
X62W万能铣床PLC电器改造设计论文
14页
1、论 文 题 目 X62W万能铣床PLC电器改造论文作者姓名: 所 在 院 系:机电学院机电系所 学 专 业:机电技术教育导师姓名职称:X62W型万能铣床的PLC电气改造摘 要 本文对X62W万能铣床的电路图系统的设计进行了分析,指出了原设计存在的不足之处,阐述了采用中小型PLC和采用MCGS软件设计的远程控制的可行性及具体的实施过程,为业内同行进行相关的技术设计提供参考。 关键词 PLC 电气控制 组态软件MCGS X62W万能铣床 电路图 远程控制Abstract:Origin text rightness X62W all-powerful miller of electric circuit diagram system of design proceed analysis, point out original design exsit of lack it place,adoption inside small scaled PLC with adoption MCGS software design of long range control of possibility
2、and concrete of put process into practice, is industry inside go together proceed related of technique design offering test. Key phrasePLC electricity control set software MCGS X62W all-powerful miller electric circuit diagram long range control 1 X62W万能铣床电路图的PLC改进1.1 前言 X62W型万能铣床,可用于平面,斜面和沟槽等的加工,安装分度头后可铣切直齿轮,螺旋面,使用圆工作台可以铣切凸轮和弧行槽,是一种常见的通用机床。但是在应用过程中其自动化程度不高,为此,我们采用PLC对 其进行改造,使其更适合于现代化的加工要求。1.2 铣床的主要机构和运动行式 X62W型铣床的结构简单,它由床身,悬梁,刀杆支架,工作台和升降台组成,刀杆支架上安装与主轴相连的刀杆及铣刀。以进行切削加工,顺铣时刀具为前转动方向,逆时为后方向转动。床身前面有垂
