量生产时则采用金属模机器造型。毛坯精度高,余量可适当减少。在单件生产时,有时采用焊接件作毛坯,以缩减短生产周期。关键词数控编程、加工工艺、铣削加工、齿轮油泵右端盖、装夹方案AbstractThis design which includes mechanical design, mechanical drawing, digital processing technology and design of numerical control programming, such as basic knowledge of the fixture. I gear pumps in order to cover parts of the right to study, through in-depth access to a number of ideas and information, design and reasonable process and the preparation of equipment at
3、 a reasonable level of processing technology and procedures. Institute found that the problem with rational thinking to deal with the problem and solve the problem. In order to achieve the ultimate objective of practical, so that their theoretical knowledge with practical knowledge and better together. cover the right gear pump function and structure of the characteristics of the Gear pump cover is the right gear pumps on the basis of one of the parts, some with their hands and sleeve assembly o
4、f parts such as gears together to keep each other in the right position, and in accordance with the transmission of a certain relationship between the co-ordination of movement. After the assembly of gear pumps, cover with the base machine installed in the plane. As a result, the right gear on the cover of the processing quality of the cabinet after the assembly of precision components have a decisive impact. And his cabinet belong to Split, structural characteristics: the structure of the shape
《毕业设计论文齿轮油泵零件右端盖设计》由会员s9****2分享,可在线阅读,更多相关《毕业设计论文齿轮油泵零件右端盖设计》请在金锄头文库上搜索。
五一劳动节活动方案
菏泽扎啤机项目实施方案范文参考
卫生院基本公共卫生服务年终工作总结.doc
不等式与不等式组复习教案
校本研修工作总结范文(3篇).doc
初中体育教师工作总结
商业银行3000字论文
春节活动方案格式版(4篇)

55寸液晶拼接屏设计方案
寒假期末工作总结(4篇).doc
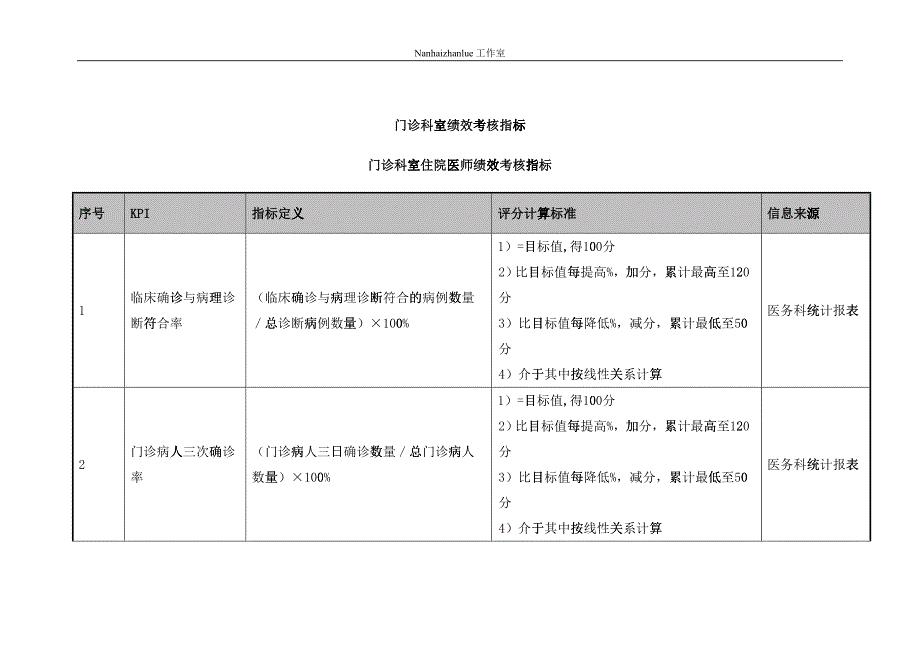
医院门诊科室住院医师绩效考核指标
2021年小学招生工作自查报告.doc
2023年四川省成都市青白江区清泉镇八仙桥社区工作人员(综合考点共100题)模拟测试练习题含答案
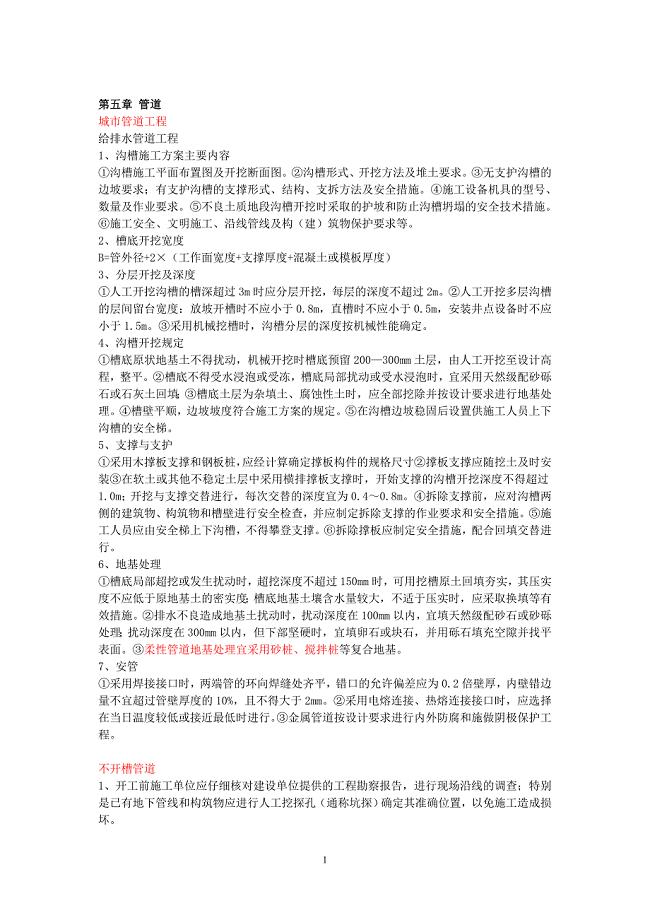
市政系列5-管道
物流公司规章制度
2014-2015学年度第一学期高二政治组集体备课记录表5
小学三年级100道口算题
XX年度表彰优秀教师代表发言稿

精选的因服兵役的辞职汇报范文五篇
中央空调改造安装合同修改版
 2022银行存款营销工作计划
2022银行存款营销工作计划
2023-07-25 3页
单片机原理与接口技术专业设计LED点阵广告屏
2023-10-31 32页
最新高中数学苏教版选修12 第2章 章末总结 课时作业
2023-10-31 6页
2023年新一年采购工作计划(三篇).doc
2023-09-10 11页
新版辽宁版高三数学【理】上学期第一次月考试题含答案
2022-08-03 8页
江苏省永丰初级中学七年级英语下册Unit6Outdoorfun知识点复习无答案新版牛津版
2023-03-14 4页
餐饮软件合同范本5篇
2022-10-13 5页
工字钢支撑钢管支模架专项施工组织方案
2023-12-01 34页
小学个人工作计划
2023-04-30 5页
一段情话最暖心给女生
2023-12-07 4页