
特种设备用钢材及焊接基础知识
12页
1、特种设备用钢材及焊接基础知识 (一)承压类特种设备用钢钢材是制造承压类特种设备的主要材料。钢材的质量及性能的好坏对于承压类特种设备安全运行,有着重要的影响和作用。1按钢中所含化学成分分按钢中所含化学成分可以将钢分成碳素钢和合金钢两大类:2按金相组织分钢材经正火处理后所得金相组织不同,可分为珠光体钢、贝氏体钢、奥氏体钢、铁索体钢。钢在加热或冷却中没有相变,始终保持铁素体组织,此种钢称为铁素体钢。高铬钢即属于铁素体钢,具有较高的抗氧化能力。碳在-Fe中的固溶体称为铁素体,用符号F表示。(二)金属的机械性能所谓金属的机械性能是指在一定的温度条件和外力作用下,抵抗变形和断裂的能力,如强度、硬度、塑性、韧性等,也称力学性能。以低碳钢为例,金属材料受拉伸外力作用引起的变形过程可分3个阶段,即弹性变形、塑性变形、断裂变形3个阶段。由拉伸试验可获得强度和塑性指标。1强度金属强度是指在外力作用下,抵抗变形和破坏的能力。应用最普遍的是强度指标。强度指标主要是屈服极限(s或02)和抗拉强度极限(b)。2塑性金属的塑性是指在外力作用下,能引起永久变形而不发生破裂,并在外力取消后,仍能保持变形后形状的能力。材料
2、的塑性值也可通过拉伸试验测得,通常用伸长率(延伸率)和断面收缩率来表示。3冲击韧性金属的冲击韧性即为在冲击力作用下,抑制变形和断裂的能力。它还是金属材料在塑性变形范围内吸收能量的能力,因此,也可按冲击值的大小来衡量材料的塑性。目前国内外广泛采用一次摆锤弯曲试验,缺口型式有夏比(U)和夏比(V)两种。表示冲击韧性的参数也有两种,一种是以冲断试样消耗的冲击功Ak(单位:J)表示;另一种是以单位缺口处断面所耗的冲击功ak(单位:Jcm2)表示。目前压力容器钢板全部改为用夏比(V)冲击功(即AkV)作为冲击韧性验收标准。只有少数压力容器锻件还用夏比(U)冲击值(即akU)作为冲击验收标准。钢中气体含量较高或晶粒粗大,则韧性差。根据冲击后断裂的形式,可以判断材料的质量及晶粒大小。冲击韧性试验还能测定金属材料由韧性状态向脆性状态过渡的转变温度。4硬度硬度是指金属材料抵抗更硬异物压入的能力。硬度表明材料的耐磨性和切削加工的可能性。一般说来,硬度较高,材料的耐磨性较好。常用的硬度有布氏硬度(HB)、洛氏硬度(HR)、维氏硬度(HV)3种。5冷弯冷弯性能是材料抵抗弯曲断裂能力的标志,它间接反映了材料的塑
