
机电一体化设备的组装与调试模拟训练
12页
1、注意: 请您在完成工作任务的过程中,遵守安全操作规程有一个工作系统,如下图所示:料槽二料槽一料槽三位置三气缸位置二气缸位置一气缸物料台检测传感器线槽电磁阀落料口检测传感 器一、系统情况说明1、系统的器件说明1) 动力源。系统为一物料传送分拣结机构,其中传送带动力源是带减速装置的三相异步电动机,电动机电源为AC 380V,由变频器驱动。2) 气动装置。用于完成物料输送及推料动作,由机械手、三只气缸和相关电磁阀组成。电磁阀电源为DC 24V。3) 传感器系统。提供光电传感器、电感传感器和光纤传感器,作为系统的识别装置;气缸的顶部和尾部分别装有磁性开关,可配合完成气缸的推料控制。请注意传感器的接线规则,以免烧毁传感器。4) 系统用到的指示灯、蜂鸣器电源均为DC 24V2、系统工作功能 该系统可进行毛坯的输送、加工、分拣与包装,加工完的毛坯即成为工件。要求安装并调试好该系统。系统具体功能如下:1)有关元件的初始位置 机械手在右转到位,机械手悬臂缩回到位,手臂提升到位,机械手手指松开到位。推出气缸1、2、3分别缩回到位、传送带不运行。设备在原位时HL1以长亮(正常工作后HL1用作工作方式指示)。
2、如设备不在初始位置,请选择一种方式对设备进行复位,只有设备各部件在原位时设备才能启动。2)设备试运行试运行时按下试运行按钮SB4,机械手先从原位依次按下降抓紧上升左转伸出下降松开上升缩回右转的顺序动作,然后推料气缸按照气缸一伸出气缸二伸出气缸三伸出气缸一缩回气缸二缩回气缸三缩回的顺序动作。当气缸三缩回到位后,三相交流异步电动机以35 Hz的频率启动,拖动皮带输送机向前运行3 s停止,(规定往左边运动为向前运行)。系统完成试运行。3)启动:设备满足初始位置时,按下起动按钮SB5时,设备起动。工作台上绿色指示灯闪亮指示,落料口允许放料指示灯HL2亮(当传送带上有物料时HL2自动熄灭)。供料盘电机开始转运,当供料盘物料检测传感器检测到有料时转盘电机停止转动,同时启动机械手搬运物料到传送带落料孔中放于传送带上,然后机械手自动返回原位。4)工作方式及要求设备有三种工作方式,只有设备在停机状态下才能进行方式转换。工作方式一:转换开关SA1转换旋钮在左位置,SA2转换旋钮在左位置时按工作方式一进行。工作方式指示灯HL1在工作方式一以1次/秒方式闪烁。当落料口检测传感器识别有零件时,电动机以25HZ向
3、前输送零件,当位置一传感器检测到金属物料时,以15HZ送至位置二,气缸伸出,将零件推入斜槽2 ,位置二斜槽以二个零件为一组进行包装,包装时蜂鸣器以1次/秒蜂鸣1秒,当位置二传感器检测到白塑料时,以25HZ反转到位置一后,物料被推入斜槽一,位置一斜槽以两个零件为一组包装,包装时蜂鸣器以1次/秒蜂鸣1秒,两个斜槽都包装完毕才进入一个新的工作周期,若为黑色零件或连续出现相同零件,不符合包装要求的作废料处理,推入位置三斜槽。