
第一节 砂轮的特性与选择
10页
1、第一节 砂轮的特性与选择 砂轮是由磨料和结合剂构成的,磨料与结合剂之间有许多空隙,起着散热的作用。砂轮的特性包括以下几个方面;磨料、粒度、结合剂、硬度、组织、形状和尺寸等。 一.磨料 磨料是砂轮的主要组成成分,它除了应具备锋利的尖角外,还应有高的硬度和耐热性以及一定的韧性。常用的磨料代号、特点及应用范围见表 4-1。 表 4-1 常用磨料的特点及应用 类别 磨料名称 代号 颜色 硬度 韧性 应用范围 刚玉类 棕刚玉 GZ ( A ) 棕褐色 低 高 大 小 磨削碳钢、合金钢、可锻铸铁等 白刚玉 GB ( WA ) 白色 磨削淬火钢、高速钢、高碳钢等 单晶刚玉 GD ( SA ) 浅黄或乳白 磨削不锈钢、高钒高速钢及其它难加工材料 铬刚玉 GG ( PA ) 紫红色 磨削淬硬高速钢、高强度钢、特别适用于成形磨削 碳化硅类 黑色碳化硅 TH ( C ) 黑色 磨削铸铁、黄铜、耐火材料及非金属材料 绿色碳化硅 TL ( GC ) 绿色 磨削硬质合金、宝石、陶瓷、玻璃等 高硬磨料 立方氮化硼 CBN 黑色 磨削各种高温合金,高钼、高钒、高钴钢、不锈钢等 人造金刚石 MBD RVD 乳白色 磨削
2、硬质合金、光学玻璃、宝石、陶瓷等硬度材料 二、粒度 粒度是指磨料颗粒尺寸的大小。砂轮的粒度对磨削表面的粗糙度和磨削效率由很大影响。粒度号小则磨削深度大,故磨削效率高,但表面粗糙度大。所以粗磨时,一般选粗粒度,精磨时选细粒度。磨软金属时,多选用粗的磨粒,磨脆和硬的金属时,则选用较细的磨粒,详见表 4-2 。 表 4-2 粒度及尺寸和适用范围 粒度号 公称尺寸 / m m 适用范围 粒度号 公称尺寸 / m m 适用范围 8 # 36 # 31507500 500400 荒磨、打毛刺 切断钢坯 280W40 5040 4028 精磨、螺纹磨、珩磨 超精加工 46 # 80 # 400315 200160 粗磨 半精磨 W28W7 2820 75 精密磨削 超精密加工、制造研磨剂 100 # 240 # 31507500 500400 6350 精磨 成形磨 珩磨 W5W0.5 53.5 0.5 超精密加工、研磨 镜面磨削 三、硬度 砂轮的硬度是指砂轮工作时,磨料自砂轮上脱落的难易程度。砂轮硬即表示磨粒难脱落,砂轮软,表示磨粒易脱落。一般情况下,加工硬度大的金属,应选用软砂轮;加工软金属时,
3、应选用硬砂轮。粗磨时,选用软砂轮;精磨时,选用硬砂轮。砂轮的硬度等级见表 4-3。 表 4-3 砂轮硬度等级 等级 超软 软 中软 中 中硬 硬 超硬 代号 GB2484-84 CR R1 R2 R3 ZR1 ZR2 Z1 Z2 ZY1 ZY2 ZY2 Y1 Y2 CY GB2484-94 D E F G H J K L M N P Q R S T Y 四、结合剂 结合剂是把磨粒粘结在一起组成磨具的材料。常用的结合剂性能及应用范围见表 4-4。 五 、 组织 砂轮的组织是指组成砂轮的磨料、结合剂、空隙三部分体积的比例关系。通常以磨粒所占砂轮的百分比来分级。有三种组织状态(紧密、中等、疏松)共 15级(014)、组织号越小,磨粒所占的比例越大,砂轮越致密。砂轮疏松则不易堵塞,并可把切削液或空气带入切削区,降低磨削温度,但过分疏松则磨粒含量小,容易磨钝和失去正确的廓形。故粗磨时应采用疏松砂轮,精磨时应采用组织教紧密的砂轮。 六、形状和尺寸 砂轮的形状和尺寸是根据磨床类型、加工方法及工件的加工要求来确定的。根据 GB2484-94规定。 砂轮的特性均标记在砂轮的侧面上,其顺序是:形状代号、尺
