
机械工艺夹具毕业设计57曲轴箱零件加工工艺设计
25页
1、目录绪 论 2第1章 零件分析 31. 1 零 件 的 作 用 -31. 2 零 件 的 工 艺 分 析 -3第 2章 工 艺 规 程 设 计 -42. 1 确 定 毛 坯 的 制 造 形 式 及 材 料 42. 2 基 准 的 选 择 - 4第3章 制定工艺路线 5第 4 章 机 械 加 工 余 量 工 序 尺 寸 及 毛 坯 尺 寸的 确 定 64. 1 轴 承 孔 加 工 余 量确 定 64. 2 缸 套 孔 机 械 加 工余 量 确 定 64. 3侧面孔056加工余量确定64. 4曲 轴 箱 侧 面 加 工余 量确 定 64. 5轴 承 孔 端 面 加 工余 量确 定 64. 6顶 平 面 及 底 平 面加 工余 量 确 定 7第5章确 定 切削用量及基本工 时95. 1工序I:粗精铣底面95. 2工序II:粗铣顶平面115. 3 工 序 I I I :磨 平 面 -1 25. 4工序IV :钻铰底面孔135. 5工序V :铣侧面粗铣轴承孔端145. 6工序VI :粗扩缸套孑L 055土 0. 1155. 7 工 序VII: 粗扩轴 承孔 051+0. 1165. 8 工 序V
2、III: 扩侧 面孔 056175. 9 工 序 IX: 精 铣 轴 承 孔 端 面 保证 尺 寸 40土0. 0 5 1 75. 10 工 序 X: 钻斜油孔锪平面倒角攻丝-175. 11 工 序 XI: 在侧 面钻孔倒角攻丝185. 12工序XII :半精镗精镗轴承孔精镗缸套座 孔 195. 13 工 序 XIII: 在顶面钻孔倒角攻丝205. 14工序XIV :在轴承孔端面钻孔攻丝20第6章 工 艺过程卡21体 会 与 感 受 22参考资料 23绪论机械制造工业是国民经济最重要的部门之一,是一个国家或地区经济发展的 支柱产业,其发展水平标志着该国家或地区的经济实力,技术水平、生活水准和 国防实力。机械制造工业是制造农业机械、动力机械、运输机械、矿山机械等机 械产品的工业生产部门,也是为国民经济各部门提供冶金机械、化工设备和工作 母机等装备的部门。机械制造业是国民经济的装备部,是为国民经济提供装备和 为人民生活提供耐用消费品的产业。不论是传统产业,还是新兴产业,都离不开 各种各样的机械装备。机械制造工艺技术是在人类生产实践中产生并不断发展的它的内容极其广 泛,包括零件的毛坯制造,机
3、械加工及热处理和产品的装配等。但是在研究工艺 问题上,可归纳为质量,生产率和经济性三类。(1)保证和提高产品质量:产品 质量包括整台机械的装配精度、使用性能、使用寿命和可靠性,以及零件的加工 精度和加工表面质量。(2)提高劳动生产率:提高劳动生产率的方法一是提高切 削用量、采用高速切削、高速磨削和重磨削。二是改进工艺方法、创造新工艺。 (3)降低成本:要节省和合理选择原材料,研究新材料;合理使用和改进现有 设备,研制新的高效设备等。对于上述三类问题要辨证地全面地进行分析。要在 满足质量要求的前提下,不断提高劳动生产率和降低成本。以优质、高效、低耗 的工艺去完成零件的加工和产品的装配,这样的工艺才是合理的和先进的工艺。第 1 章 零件分析1.1 零件的作用 题目所给的零件是小型40拖拉机的曲轴箱,它的主要作用是固定曲轴以及汽 缸活塞与曲轴的连接.用于传递运动和动力.1.2 零件的工艺分析 曲轴箱这个零件,从零件图上可以看出,主要是由一些面和孔所组成.其主要 平面有五组,现将五组平面分述如下:1. 以052K7轴承孔轴线即基准A为中心的加工平面包括汽缸孔056H8轴线位置 度误差不超过0.