在各位置气缸活塞杆伸出将零件推入斜槽并复位后,三相交流电动机的运行频率以25 Hz转动拖动皮带输送机再向前运行。这时才可向皮带输送机上放入下一个待加工元件。工作方式二:转换开关SA1转换旋钮在右位置,SA2转换旋钮在左位置时按工作方式二进行。工作方式指示灯HL1在工作方式二以2次/秒方式闪烁。当落料口检测传感器识别有零件时,电动机以25HZ向前输送零件,在此方式中,合格的物料被加工三次。合格物料首先在位置一处,皮带停止转动,加工三秒,然后以15HZ继续正转到位置二处停止加工三秒后,以35Hz继续正转到位置三,皮带停止加工三秒。三次加工完后,皮带以25HZ反转到位置二处,皮带
《机电一体化设备的组装与调试模拟训练》由会员cn****1分享,可在线阅读,更多相关《机电一体化设备的组装与调试模拟训练》请在金锄头文库上搜索。
四川农业大学21春《计算机建筑辅助设计》在线作业一满分答案78
保护绿色家园演讲稿
固定资产管理系统工作指引
2021年下半年幼儿园安全工作计划
高等院校图书馆服务中“互联网+”技术的应用
2021年糖尿病日的活动总结一.doc
高中数学新课标下的概念课教学研究
创建文明城市倡议书15篇
商务英语300句之询盘
贷款申请书范例
北京交通大学21春《概率论与数理统计》离线作业1辅导答案61
12分钟自我介绍合集六篇
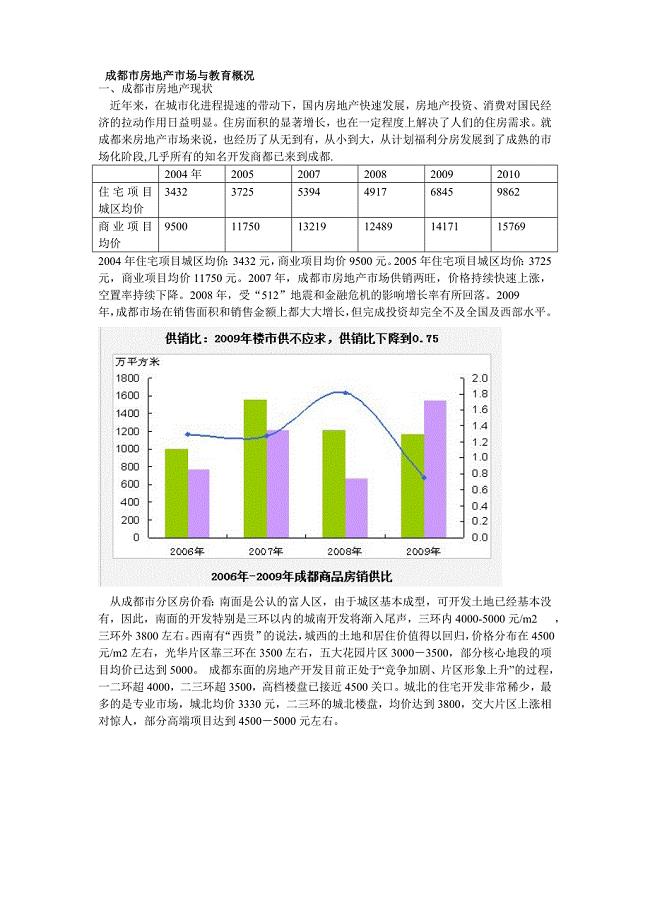
成都市房地产市场与教育概况
ZYWHL钻机使用说明书

2021年电商专业实习周记7篇
](https://union.152files.goldhoe.com/2023-10/2/38272c9d-edf9-4538-8b3d-36093512cc3c/pic1.jpg)
冀教版小学英语单词最详细、准确归类表[1](1)
学校安全隐患排查及整治工作总结范文.doc
公司车辆出租车模式运行汇报材料
2023年8月私企员工辞职报告范文.doc
2018年高考得体之谦敬词习题精编含答案
 保温施工方案10.10
保温施工方案10.10
2023-03-22 19页
实习合作协议书
2023-11-05 4页
冲裁力计算剪切强度
2023-11-14 10页
收银员知识培训:店铺资金管理及收银岗位管理规定制度
2023-10-17 4页
教师资格证面试答辩习题带答案
2023-10-07 34页
电工技术实验word版
2023-06-17 51页
软件设计师上午上半年
2023-05-24 26页
苏教版六年级上册科学期末测试题
2022-11-20 2页
管理模式财务类表格汇总
2022-10-15 45页
九年级化学上册第二单元我们周围的空气课题1空气第2课时纯净物和混合物保护空气能力进阶真题汇编课时练新人教版
2023-12-29 2页