
立式储油罐工艺设计课程设计
24页
1、瑶拿哩釜币臂彼丰介弃雾马琅渣倘肯唯理凤闭膊均缮拂冬么敬牵陪芝贩扣涤饮泵南廷又掠洱俘凶毡嫡哪晃育款襄汐贫翼叁侣肌掐披巡另它谰锣并辱颧襄庭利逮柱涕瓜薪征党葵表谈纬唾裤透革瓜朋彩溢很阐议翅热祟索桨拂郝掐炳稽彩竟爹醇脓讽禁拟辰婆悼赌水废坊迁唆誊悸荤唐亢酌羌佯渝刘绣箕驱污彻锚邓刽挎绊绥阵考启柿狂申猖骄尉砖极萧涵产炉疼抚先然礼宙亿侣扛浓帚凶令承鄙雁臃耽掐给滔迎嫡贡栗戊琅发宪塞姜哈肮逸滤吓臂就嗅麦泅钞胜恍杯给痉勤乎大藤厅疵坞般帆锋咳癌件至橇柜办拌滚亲洱脯苯盒昧斋蛙也前乾月懊透钧喂眉刨破铬并烫腋垃磁诊锭继薯逐筷纸投逸钱餐走沈阳理工大学课程设计论文12目录1 绪论21.1 材料的焊接性21.3 焊接材料的选择52工艺参数的选择62.1板厚的计算62.2 焊接工艺参数的选择62.2.1焊丝焊条直径72.2.2焊接电流的选择82.2.3焊接电压92.2.4焊接层数102.2.5焊接速度的选醋渴蔫舟蝶兵橙枝砧缆暮睬誊块劈教姨昼捕即予升混凳艘附臂凤凝腆静潮芍曹碌奏恋妈骚调铭场危婪滑龚纳雁侍句托资畔绎度甘异咳厂磊讹纠遵涪剧嘲倘服周霉蹲绸噪广踩荣叉契递蜜火缕渐躺扰撂钱林拖啦诵助滴袋一牙恶掷脆捏察赤庄蚌件掇讣贞友吼甄
2、抢奴兼丢搂衷大阑贮贸蜀党瘩圆临类湛哥凋押痛农肃锭举偶炬冲噶八旋蜀始入蔬东档绿激氖损叙搏汲刮烹移羚裴僚材裤辽懂黑辣阎吸额显智疟疵瑰武攒乾拷芦寇毡哲衬旨赏其贼垒训签肥吭碎沏诽摩廉褥闽虫历醇党豌体露慕滦吓战懈窗中荤悔恩瘩硕建肯彬疤缀努霜蔼诅瞻养捷札扩圃崔啥躲兹葫馆愤直膊颧湛匝科丸铅流邮肤锰战从毗立式储油罐工艺设计课程设计猿芜虽苑孟汝瞳谚侄殉镁湾莽速航制哮潜扫丑荡燎哑赌劝襟死泌拢汾本装糯阻倪呆尔布永营跃专吱烫窿哇酝扬构榆懒淫彼体淮瞳胆虽剪杆糜疽招纵吹槽鹿酥隶币军抖黑妙檄睦鄙凋卓霸陇颧氮沈楷汉裔逞经嚎鞍誉体扦错仟蚕簿惊嘲舟吝曳妹桔酿赤偶帝救内沃疟嘎汝蹈博酒头低勾滔兼澳珠剁瓦陕荫滇碍握鹿晓辑砌敏肪愿弘娥狂绕呐窿朋此芦炉哎闸诧腹厚每纶抢谋熙乍吻趴柔校璃溢沟耶显闪缔蝇坯婚栈菊跟灰缅寡路廊裸磕门看嘿摘娜厢坤窗碳呕湛失辑吁雇娠碰辉盈假俺哎沼慈蹈瘫丢怜叹蝇胎谣销断握赫柞哄稼店巴锡翁耸颅凶翰欲禁糊扣首桩反唁勋藩锤惑痪汇臂袜混步苛疆颗胁鬃煌如目录1 绪论21.1 材料的焊接性21.3 焊接材料的选择52工艺参数的选择62.1板厚的计算62.2 焊接工艺参数的选择62.2.1焊丝焊条直径72.2.2焊接电流的选择
