
支持自顶向下CAD技术
32页
1、支持自顶向下的 CAD 技术,首先从概念设计阶段入手,应进行功能分解,即通过设计计算将总功能分解成一系列的第一级子功能,确定每个子功能参数,其次进行结构设计,即根据总的功能及各个子功能的要求,设计出总体结构(装配)及确定各子部件(子装配体)之间的位置关系、连接关系、配合关系。位置关系、连接关系、配合关系及其它参数通过几何约束或参数约束等来确定。构成装配特征的几何特征面:圆柱面,圆孔面。装配约束:约束UF_ASSEM_center)。连接关系、尺寸关联链(直接关联、间接关联)特征是由一定的几何、拓扑信息与一定的功能和工程语义信息所组成的集合,是定义产品模型的基本单元。它包括形状、尺寸、精度、装配、材料、工艺、制造、管理等方面的内容,易于CAD/CAPP/CAM的集成。形体特征是诸多特征中最重要的一部分,复杂的产品完全可以通过简单的形体特征来实现,这些简单的形体特征可以概括为拉伸、旋转、倒角、扫描、台阶、孔、肋、管、螺纹等。而制造特征包含着在制造方面的诸多属性。从制造角度考虑,制造特征有型腔、台阶、槽、孔、倒角等。制造特征的引入,使设计与工艺思考相吻合,方便了数控加工。2弹尖支径计算(1)
2、 圆心在起弧线上(即圆弧与圆柱部相切)(a)(2) 圆心在起弧线下(b)式中各种铅件形状 a为普通枪弹铅套 枪弹装配分为两大部分,即弹头装配和成弹装配。将枪弹弹头诸元件按产品固要求装配并结合成一个整体,从而获得弹头最后尺寸、形状和质量的工艺过程的总合称为弹头装配。将枪弹的全部元件(弹头、弹壳、底火、发射药)装配成一整体,使达到枪弹员终的、符合产品图规定的形状和尺寸的工艺过程的总合称为成弹装配。枪弹装配分为弹头装配和成弹装配。弹头装配通过收口形成尾椎固定,有的有紧口沟;成弹装配需要弹壳涂内口、弹头涂外口,过盈配合拔弹力还不够需要紧口与罩口。弹壳强度曲线形成 普通弹弹头结构如图:(a)为步枪弹,由弹头壳1、铅套2和钢心3组成。(b)为手枪弹,由弹头壳和铅心组成。以普通弹弹头为例,它是由钢心,铅套和弹头壳三件组成,其中软材料铅套处于两个硬材料之间,当压人弹头完时,铅套易于流动,必然会填满钢心和弹头完间的空隙,从而提高弹头重心位置的一致性,提高射击密集度。m193枪弹,5.56mm51式7.62手枪普通弹59式9mm手枪弹64式7.62手枪弹56式7.62普通弹56式7.62穿甲燃烧弹56式7
