
数控编程ug-cam培训教程
97页
1、UG数控加工编程,广州UG华南培训中心,目录,编程基础 概述 CAM用户界面 菜单 工具条 加工流程 加工环境 CAM进程配置 CAM设置 操作导航器 4个“视图” 操作与参数组的关系 3种状态符号 MB3的使用 参数组 程序顺序组 加工刀具组 加工几何组 加工方法组,UG完全的刀具移动路径 操作类型 钻孔 钻中心孔 钻深孔 平面加工 面加工 平面加工 穴型加工 穴型加工 等高加工 固定轴加工 区域加工 清根 筋槽加工,几何类型 加工几何 毛坯几何 检查几何 修剪几何 切削区域 常用选项 转角控制 避让几何 进给速率 机床控制 刀具路径的显示,孔加工 概述 操作步骤 循环类型 循环组的数量 循环参数 钻孔深度 步进量 几何体 孔的位置 钻孔位置的选择、增加、移去 刀具路径的优化 凸台的避让 钻孔的最高面 钻孔的底面,面加工 概述 操作步骤 几何体 加工体 加工面 检查体 检查边界 切削方法 单向移动ZIG 双向往复移动ZIG_ZAG 刀具路径跟随最大的加工几何边界Follow Periphery 刀具路径跟随所有的加工几何边界Follow Part 轮廓铣Profile 切削步距 等距
2、离 刀具直径的百分比 变步距,进刀/退刀方法 水平距离 垂直距离 进刀/退刀的方法 自动进刀/退刀 矢量方向进刀 刀具轴方向进刀 自动进刀/退刀方法的参数 区域切削 轮廓切削 横越移动方法 安全平面 前一个切削层平面 毛坯平面 分层加工 切削参数 与切削方法相对应的参数 切削精度 切削余量,平面加工 概述 操作步骤 几何体 加工几何 边界选择方式 边界材料 边界平面高度 刀具位置 用户边界数据 用户边界成员数据 毛坯几何 检查几何 修剪几何 最大加工深度,切削方法 单向移动ZIG 双向往复移动ZIG_ZAG 刀具路径跟随最大的加工几何边界Follow Periphery 刀具路径跟随所有的加工几何边界Follow Part 轮廓铣Profile 切削步距 等距离 刀具直径的百分比 变步距 进刀/退刀方法 水平距离 垂直距离 进刀/退刀的方法 自动进刀/退刀 矢量方向进刀 刀具轴方向进刀 自动进刀/退刀方法的参数 区域切削 轮廓切削,横越移动方法 安全平面 前一个切削层平面 毛坯平面 分层加工方法 用户定义切削深度 仅加工底面和岛屿顶面 控制几何 预钻孔点 区域开始切削点 切削参数 与切
3、削方法相对应的参数 切削精度 切削余量 穴型加工 概述 操作步骤 几何体 加工几何,毛坯几何 毛坯几何的应用 检查几何 切削层 概述 深度切削范围的修改、增加 切削参数 容错加工 深度余量的设定 等高精加工 概述 操作步骤 几何体 切削区域 修剪边界 陡峭参数 陡峭度 最小切削长度 缝合距离,切削参数 移去边缘跟踪路径 使用刀具夹头计算刀具路径 固定轴轮廓加工 概述 基本原理 操作步骤 驱动方法 区域加工 边界驱动 螺旋驱动 曲面驱动 清根 径向切削驱动 线/点驱动 切削参数 精度公差 加工余量,分层加工 刀具干涉检查几何的处理方法 移去边缘跟踪路径 非切削参数 下刀方法 进刀方法 退刀方法 提刀方法 横越移动方法 测评、后处理、实操 实例讲评 刀具路径后处理 如何后处理 程序单的制作 后处理器的结构 后处理器的建立 实操 机床面板的操作 工件的安装,加工坐标系的确定 NC程序的输送,一、编程基础,第一天,加工流程,加工模块,模型,加工环境,操作导航器,Manufacturing,Initialize,参数组,程序组,刀具组,加工几何组,加工方法组,创建操作,产生刀具路径,后处理,刀具
4、路径检查、模拟,NC程序,数控机床,车间资料(程序单) 工件的装夹、加工坐标系的位置、 执行顺序、刀具数据等,UG/Post Postprocess,Verify Toolpath,填单日期:2002/6/20,NC程序单,加工环境,Configuration确定Setup的类型。 Configuration确定车间资料、后处理、CLS文件的输出格式。 Configuration也确定所用库的文件,包括刀具、机床、切削方法、加工材料、刀具材料、进给率和转速等文件库。,CAM Setup确定当选择Initial后何种操作类型可用,也确定生成的程序、刀具、几何、加工方法的类型,确定第一次进入CAM时什么将自动产生。,操作导航器,4个View 操作与参数组的关系,操作导航器(Operation Navigator),简称ONT,是一个图形用户界面,用来管理当前Part文档的操作及刀具路径。,3种状态符号 MB3的用法,参数组与参数组、操作的关系,继承参数 查询与改变参数的“继承关系”,四个“视图”,程序顺序“视图”,刀具“视图”,加工几何体“视图”,加工方法“视图”,选择不同的观察“视图”,
《数控编程ug-cam培训教程》由会员第***分享,可在线阅读,更多相关《数控编程ug-cam培训教程》请在金锄头文库上搜索。
校园足球汇报
异甘草酸镁注射液【治疗急性药物性肝损伤】Ⅱ期临床研究总结
云教室课程行政伦理学行政良心

