
吊钩(总成)技术协议书
6页
1、起重机设备订货技术协议书起重机名称:MG3235型龙门吊设 计 单 位:广州文船重工有限公司设 备 名 称:吊钩总成设 备 型 号:1、32t吊钩总成(图号:DG32-00) 1套2、5t吊钩总成(图号: DG05-00) 1套 制造单位:广东顺发起重设备有限公司代理商:无参加人员:甲方:乙方: 甲方:广州文冲船厂有限责任公司 乙方:广东顺发起重设备有限公司签字: 签字:日期: 日期: 一、适用范围适:32t、5t吊钩总成用于MG3235型龙门吊。 本技术协议书作为设备订货合同的附件。待合同签定之后,本协议书才能生效。二、技术要求:1、 乙方提供“32t吊钩总成” “5t吊钩总成”的图纸,经甲方确认后,乙方按图施工。2、 设计引用标准:(1)、GB/T3811-2008 起重机设计规范(2)、GB6067-2010 起重机械安全规程(3)、GB/T5905-86 起重机试验规范和程序(4) 、GB/T10183-88 桥式和门式起重机制造及轨道安装公差(5)、GB/T700-2006 碳素结构钢(6)、GB/T1591-94 低合金高强度结构钢(7)、GB/T699-1999 优质碳素
2、结构钢技术条件(8)、GB/T3077-1999 合金结构钢技术条件(9)、GB/T5117-1995 碳钢焊条(10)、GB/T5118-1995 低合金钢焊条(11)、GB/T12469-1990 钢熔化焊接头外观及内在缺陷分级(12)、GB/T11352-1989 一般工程用铸造碳钢件(13)、GB/T985-1988 碳钢、低合金钢焊缝坡口的基本形式与尺寸(14)、GB/T986-1988 埋弧焊焊缝坡口的基本形式和尺寸 (15)、GB/T3323-1987 钢熔化焊对接接头射线照相和质量分级(16)、GB/T11345-1989 钢焊缝手工超声波探伤方法和探伤结果分级(17)、GB/T4162-1991 锻轧钢棒超声波探伤方法(18)、GB/T6402-1991 钢锻件超声波检验方法(19)、GB/T8923-1998 涂装前钢材表面锈蚀等级和除锈等级(20)、GB/T9286-1988 色漆和清漆漆膜的划格试验(21)、GB/T10051.2-1988 起重吊钩、直柄吊钩技术条件(22)、JB/T5000.3-1998 焊接件通用技术要求(23)、GB5226.2-2002
3、 机械安全 机械电气设备(24)、GB/T8504-2011 修造船厂门座起重机技术规定(25)、ZBJ04005 渗透探伤方法(26)、ZBJ04006 钢铁材料的磁粉探伤方法(27)、JT/T99-94 港口门座起重机试验方法(28)、GB/T17495-2009 港口门座起重机技术条件(29)JTJ244-95 港口设备安装工程质量检验评定标准(30)、JB/T10559 起重机无损检测、钢焊缝超声检测三、起重机性能:1、 起重能力主吊钩:起重量32t副钩: 起重量 5t2、 起升高度:15m 3、 跨度(轨距):35m4、 基距:10m5、 机构工作速度起升速度: 210m/min副起升速度: 225m/min大车行走速度: 0.230 m/min小车行走速度: 0.232 m/min6、 机构工作级别 主起升机构: M5; 副起升机构: M5; 大行走机构: M5; 小行走机构: M5; 整 机: A57、 电源:三相A.C 380 10%、50HZ 1%8、供电方式:单排磁滞式电缆卷筒9、大车轨道型号:P4310、小车轨道型号:P3811、有效悬臂:0/3m12、起重机最大
《吊钩(总成)技术协议书》由会员工****分享,可在线阅读,更多相关《吊钩(总成)技术协议书》请在金锄头文库上搜索。

新修订环境法公众参加制度的完善研究

幼儿园教师的教研工作总结范文(通用10篇)
2007年国外航空制造技术综述
实习鉴定范文三篇.doc

2022入户申请书范文集锦8篇

二年级语文上册课文618《古诗二首》夜宿山寺教材理解新人教版
大学生自我鉴定5篇精选大全
高三数学第二轮专题讲座复习:曲线的轨迹方程的求法
2011医生年底个人工作总结范文
整机老化测试规程
人音版音乐小学三年级上册《捉迷藏》说课

倾倒性测试方法
翁燕双研修计划
四川省成都石室中学2017-2018学年高一英语10月月考试题
生物化学实验实验报告Word版

哈尔滨消防工程检测项目建议书范文模板
珍爱生命之水演讲稿集合8篇
2019年学校校园物业管理服务合同协议书范本模板
基于遥感影像进行城市植被信息 遥感影像植被分类
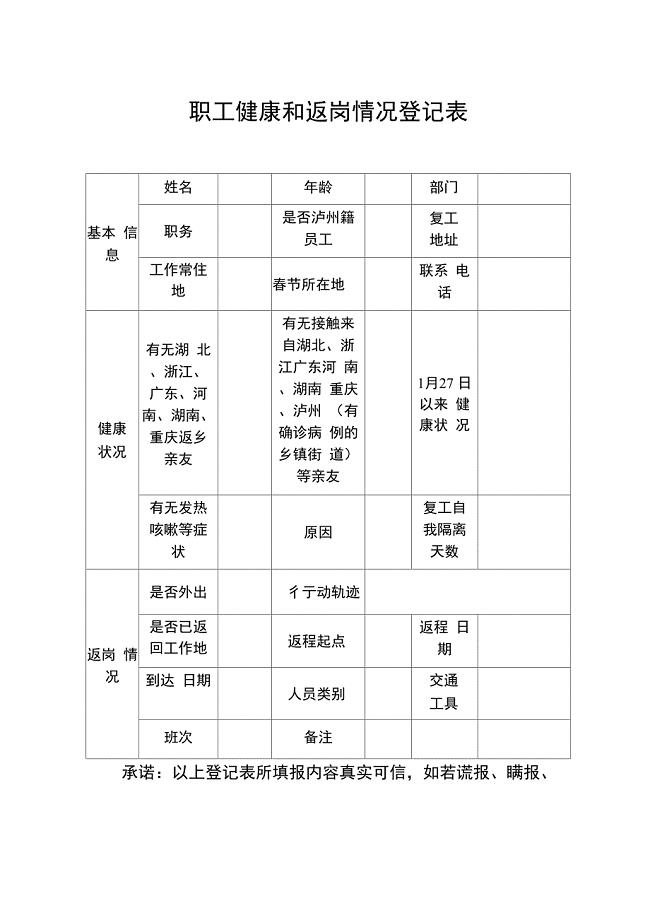
职工返岗健康情况登记表
 维护服务采购合同
维护服务采购合同
2024-01-20 19页
X公司区域代理商合同
2023-06-25 6页
融资租赁合同-会计学堂
2024-01-03 11页
冷库防水工程分包合同
2023-07-09 12页
机械挖运土方协议
2022-07-27 4页
建筑工程招投标与合同管理
2022-12-16 19页
混凝土搅拌站买卖合同
2022-11-09 2页
视易中控盒协议V
2023-03-24 12页
消防维修保养合同
2023-08-17 9页
签就业协议注意事项
2023-08-08 9页