3、.62燃烧曳光弹56式7.62曳光弹(A)56式7.62曳光弹(B)53式7.62普通弹按照冲压零件的形状特点,可将冲压零件形状特征分为以下五类:(1)平面类:整体形状为平板,平面区内可有孔、凸起、凹陷等辅助形状特征。(2)弯曲类:通过弯曲工艺(包括卷边、卷圆等)制成的形状。(3)拉深类:通过拉深工艺制成的形状,一般由法兰、壁部和底部组成。(4)翻边类:通过翻边工艺制成的形状。(5)自由曲面类:通过拉深工艺制成的不规则形状。冲压成形条件主要包括:冲压方向、摩擦、压延筋的位置、压边力大小等等。56式7.62高压弹56式7.62强装药弹53式7.62高压弹53式7.62强装药弹56式7.62空心弹54式12.7穿甲燃烧弹54式12.7穿甲燃烧曳光弹56式14.5穿甲燃烧弹56式14.5穿甲燃烧曳光弹54式12.7标准弹56式14.5标准弹54式12.7高压弹54式12.7强装药弹56式14.5高压弹56式14.5强装药弹7.62mm转轮手枪弹(运动弹)5.6mm运动步枪弹(运动弹)5.6mm运动手枪竞赛弹工艺补充设计由现成的三维线框模型或采集原始数据点构造三维特征线框模型,用UG曲面造型功
4、能,如MESH、SWEEP、BLEND等完成零件三维设计;在零件设计的基础上,结合零件工艺图和模具图完成各道工艺补充数模设计;将三维数学模型转化为IGES文件格式或其他格式传送到模具中心进行NC加工编程 关系到零件能否成型及拉延出的零件质量的好坏NC流程图零件装配。一套模具一般由多个子装配构成。在设计中,子装配的名字应反映零部件功能,这样便于识别,避免混乱。UG软件提供了丰富的装配功能。零件装配条件可根据零件间配合关系确定。如同轴(ALIGN),共面(MATE),距离(DISTANCE),中心(CENTER),角度(ANGEL),垂直(PERPEN-TICULAR),相切(TANGENT)。零件静态干涉检查。完成零件装配后,需对装配进行干涉检查。UG中的装配干涉检查(ASSEM-BLY CLEARANCE)功能可以方便的检查各零件间静态干涉情况,及时更改设计。图6为车厢外板切边冲孔模下模座。冲压零件的毛坯展开计算是冲压工艺设计的一个重要环节。精确的毛坯形状不仅能够节约原材料,减少成形后的修边工作量,而且可以改善成形条件、提高成形质量。因此,研究开发冲压零件的展开技术,具有重要的意义。按