4、05,轴承孔端面与基准A的垂直度误差不超过0.1,轴承孔 端面与基准A的位置度误差不超过0.32. 以056H8汽缸孔轴线即基准B为中心的加工面,包括汽缸端面螺纹孔与基准 B 的位置度误差不超过 0.3。3. 以曲轴箱底面即基准 C 为中心的加工平面与基准 C 的平面度误差不大于 0.025。轴承孔内圆柱面与基准C的平行度为0.05,与内表面圆柱度为0.013。4. 底面四个 09 孔相互位置度为 0.5。5. 斜油孔轴线与汽缸孔轴线偏转角为 22.5 度。由以上分析可知,对于上述这些加工平面而言,为保证其加工精度即相互位 置精度,而且考虑到生产批量比较大,我们可以借助专用夹具来进行加工,以保 证它们之间的加工精度和相互位置精度,以提高劳动生产率。第2 章 工艺规程设计2.1 确定毛坯的制造形式及材料考虑到轴承在运动时的偏心载荷产生的振动,为保证零件工作可靠,零件采 用吸振性,稳定性较好,切削加工性好,价格也比较低廉的灰铸铁 HT-33。由于生产批量较大,零件尺寸不大,结构比较复杂,因此我们采用铸造的形 式,从而提高劳动生产率,降低成本。2.2基准的选择1. 基准的选择是工艺规程设计中
《机械工艺夹具毕业设计57曲轴箱零件加工工艺设计》由会员新**分享,可在线阅读,更多相关《机械工艺夹具毕业设计57曲轴箱零件加工工艺设计》请在金锄头文库上搜索。
小学工会主席工作总结.doc
服装销售工作总结精选.
质量管理体系及质量保证措施
二年级数学上册期末试卷分析
企业总裁秘书的工作体会
2022年成人高考-生态学基础考前拔高综合测试题(含答案带详解)第42期
《钢铁是怎样炼成的》教学设计
(实用)普通员工辞职信(15篇)
班级学风建设实施计划范文

2013监理合同精讲第二章
北大法学院考研综合卷试题与答案
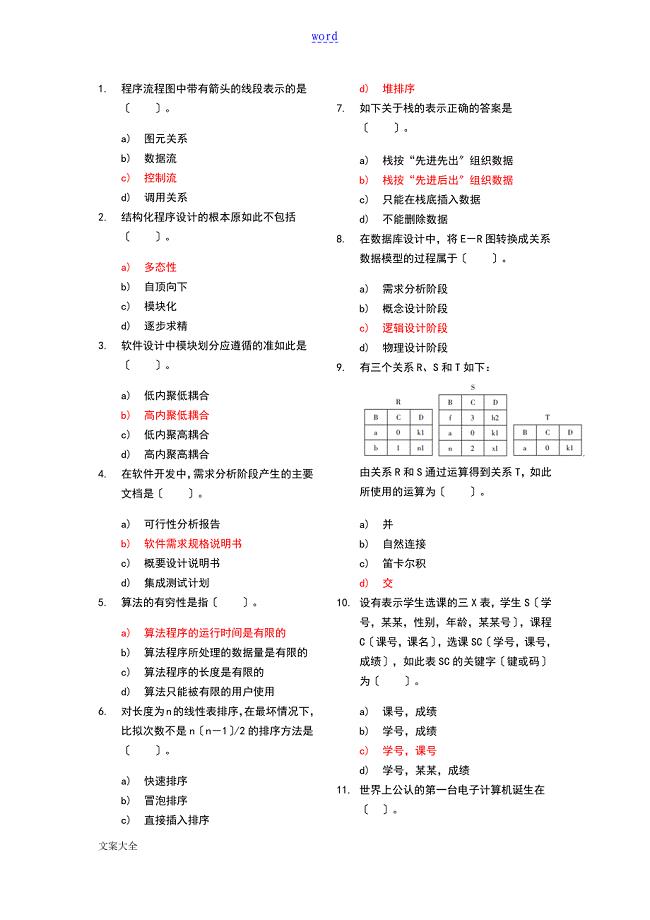
计算机二级Ms-Office选择题汇总情况
公司商业计划书编制参考2
家装项目商业计划书
2023年挖掘机买卖合同范本
课堂教学有效性研究阶段总结
矛盾在事物发展中的作用
关于特许经营合同范文汇编10篇
少先队工作心得总结范文(3篇).doc
7最后一课教案
 社保局先进个人事迹材料
社保局先进个人事迹材料
2023-03-09 11页
的平安承诺书
2023-07-10 15页
农产品价格趋势的数学建模和预测 余涛
2022-10-27 10页
值得推荐的几款思维导图好用的都在这了
2022-12-07 4页
防溺水平安学生演讲稿
2023-09-13 28页
学习发言稿家长会3篇_家长会讲话稿
2023-02-18 7页
四队镇基本公共卫生服务项目协调工作机制领导小组
2022-07-31 3页
迎接六一儿童节活动策划方案度
2023-12-10 14页
北大法学院考研综合卷试题与答案
2023-05-28 8页
小学教务处资料分类归档
2024-02-22 2页