4、寸、磨料、粒度号、硬度、组织号、结合剂和允许的最高线速度。如:砂轮 1-3003075-A60S6V-35 m/s 表示 , 平形砂轮外径300 mm 、 厚度 30mm、内径75 mm ,棕刚玉磨料, 60 # 粒度,硬度为硬1等级,6号组织,陶瓷结合剂,最高线速度35 m/s 。第二节 磨削运动及磨削过程 一、磨削运动 磨削时,加工对象不同,其所需运动也不同,归结起来一般有四个运动,如图 4-1所示。 1.主运动 砂轮的旋转运动。磨削速度即为砂轮外圆的线速度。 (4-1) 式中:v 磨削速度( m/s ); d0 砂轮直径 ( mm ); n0 砂轮转速( r/min )。 普通磨削速度v为 3035 m/s ,当v 45 m/s 时,称为高速磨削。 2.径向进给运动 是指砂轮径向切入工件的运动。工作台每双(单)行程内工件相对砂轮径向移动的距离称为径向进给量,记为 fr 。单位为mm/dstr 3.轴向进给运动 工件相对于砂轮的轴向运动。以轴向进给量表示,记为 f a 。其单位为:mm/r(圆磨削)、mm/dstr (平磨)。一般fa =(0.20.8)B,B为砂轮宽度。 4.工件
《第一节 砂轮的特性与选择》由会员汽***分享,可在线阅读,更多相关《第一节 砂轮的特性与选择》请在金锄头文库上搜索。
区文化系统工作
幼儿大班工作计划汇总五篇.doc
学校周边环境治理措施
关于梦想演讲稿范文汇编九篇
2023年学校综治安全工作制度五篇
解三角形大题专项训练
房屋租赁合同范文合集7篇
幼儿园特殊体质幼儿的管理
火灾桌面演练方案
演讲稿:团结协作铸造团队精神
最新脊柱内镜技术管理制度和质量保障
市幼儿园2016年度优秀家长颁奖流程和主持词活动安排
医疗质量提升行动阶段工作总结
精选个人借款合同律师版(5篇).doc
备战2019年高考政治 纠错笔记系列 专题15 思想方法与创新意识(含解析)
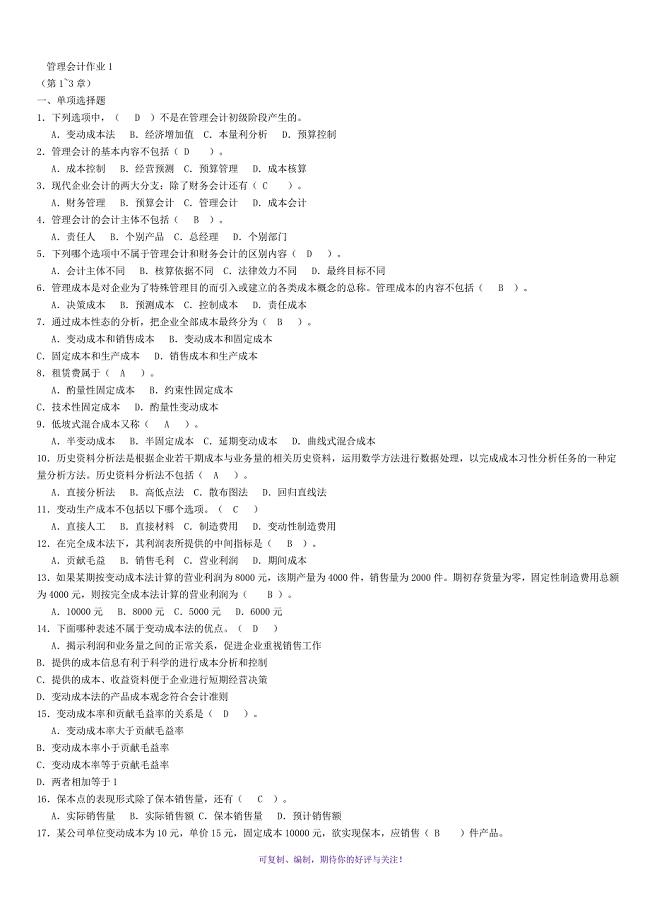
电大管理会计形成性考核册答案Word版
2023年度文艺申请书
(机构适用)上海市2024年中考语文冲刺(考点梳理+强化训练)-04 说明文(一)常见题型
非金融企业债务融资工具信用评级业务调查访谈工作规程
精编【北师大版】四年级上册数学:第8单元第1课时 不确定性 课时作业
 2022现代农业产业园区发展调研报告(四篇)
2022现代农业产业园区发展调研报告(四篇)
2023-09-24 46页
年级双手向前掷实心球教学教案
2023-01-10 4页
CJJ1-2008《城镇道路工程施工与质量验收规范》
2023-07-29 107页
施工图预算毕业设计论文终稿
2024-01-01 51页
基于rls算法的多麦克风降噪课程设计正文--大学论文
2023-02-26 32页
文言文虚词系统复习
2022-08-18 9页
精品资料(2021-2022年收藏)旅游农家乐平台网站建设方案
2022-12-01 11页
高三英语教师考核个人总结精选
2023-10-15 4页
九年级物理-运动和力
2022-10-20 7页
预防接种工作流程
2023-06-10 1页