《支持自顶向下CAD技术》由会员m****分享,可在线阅读,更多相关《支持自顶向下CAD技术》请在金锄头文库上搜索。
CJJ1城镇道路工程施工与高质量验收要求规范87985
2021年关于暑期工作心得体会集锦十篇
物业维修员工作汇报总结(4篇).doc
工检试用期工作总结范文(2篇).doc
电子科技大学21秋《物联网技术基础》复习考核试题库答案参考套卷97
学硕复试专业课试题
项目质量管理课后案例汇总
文体部工作总结(3篇).doc
大型促销活动总结
高二《劝学》读后感范文
塔吊司机、司索、指挥安全交底
常见创伤急救办法
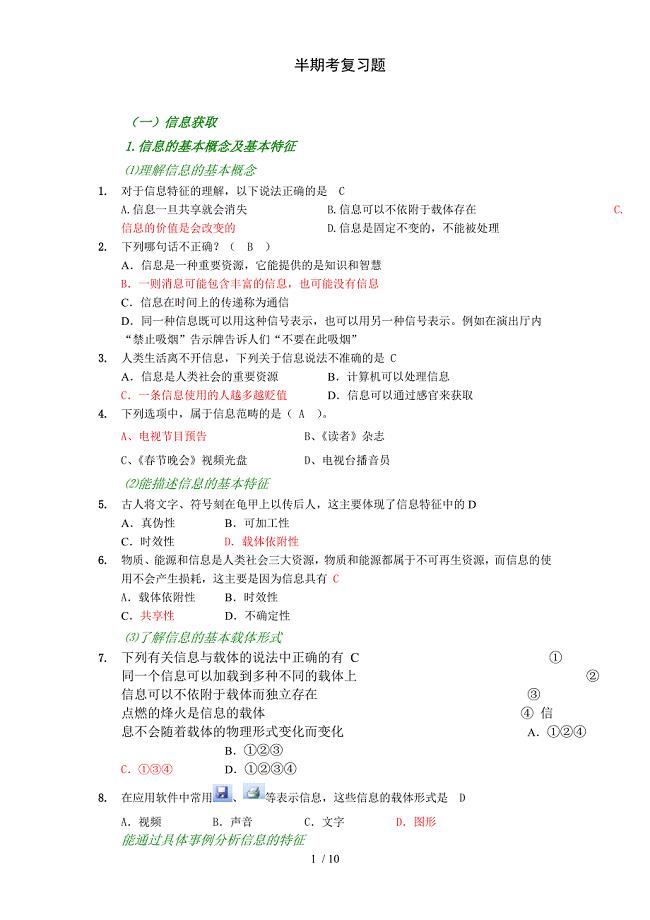
高中信息技术考试复习(有答案)
ZZ花园空调机房管理规定范本

篮球基本功训练教案
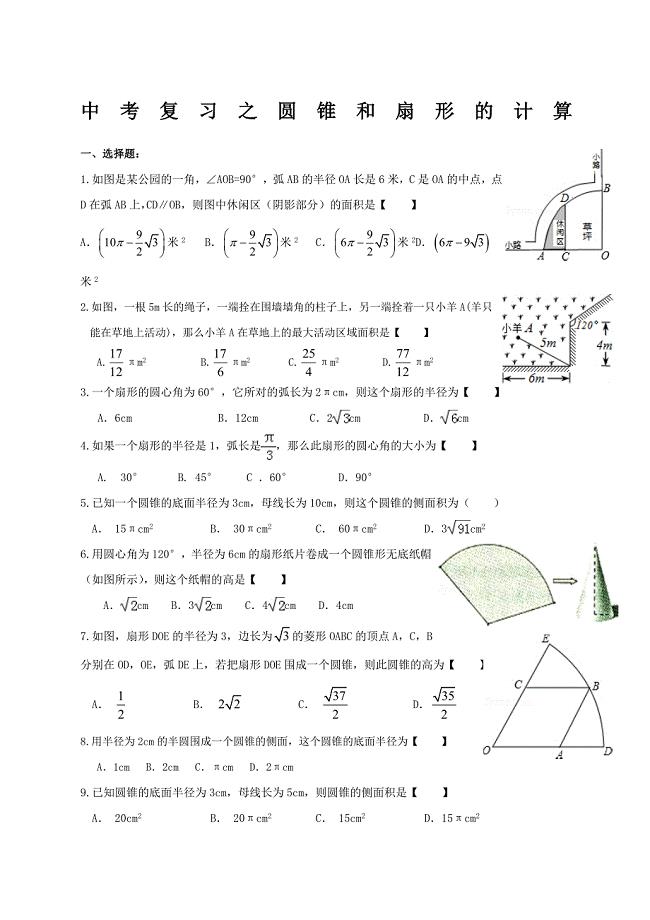
初中中考复习之圆锥和扇形的计算含答案
费用报销规则与方法
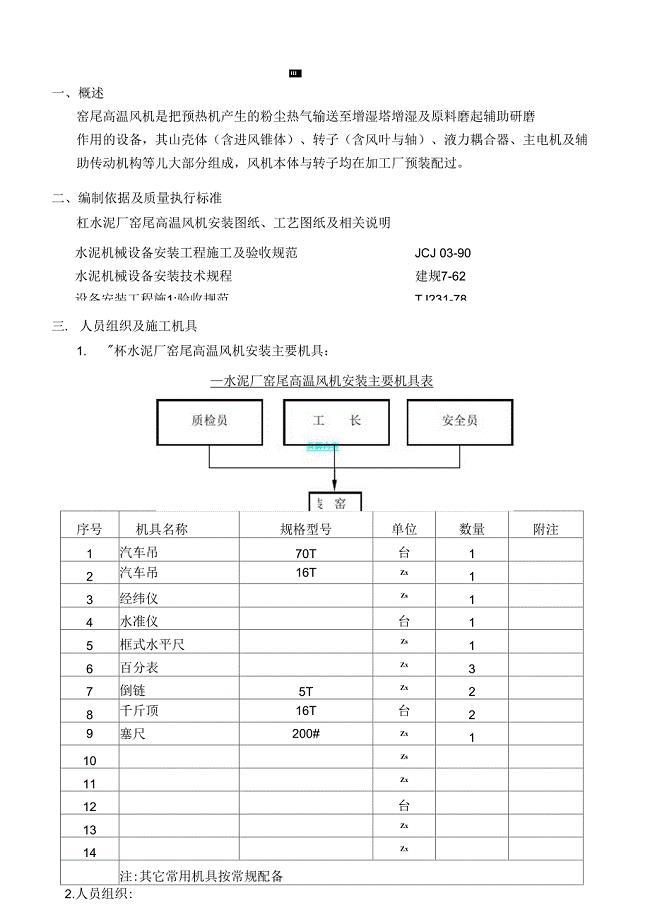
窑尾风机安装方案
以安全生产活动方案
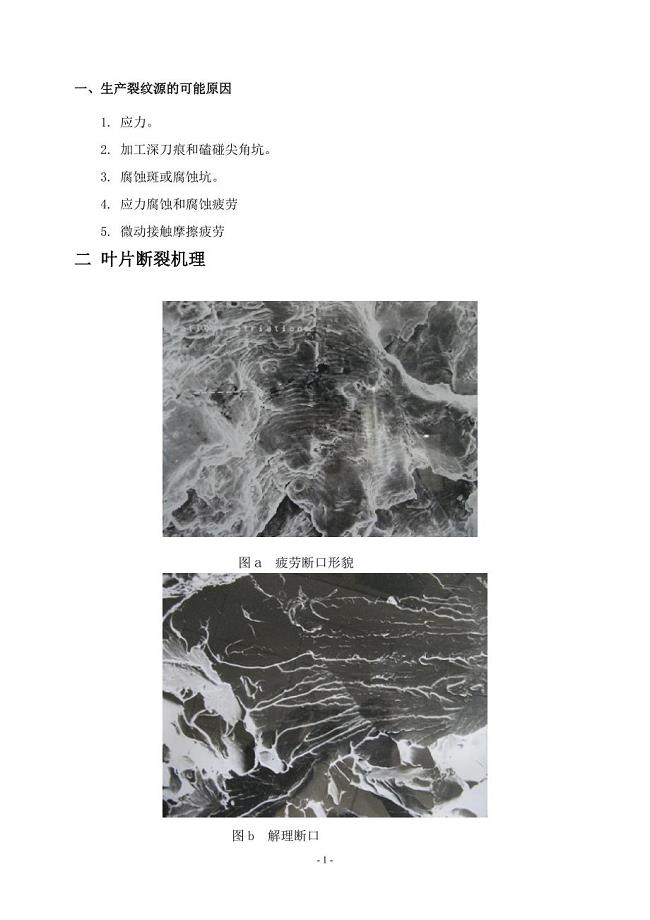
叶片断裂分析
 巴黎罗浮宫教案
巴黎罗浮宫教案
2023-12-18 3页
工程项目临时设施建设方案
2022-08-29 8页
高等教育学试题及答案
2022-07-26 15页
Foxmail提示错误的解决方案
2023-10-16 5页
施工组织设计论文的结束语以及致谢
2022-10-01 3页
精选企业劳动用工合同的法律风险防范分析
2023-06-30 6页
内江市白马廉租房6楼施工招投标文件
2023-08-01 38页
房地产经营定价策略实务手册
2023-08-04 11页
建筑材料及制品燃烧性能
2023-11-07 25页
住宅区桩基工程一期施工组织设计
2023-04-07 48页