
误差因素分析提升加工质量
3页
1、误差因素分析提升加工质量摘要:文章介绍了影响机械加工精度的几个重要因素。在诸多误差因素中,机床的几何误差、工艺系统的受力变形和受热变形占有突出的位置,通过了解这些误差因素是如何影响加工误差的,可以使工件的加工达到质量要求。关键词:加工精度;误差;工艺系统随着国民经济实力和科学技术水平的提高,社会要求提高产品的质量。而加工精度是衡量零件加工质量的重要指标,所以保证零件的加工精度很重要。这就要求我们来了解影响机械加工精度的因素,从而提高加工精度。在加工过程中工艺系统会产生各种误差,这些误差与工艺系统本身的结构状态和切削过程有关,产生加工误差的主要因素有:1加工原理误差加工过程由于采用了近似的加工方法,近似的传动或近似的刀具轮廓而产生的加工误差。1.1采用近似的加工运动造成的误差在许多场合,为了得到要求的工件表面,必须在工件或刀具的运动之间建立一定的联系。从理论上讲,应采用完全准确的运动联系。但是采用理论上完全准确的加工原理有时使机床或夹具极为复杂,致使制造困难,反而难以达到较高的加工精度,有时甚至是不可能做到。如在车削或磨削模数螺纹时,由于其导程t=m,式中有这个无理因子,在用配换齿轮来得
2、到导程数值时,就存在原理误差。1.2采用近似的刀具轮廓造成的误差用成形刀具加工复杂的曲面时,要使刀具刃口做得完全符合理论曲线的轮廓,有时非常困难,往往采用圆弧、直线等简单近似的线型代替理论曲线。如用滚刀滚切渐开线齿轮时,为了滚刀的制造方便,多用阿基米德基本蜗杆或法向直廓基本蜗杆来代替渐开线基本蜗杆,从而产生了加工原理误差。2机床几何误差及磨损其对加工精度的影响加工中刀具相对于工件的成形运动一般都是通过机床完成的,因此工件的加工精度在很大程度上取决于机床的精度。机床制造误差对工件加工精度影响较大的有:主轴回转误差、导轨误差和传动链误差。2.1主轴回转误差主轴的回转误差直接影响被加工工件的形状和位置精度,可分解为径向跳动、轴向跳动和角度摆动。由于存在误差敏感方向,加工不同表面时,主轴的径向跳动所引起的加工误差也不同。例如,在车床上加工外圆或内孔时,主轴的径向跳动将引起工件的圆度误差,但对于端面加工没有直接影响。车端面时,主轴的轴向跳动将造成工件端面的平面度误差,以及端面相对于内、外圆的垂直度误差;车螺纹时,会造成螺距误差。主轴的轴向跳动对加工外圆或内孔的影响不大。主轴的角度摆动对加工误差的
《误差因素分析提升加工质量》由会员cl****1分享,可在线阅读,更多相关《误差因素分析提升加工质量》请在金锄头文库上搜索。

2022最新销售内勤工作总结范文
《故乡》教案设计
海事局团委青年工作总结汇报
小学《堂吉诃德》心得600字
《角的度量》导学案
色彩的明度教案

电磁线投资计划书【范文参考】
美术教师教学计划15篇

发电厂安全钥匙技术规范及实施细则
三科培训心得体会范本(2篇)
事业单位一般干部职工请假审批表
中西方美学差异及其文化背景
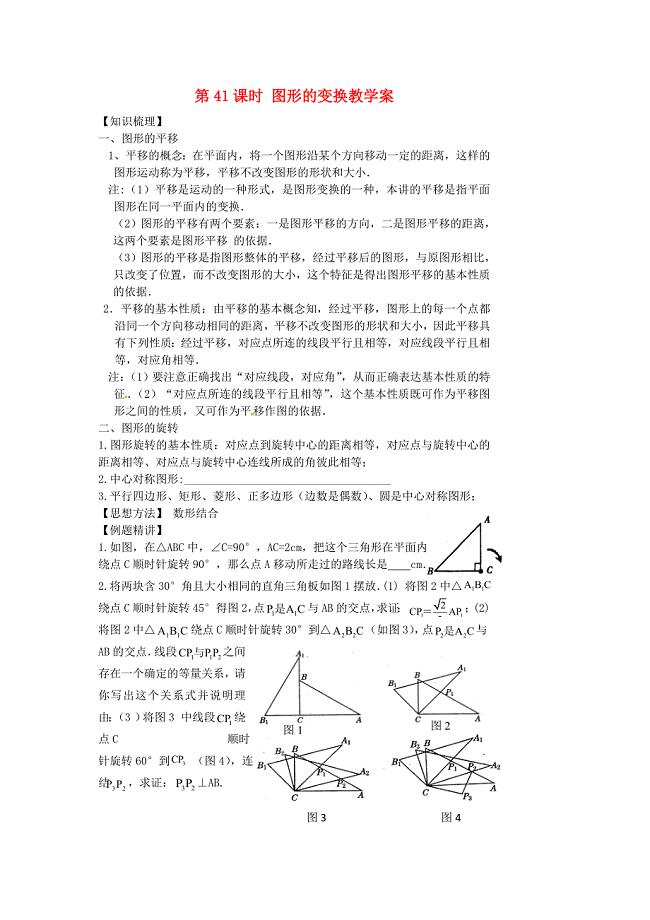
山东省泰安市岱岳区徂徕镇第一中学中考数学总复习 第41课时 图形的变换教学案(无答案) 新人教版
西安作文400字精选0001
二语第八单元
大连理工大学21春《模拟电子线路》离线作业1辅导答案93
PsyKey心理测评系统完全网络版
各体测项目运动处方
内蒙古自治区食品安全企业标准
有关优秀毕业生自我鉴定模板集合5篇
 论口述史法在历史教育中的意义
论口述史法在历史教育中的意义
2022-08-25 2页
金融城乡协调统筹城乡综合配套改革
2023-02-05 7页
高校生思政园区建设实践
2023-12-05 3页
【宿五松山下荀媪家】原文注释、翻译赏析
2024-01-23 1页
中学教师以德育德分析
2022-12-23 8页
谈论我国体育虚拟经济的发展
2022-08-05 4页
双行简易能播种机的设计毕业论文
2023-09-21 45页
《Calming Down》RAZ分级英语绘本pdf资源
2022-12-24 5页
拉莫三嗪对重症颅脑外伤患者急诊术后认知功能的影响
2022-09-02 3页
“互联网+农业”和农村物流发展趋势
2022-10-22 15页