
毕业设计(论文)-某直升机内部托架冲压成形工艺分析及模具设计
37页
1、南昌航空大学学士学位论文 毕业设计(论文)题 目:某直升机内部托架冲压成形工艺分析及模具设计全套图纸加扣3012250582 学 院: 航空制造工程学院 专业名称: 机械设计制造及其自动化 班级学号: 学生姓名: 指导教师: 二O一五 年 六 月 1 引言1 1.1 选题的依据及意义1 1.2 课题的来源、目的及意义12 冲压成型分析2 2.1工件工艺分析2 2.2 冲裁、弯曲、翻边工艺分析2 2.3 冲压工艺方案的确定3 2.4 排样设计与计算33 模具设计5 3.1冲裁模具设计5 3.1.1 模具结构5 3.1.2 模具工作部分尺寸计算5 3.1.3冲压力及压力中心计算10 3.1.4标准件的选用10 3.1.5非标准件12 3.1.6 零件装配16 3.2弯曲-翻边模具结构设计17 3.2.1模具结构17 3.2.2模具工作部分尺寸计算18 3.2.3压力与压力中心的计算21 3.2.4标准件的选用22 3.2.5非标准件24 3.2.6零件装配284 结论29参考文献30致 谢31附录321 引言1.1 选题的依据及意义 冲压加工在现代工业生产中,尤其是大批量生产中应用十分广泛
2、。过去很多使用传统的工艺方法进行加工的工件,比如铸造、锻造和切削等加工方法制造的零件,现在大部分也被刚度好、质量轻的冲压零件所代替。所以本次毕业设计的“某直升机内部托架冲压成形工艺分析及模具设计”选题具有较强的实际应用和研究价值。冲压顾名思义是通过压力让模具使材料进行塑性变型从而得到所需求零件的一种加工方法,压力的来源于压力机。冲压通常是在常温下对材料进行冷变形加工,而且大部分采用板料来加工成所需零件,所以也叫冷冲压或板料冲压。冲压是材料压力加工或塑性加工的主要方法之一,隶属于材料成型工程术。冲压所使用的模具称为冲压模具,简称冲模。冲压模具是将材料批量加工成所需冲压件的专用工具。冲压模具在冲压这一加工方法的核心,没有符合要求的冲压模具,想要批量冲压生产就很难进行;没有先进的冲压模具,先进的冲压工艺也就无法实现。 模具是工业生产的基础,用模具生产出来的工件价值远远大于模具的价值,所以模具在工业生产中有着重要的地位。模具设计是一项综合性的技术,它的涉及范围包括工艺、材料和设备,是由机电一体化、计算机、机加工、热处理、锻造以及铸造等诸多工艺方法共同打造出来的一种系统工程。 用模具生产制品具有
3、低消耗、高效率、高一致性、高复杂程度和高精度等特点,这是其他任何加工制造方法所不及的。模具很大程度上决定产品的质量、效益和新产品的开发能力。模具制造的质量将直接影响产品性能水平的高低,在大批量生产背景下,模具设计有着重大的意义。1.2 课题的来源、目的及意义 毕业设计的主要目的有两个:一是让学生掌握查阅查资料手册的能力,能够熟练的运用相关软件进行模具设计。二是掌握模具设计方法和步骤,了解模具的加工工艺过程。随着科学技术的发展需要,模具设计成为了最重要的机械工程专业教学中的一个,是一个实践性很强的学科,我们综合运用所学知识,通过专业的综合运用知识,让学生从设计到制造过程中都基本上一个理解为今后的工作和进一步研究的研究打下了坚实的基础。2 冲压成型分析2.1工件工艺分析 某直升机尾梁内部托架,制件材料为2024-T3铝,厚度为1mm,除孔要求精度为IT10,其余精度为IT12,小批量生产。2.2 冲裁、弯曲、翻边工艺分析(1) 冲裁工艺分析 通过冲孔-落料这一工序得到的零件图如图2.1:图2.1零件展开图 零件结构:通过零件图可以得知此冲裁件结构简单并且整体对称,故比较适合冲裁。 尺寸精度
《毕业设计(论文)-某直升机内部托架冲压成形工艺分析及模具设计》由会员工****分享,可在线阅读,更多相关《毕业设计(论文)-某直升机内部托架冲压成形工艺分析及模具设计》请在金锄头文库上搜索。
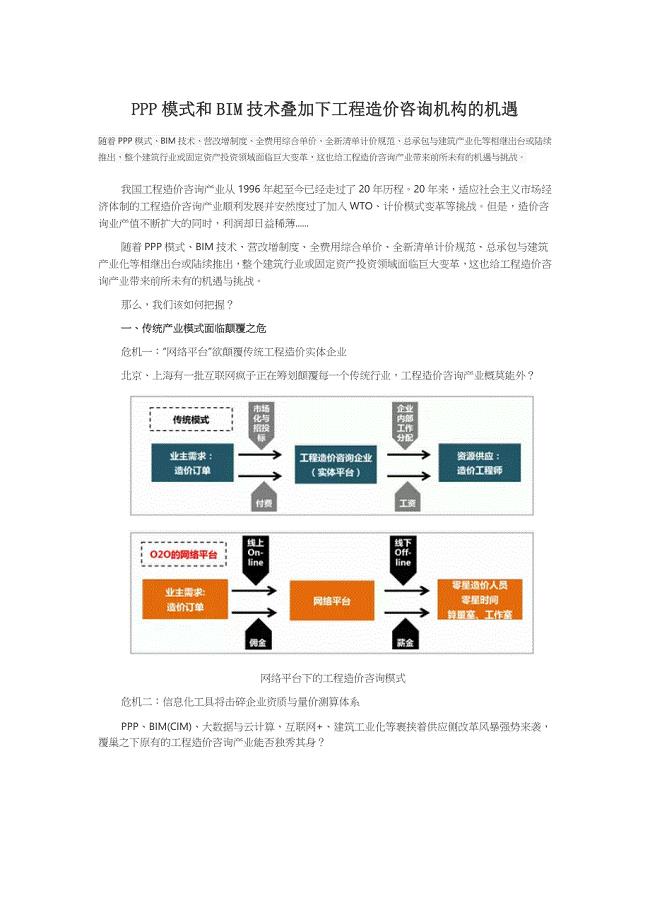
PPP模式和BIM技术叠加下工程造价咨询机构的机遇
共享单车大数据合理应用的探究
电子科技大学21春《多媒体通信》离线作业2参考答案84
某亮化项目施工组织方案设计
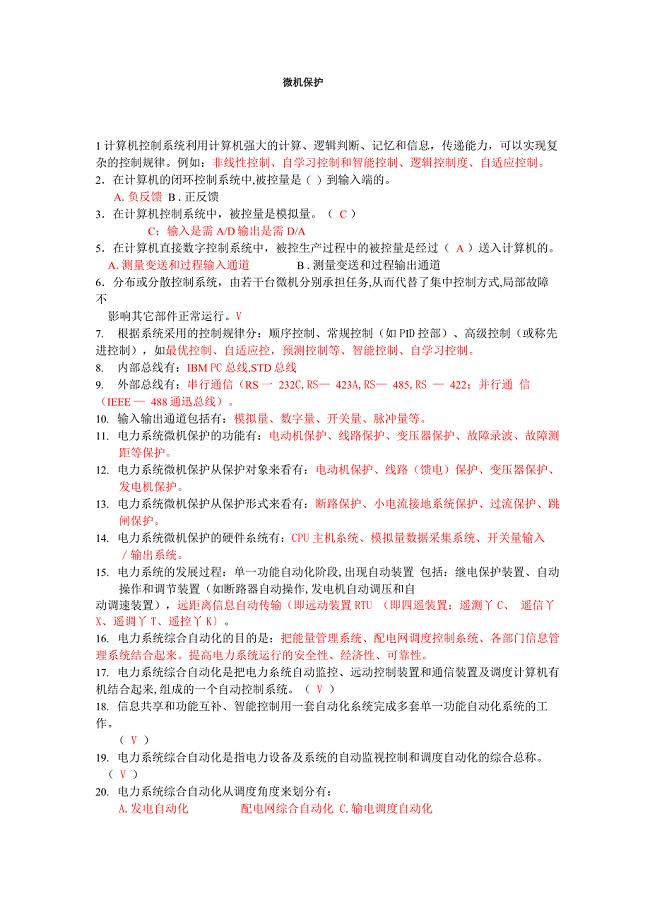
微机保护考题
看图找关系(教育精品)