语文S版小学二年级语文下册诺亚方舟课件优质课教学课件
未来中考趋势作文考与练
近年来广东历史试题中考易错点分析与教学启示

搜索推广那些事

小学语文二年级上册红领巾真好说课稿设计(说课设计)

新课标人教版二年级语文上册红领巾真好课件

新课程背景下的高中化学课堂教学改革

危机管理与突发事件应对

背影朱自清教案课件二课时
突发公共卫生事件培训
统计学简史及数据科学中南财经大学

水泥混凝土路面技术现状及发展终
有家真好作文讲评课
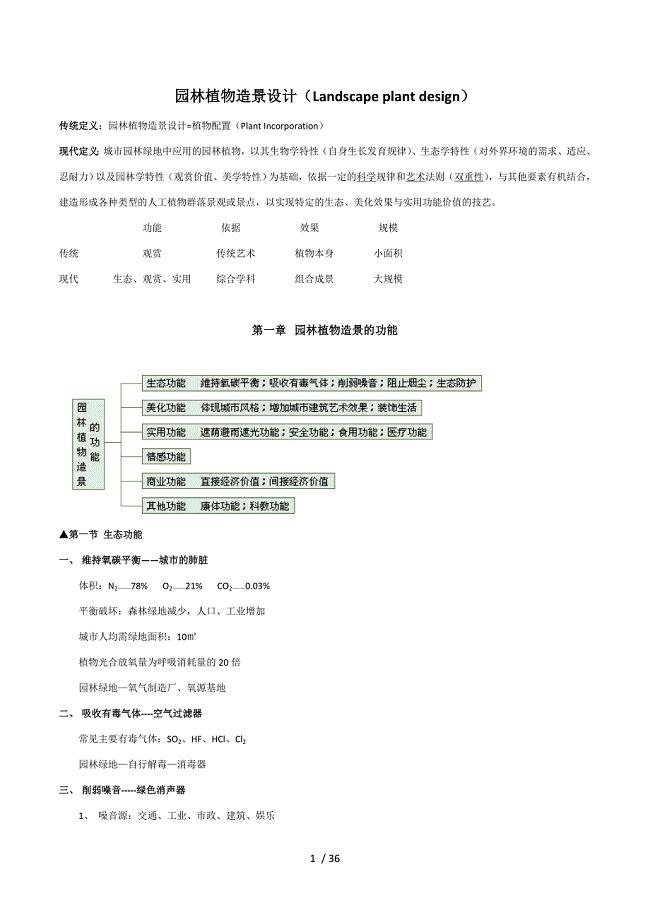
西南大学植物造景设计总复习
海外汉语教学新探索在线交流学习平台Goclef

动态黑色背景年终总结模板
孙子的治军之道与现代管理谋略总结
 模板&范本:人力资源部门KPI指标库
模板&范本:人力资源部门KPI指标库
2024-01-08 6页
食品营养与健康提供营养均衡的餐品
2023-11-30 26页
运动和健身对身体健康的益处
2023-11-30 19页
餐饮企业融资计划制定和执行获取充足资金和降低融资成本的关键步骤
2023-11-30 21页
膨化食品生产的原材料质量控制与选择
2023-11-30 23页
颅内肿瘤了解疾病特点与治疗方式
2023-11-30 25页
肥胖症预防与自我管理
2023-11-30 28页
过敏性疾病的知识与防护
2023-11-30 29页
箱包销售如何增加产品附加值
2023-11-30 35页
恶性肿瘤的防治与康复
2023-11-30 29页