3、直导轨,升降台带动工作台可沿垂直导轨上下移动,完成垂直方向上的进给。升降台上的水平工作台还可以在左右方向向上移动进给以及在横向移动进给。回转台可单向转动,驱动电机经机械转动链转动,同过机械离合器在选定的进给方向盘驱动工作台移动进给。1.3 电力拖动和控制要求图1 X62W万能铣床电器元件说明表原来铣床的电路图(如图2)采用的是常规的继电器-接触器控制台控制电路。铣床的主轴运动和工作台进给运动分别单独的电动机拖动,并有不同的控制要求。同时为了满足顺铣和逆时针铣工作方式,能正转和反转为了方便分析电路图,我们把原有的电路图的元件说明表(图2)给出,可以明显的看出改进前后方便程度符号 名称及用途符号名称及用途符号名称及用途M1主轴电动机SQ6进给电机点动行程开关FR1主轴电机热继电器M2进给电动机SQ7主轴电机点动行程开关FR2进给电机热机电器M3冷却泵电机SA1工作台转换开关FR3冷却泵热机电器KM1主电机接触器SA2主轴上刀制动开关FU18熔断器KM2正转接触器SA3冷却泵开关TC变压器KM3反转接触器SA4照明灯开关VC整流器KM4快速接触器SA5主轴换向开关YB主轴电磁制动器SQ1工作
4、台向右进给QS电源隔离开关YC1电磁离合器SQ2工作台向左进给SB1,SB2主轴停止按钮YC2电磁离合器SQ3向前,向上进给SB3,SB4主轴起动按钮YC1接通快速传动链SQ4向后,向下进给SB5,SB6工作台快速移动按钮YC2接通工作传动链经过分析原有的电路图,进行改造具体如下:(1)工作台进给电机M2,直接启动,为了满足纵向横向垂直方向的往返运动,要求电机能正反转,为了提高生产率,要求空行程时可以快速度的移动,从设备使用安全考虑,各进给运动之间必须要有联锁。(2)电机M2拖动冷却泵,在铣削时间提供切削液。(3)主轴与工作台的变速度运动有机械变速系统完成,变速度过程中,当选定啮合的齿轮没能进入正常啮合时间,要求电机能点动到合适位置,保证能正常啮合。 (4)加工零件时间,为了保证设备安全,要求主轴电机启动以后,工作台电机 方能启动.图2 原有的铣床电路图1.4 PLC 控制硬件结构 由于X62W型万能铣床采用继电器设计,整套控制部分为了完成控制要求。各有控制部件要进行复杂的联锁和互锁,所以线路接点多。由于普通继电器坏频率高,且生产条件恶劣等原因,会给铣床的使用和维修带来许多不方便。为了