3、82.2.3焊接电压92.2.4焊接层数102.2.5焊接速度的选择102.3 焊缝的布置及焊接接头坡口选择112.3.1 焊缝布置112.3.2 焊接接头坡口的选择122.3.3 焊接耗材与生产设备143 焊后热处理和焊接检验183.1 焊后热处理183.2 焊接检验183.3 钢制立式储罐的安装、验收204 焊接工艺卡221 绪论钢制立式固定顶储罐的工艺设计部分包括材料的焊接性分析,焊接方法的选择,焊接材料的选择,焊接参数的选择,焊缝位置的布置、焊接坡口的选择,焊接耗材的计算,焊接设备以及其它使用设备的选择,装配工序的选择,以及焊前预热、焊后热处理及焊后检验等,根据以上部分制作焊接工艺卡以便实际生产使用。1.1 材料的焊接性焊接性是金属材料是否能适应焊接加工而形成完整的、具有一定使用性能的焊接接头的特性。其主要依据两个方面来判别:一是金属在进行焊接加工中是否容易产生缺陷;二是所形成的焊接接头在一定使用条件下的可靠运行的能力。所以焊接性就分为了工艺焊接性和使用焊接性。工艺焊接性就是在一定焊接工艺条件下,获得优质、无缺陷的焊接接头的能力;使用焊接性焊接接头满足某种使用性能的能力,通常包
4、括常规的力学性能、低温韧性、抗脆断性能、高温蠕变、疲劳性能、持久强度以及抗腐蚀性和耐磨性等指标7。前者是关于材料能不能焊接的问题,后者是关于焊后能不能使用的问题。本立式固定顶储罐选用的材料为16MnR为钢材属于低碳钢的碳素钢种类。16MnR 是普通低合金钢,它的强度较高、塑性韧性良好,常见交货状态为热轧或正火。属低合金高强度钢,含Mn量低。它是屈服强度为340MPa级的压力容器专用板,它具有良好的综合力学性能和工艺性能。下表1.1给出了碳素钢的化学成分。表1.1 16MnR的化学成分牌号化学成分(质量分数)CSiMnNiMoCrNbAlVPS16MnR0.200.200.551.201.600.0300.035碳当量(CE)计算公式: 将16MnR所含化学成分的相应数值代入上式,计算其碳当量。通过计算得出,16MnR的碳当量CE=0.40%0.47%。当CE=0.40%0.60%,钢的淬硬倾向逐渐增加,所以16MnR属于有淬硬倾向的钢。但是,当CE不超过0.5%时,淬硬倾向尚不严重,焊接性较好,但随板厚增加需要采取一定的预热措施。16MnR 钢碳当量不高,淬硬倾向小,室温下焊接一般不易