陕西关于成立压裂支撑剂公司可行性研究报告
幼儿园集体活动策划书怎么写
集团公司出纳人员2022年年终工作总结2篇
大学生简历表格模板
初中物理声光热基础知识复习提纲

小学高效课堂小组建设探究与实施方案
保险企业业务营销员个人事迹
六年级上学期数学期末考试全面西师大版
年高中地理人教版必修二学案:模块复习课 Word版含答案

班主任老师致学生家长的一封信
更换牵引电机安全技术措施
全球四大卫星定位系统
(晓出净慈寺送林子方)杨万里
心理学作业
 如何如何拟定论文提纲(开题报告)
如何如何拟定论文提纲(开题报告)
2023-02-01 4页
在组织部长任职培训班上的研讨发言
2023-09-10 7页
注水泵工和理论知识试题中级工
2022-12-12 28页
证券投资课程设计
2023-12-01 12页
中小企业管理会计问题的研究
2022-11-17 16页
“互联网+”代理记账云会计
2023-05-03 16页
电脑内存报警故障分析及解决方法!不能少看的内存故障知识!
2022-11-21 3页
创无渗漏住宅工程的措施探讨
2022-12-21 10页
步进式输送机设计
2023-11-04 19页
弱电智能化设计合同
2023-08-09 6页