
钻头修磨资料.doc
2页
1、钻头修磨培训教材麻花钻的刃磨需要注意的几点:1、 麻花钻的顶角一般是118,也可把它当作120来看待。2、两条主切削刃的长度和角度要对称,(因为观察时两钻刃一前一后,会产生视差,观看两钻刃时,往往感到左刃(前刃)微高。这时将钻心绕轴线旋转180,这样反复几次,如果看的结果一样,就证明对称了。)3、要保证磨出正确的后角,后角角度磨的适合,锋尖对中,两刃对称。4、将横刃修短一些,但不能修没了。可以减小进给抗力。5、刃磨的过程中应经常浸入水中冷却。避免刃口退火。不可造成刃口变色。6孔径和粗糙度要求不严的孔,可以适当保持两刃口略微不平衡。这样钻出的孔口部的孔径略大,可以减少刃带和孔壁的摩擦。7、硬质合金钻头不能浸入水中冷却。8、钻削时,钻头应排屑轻快,无振动,孔径无扩大。刃磨钻头主要掌握几个技巧:1、刃口要与砂轮面摆平。 磨钻头前,保证刃口接触砂轮面时,整个刃都要磨到。位置摆好再慢慢往砂轮面上靠。2、钻头轴线要与砂轮面斜出60的角度。此时的角度不对,将直接影响钻头顶角(120)的大小及主切削刃的形状和横刃斜角。3、由刃口往后磨后面。从钻头的刃口先开始接触砂轮,而后沿着整个后刀面缓慢往下磨。钻头
2、切入时可轻轻接触砂轮,先进行较少量的刃磨,并注意观察火花的均匀性,及时调整手上压力大小。4、钻头的刃口要上下摆动,钻头尾部不能起翘。这是一个标准的钻头磨削动作,握钻头前部的手要均匀地将钻头在砂轮面上上下摆动(目的:磨后角),而握柄部的手却不能摆动,还要防止后柄往上翘,即钻头的尾部不能高翘于砂轮水平中心线以上,否则会使刃口磨钝,无法切削。这是最关键的一步,钻头磨得好与坏,与此有很大的关系。5、保证刃尖对称,保证后角。一边刃口磨好后,再磨另一边刃口,必须保证两边刃口要对称。钻头切削刃的后角一般为10-14。后角大,刃口锋利,切削省力,适合铝、树脂、铸铁、黄铜等的切削,过大则:切削刃太薄,钻削时振动厉害,易崩刃,孔口呈三边或五边形,铁屑呈针状;后角小,适合对较硬的材料进行切削。过小则:钻削时轴向力很大,不易切入,切削力增加,钻头发热严重,甚至无法钻削。6、两刃磨好后,对直径大一些的钻头需要修横刃。钻头两刃磨好后,两刃锋尖处会有一个平面,即横刃。横刃的修磨很重要,影响钻头的中心定位与切削阻力。注意在修磨刃尖倒角时,千万不能磨到主切削刃上,直接影响钻孔。横刃的特点及横刃修磨方法 6.1:特点6.1.1横刃长 1)不锋利、阻力大、排屑不畅、容易偏心、磨损快。 6.1.2横刃过小1)排屑好,钻头易裂口,导向性不好,孔径不易控制,适用于紫铜 6.2修磨方法6.2.1普通麻花钻的横刃修修磨方法2)横刃处理时,缩短横刃的宽度,使钻心的横刃与主切削刃接近十字交叉,减少钻削中的轴向力和钻削中的转矩。定心精度大为提高。可在一定条件下取消中心钻,提高加工效率和缩短生产节拍。当然,磨钻头没有一定的定式,需要在实际操作中积累经验,通过比较、观察、反复试验,定会把钻头磨得更好
《钻头修磨资料.doc》由会员鲁**分享,可在线阅读,更多相关《钻头修磨资料.doc》请在金锄头文库上搜索。
广东省珠海市十中八年级历史上册第8课辛亥革命教案新人教版
中天调查汇报
一层模板架搭设方案
水利工程建设项目管理规定
二年级英语上册 Unit5 Crossing the road教案 沪教版
教师教学年度工作报告
第四单元PartB第三课时1(教育精品)

写秋天的比喻句
吸烟对青少年的危害及预防
2023年连锁销售晨会主持词(精选多篇)

17、登鹳雀楼
部门工作总结范文
二十九、强化人才机制建设,促进CTA业务发展
房地产营销策略4
2020年团日活动总结怎么写?
护理人员值班管理制
泥工班施工合同
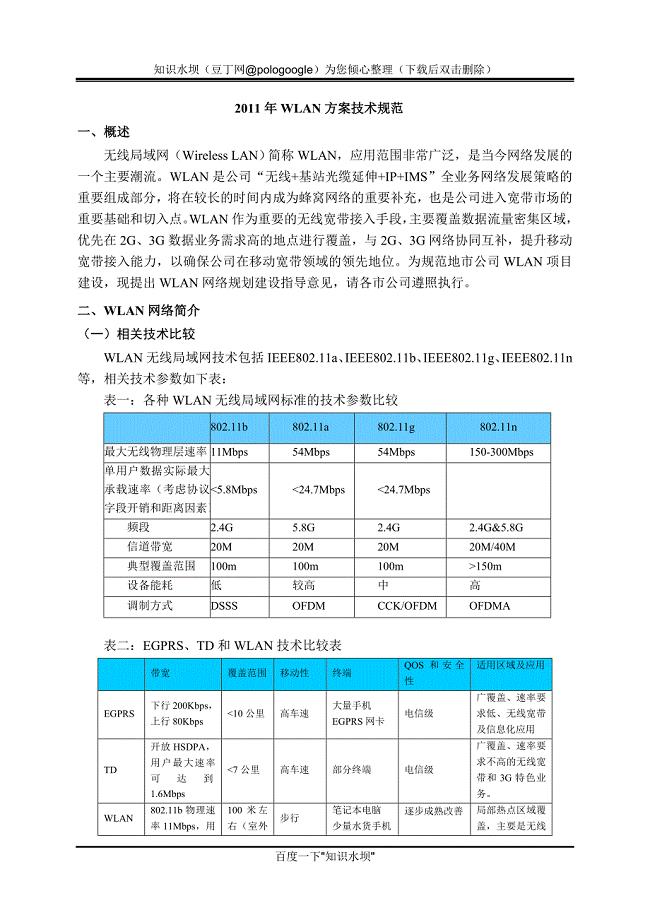
WLAN方案技术规范
部编人教版语文二年级上册写字表组词(拼音版
2022年R2移动式压力容器充装资格考试题库及模拟卷含参考答案41
 生态学硕士培养方案2017
生态学硕士培养方案2017
2023-01-08 5页
互联网医院管理办法
2023-08-08 10页
教子一得 借用典故教儿子
2023-09-16 3页
邮政支局副主任竞聘演讲稿
2023-07-31 4页
沥青砂施工方案
2023-08-10 9页
爱心家长志愿者护学岗实施方案
2022-10-13 7页
学校冬季运动会开幕式致辞
2023-03-20 3页
领导团队建设培训
2023-06-28 11页
人事科岗位职责
2023-12-06 9页
西井中学创建书香校园方案
2023-11-25 9页