《X62W万能铣床PLC电器改造设计论文》由会员cl****1分享,可在线阅读,更多相关《X62W万能铣床PLC电器改造设计论文》请在金锄头文库上搜索。
200考物理试题分类汇编物体的物理属性初中物理
有关工作转正自我鉴定模板合集9篇
暑假种花日记范文.doc
网络工程师转正工作总结范文(4篇).doc
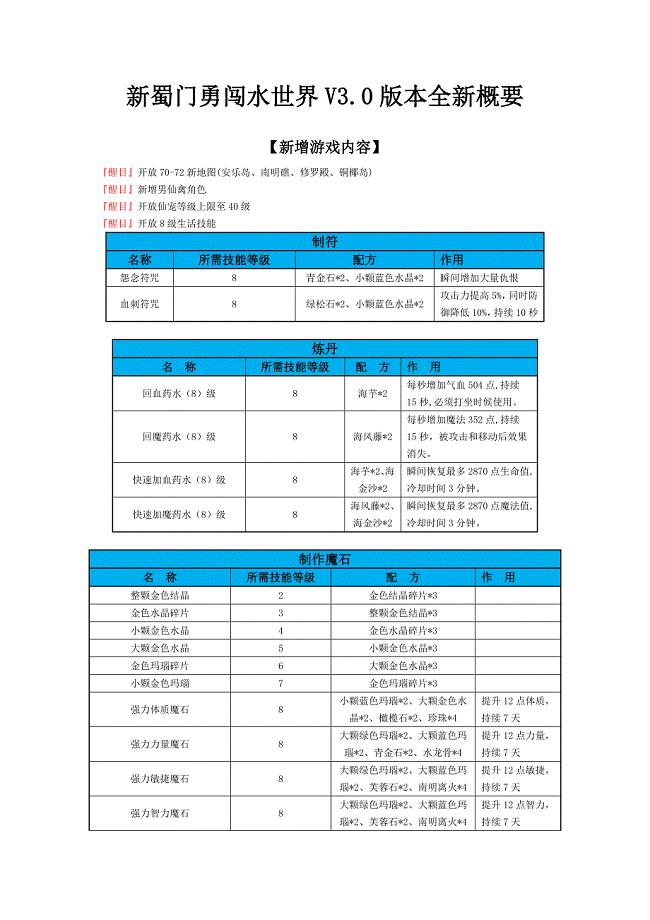
新蜀门勇闯水世界V3.0版本全新概要

2023年山东省济南市历下区智远街道济炼社区工作人员考试模拟题含答案
混凝土小型砌块项目创业计划书写作模板
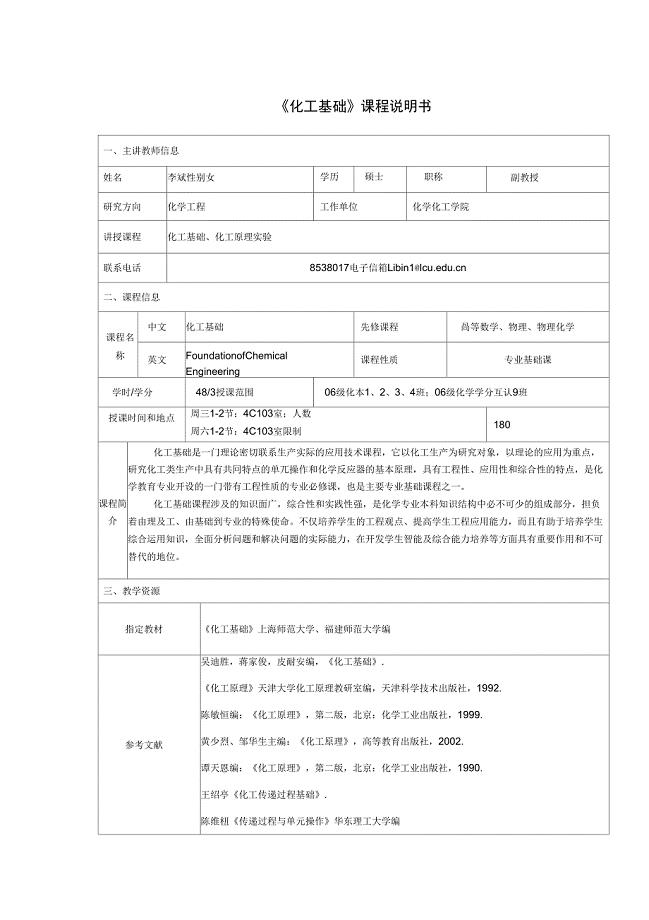
《化工基础》课程说明书
幼儿园小班安全计划参考范文(二篇).doc
2022新春联谊会活动策划方案范文
4、我的“长生果”导学单
2023年学生期末学习总结
2022年梦想演讲稿:为梦想而奋斗
农村初中英语单元整体教学背景下的分层教学研究课题实施方案
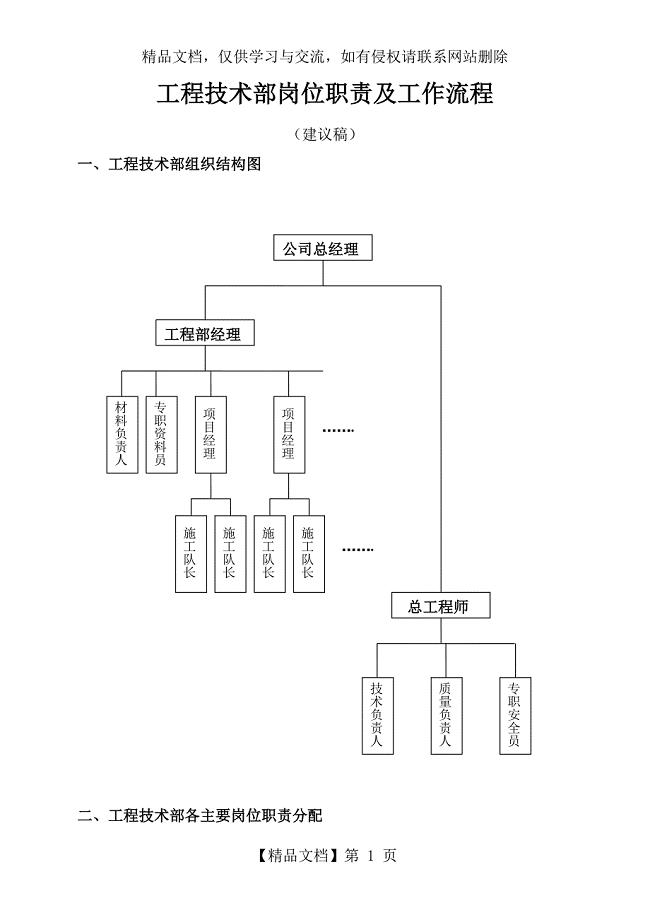
XX通信工程公司工程技术部岗位职责及工作流程
南开大学21春《旅游市场学》在线作业三满分答案66
论跨国公司环境法律责任与不方便法院原则以博帕尔案为例
年终工作总结汇编15篇.doc
2022年高中物理 7.9实验:验证机械能守恒导学案新人教版必修2
中国医科大学21秋《肿瘤护理学》在线作业一答案参考97
 凯里碧桂园工程质量策划方案书模板
凯里碧桂园工程质量策划方案书模板
2023-03-18 46页
脑卒中筛查与防治工作总结
2023-03-15 2页
公司业务审查相关文件专题之二:投资业务准入规则整理
2024-01-28 19页
追诉时效相关案例 2.doc
2023-10-22 19页
【精编】2020专业技术人员培训人工智能与健康睡眠与睡眠障碍、中医养生、口腔常见疾病的防治、传染病防控、心肺复苏
2023-05-19 31页
机场运营与管理
2023-04-07 25页
县教育局社会信用体系建设工作总结精选.doc
2023-03-14 3页
运行控制程序
2023-01-01 13页
和布克赛尔蒙古自治县实验中学2018-2019学年上学期高二数学12月月考试题含解析
2023-12-03 17页
节能报告编制模板
2023-02-01 26页