3、性。这个试验既可检查钢的塑性好坏,也可以考核其加工工艺性能,也能暴露钢板受试面缺陷以及焊接接头的焊接缺陷。6断裂韧性断裂韧性是反映材料对裂纹扩展的抵制能力。对于中低强度钢的断裂韧性,目前较普遍采用临界裂纹张开位移(COD)值c表示;对于高强钢的脆断问题,则应用材料的平面应变断裂韧性值Kic表示。7金属材料高温机械性能炼油化工设备相当数量是在中等温度(350)和高温下使用。中、高温压力容器通常以350分界;而金属材料机械性能概念中,通常高于室温均作高温对待。(三)焊接焊接是通过加热或加压或同时加热加压,使焊件连接部位形成原子结合的一种工艺加工方法。承压类特种设备受压元件焊接中焊接方法有两大类:一类是熔焊,就是将焊件接头加热到熔化状态(不加压)完成焊接的方法;另一类是压焊,就是将焊件接头施加压力(加热或不加热)完成焊接的方法。每一类中都包括许多具体的焊接方法。承压类特种设备受压元件中常用的焊接方法大多属熔焊,例如手工电弧焊,自动埋弧焊;手工钨极氩弧焊,自动气体保护焊,电渣焊等。属于压焊的摩擦焊在电站锅炉制造的管子焊接中用得也较多。1手工电弧焊1)特点手工电弧焊是通过手工操纵焊条与焊件产生电
《特种设备用钢材及焊接基础知识》由会员夏**分享,可在线阅读,更多相关《特种设备用钢材及焊接基础知识》请在金锄头文库上搜索。
东北师范大学21秋《小学教学技能》在线作业一答案参考35
高等教育学论文选题
汽车维护与保养试题与答案
2022年安全员-B证(山东省-2022版)资格考试题库及模拟卷含参考答案6
三防应急预案
动物园里装电话教案
2022年工贸企业安全生产奖惩制度
【精品】【沪教版】九年级化学:3.1构成物质的基本微粒第2课时教案1
中国石油大学华东21秋《石油加工工程1》在线作业二答案参考96
离职证明格式
水是生命之源(3)
助理年终个人工作总结(2篇).doc
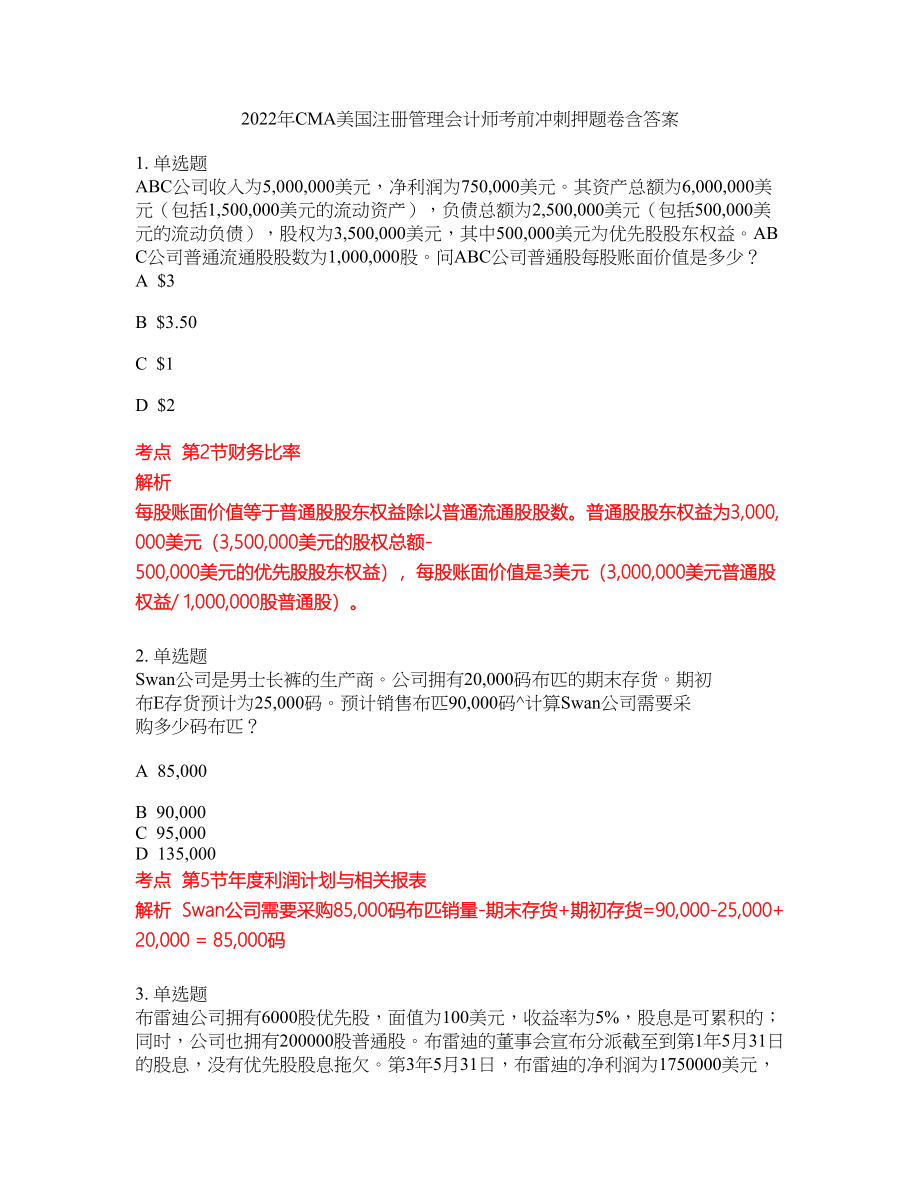
2022年CMA美国注册管理会计师考前冲刺押题卷含答案83
集成电路封装和测试项目商业计划书写作模板-招商融资代写
2023年行政人事年终工作总结(2篇).doc
中级经济师《财政税收》试题(同步测试)模拟卷及参考答案(第95套)
设计美学名词解释
试验路段路基填筑施工方案
如何教好小学英语五年级Read-and-write
毕业设计论文
 八月份高情商发朋友圈的句子80句
八月份高情商发朋友圈的句子80句
2022-11-03 13页
2019年老板欠工资不给怎么办没合同
2023-11-01 3页
2022精选教师实习报告范文集合7篇
2023-05-19 24页
申报工伤认定虽超时也能认定吗?
2022-07-23 3页
应聘自我介绍模板简短10篇
2023-09-04 8页
红楼梦优秀读后感5篇
2023-04-09 5页
农村家庭离婚财产怎么分?
2024-01-04 3页
我的理想演讲稿大全
2022-11-17 6页
审判阶段律师能会见犯罪嫌疑人
2022-12-18 3页
商标侵权去哪投诉侵权人
2023-12-24 3页