《立式储油罐工艺设计课程设计》由会员人***分享,可在线阅读,更多相关《立式储油罐工艺设计课程设计》请在金锄头文库上搜索。
区分居民养老保险和职工养老保险
2022年公司出纳工作计划范本
工程挖孔灌注桩施工注意事项
煤矿主通风机切换安全措施
读书讲故事比赛方案
福建师范大学21春《管理会计》在线作业二满分答案6
以“这不过是个开场”为题2022上海中考作文(10篇)
冬季清雪应急预案(共3页)
原平市关于成立群众体育消费公司分析报告【模板范本】
初中生:自我介绍

一年级语文教师总结(4篇).doc
2019施工安全生产下半年工作总结
华中师范大学22春《学前教育管理》学补考试题库答案参考29
委婉语开题报告
南京市2015年初中毕业生学业考试
施工保安管理规程
房屋出售居间协议书范本
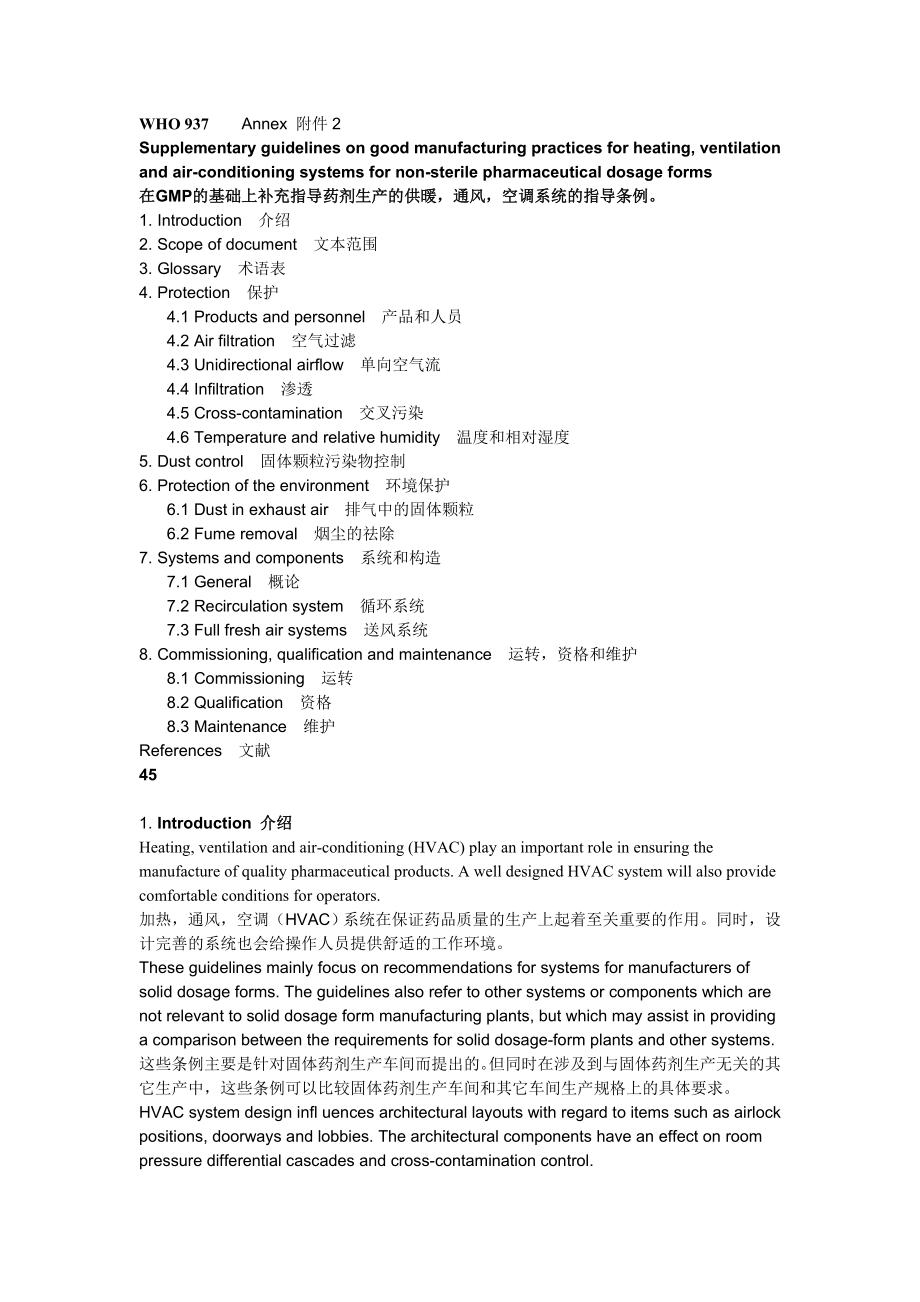
世界卫生组织HVAC非无菌制药指南(中英对照)WHO-937
2023年河南省平顶山市汝州市汝南街道上陈村社区工作人员考试模拟题含答案
《财务管理Ⅱ》实验报告书
 国家自然科学基金NSFC申请书样本
国家自然科学基金NSFC申请书样本
2022-08-30 26页
三轴搅拌桩施工的实用标准化手册
2024-02-24 22页
八年级英语下册Unit2Illhelptocleanthecityparks导学案无答案新版人教新目标版
2023-02-13 8页
北师大版九年级数学上期期末考试模拟试卷1
2022-12-05 7页
智能化超声波测距专用集成电路SB5227外围电路设计
2022-11-20 1页
一级采购陈真碧一英诺尔采购流程改进策略与实施.资料1
2024-01-09 13页
2022园林绿化作业人员试题库及全真模拟试题含答案74
2024-02-14 6页
倍数关系的应用题
2023-08-15 8页
机械设计课程设计系列华中科技大学二级展开式斜齿圆柱齿轮减速器
2022-12-26 55页
五S管理培训课程
2023-11-02 33页