
冲压弯曲件冲压模具设计【毕业论文,绝对精品】
66页
1、精品论文冲压弯曲件冲压模具设计摘 要随着中国工业不断地发展,模具行业也显得越来越重要。本文针对支架弯曲件的冲裁工艺性和弯曲工艺性,分析比较了成形过程的三种不同冲压工艺(单工序、复合工序和连续工序) ,确定用一幅级进模完成落料、冲孔和一幅单工序模完成弯曲的工序过程。介绍了支架弯曲件冷冲压成形过程,经过对支架的批量生产、零件质量、零件结构以及使用要求的分析、研究,按照不降低使用性能为前提,将其确定为冲压件,用冲压方法完成零件的加工,且简要分析了坯料形状、尺寸,排样、裁板方案,冲压工序性质、数目和顺序的确定,进行了工艺力、压力中心、模具工作部分尺寸及公差的计算,并设计出模具。还具体分析了模具的主要零部件(如冲孔凸模、落料凸模、卸料装置、弯曲凸模、垫板、凸模固定板等)的设计与制造,冲压设备的选用,凸凹模间隙调整和编制一个重要零件的加工工艺过程。列出了模具所需零件的详细清单,并给出了合理的装配图。通过充分利用现代模具制造技术对传统机械零件进行结构改进、优化设计、优化工艺方法能大幅度提高生产效率,这种方法对类似产品具有一定的借鉴作用。关键词:支架,模具设计,级进模,冲孔落料,弯曲精品论文Stamp
2、ing Bending Stamping Mold DesignABSTRACTWith Chinas industrial developing constantly, mold industry is becoming more andmore important. Based on the stent bending blanking process and bending process,Comparative analysis of the process of forming three different stamping process (singleprocesses, complex processes and continuous processes) confirm completion of theblanking, punching and a single procedure completed the bending modulus processes.On the cover of the cold bending stents, right afte
3、r the cover of the mass production,quality components, and the use of structural components of the analysis, research, inline with lower performance prerequisite to the identification of stampings, Stampingmethod used to complete the processing components, and a brief analysis of the blankshape, size, layout, the conference board, stamping processes in nature, number andsequence determination. For the process, the center of pressure, the die size and thetolerance of the calculation, design mold.
4、 Also analyzes the mold of the maincomponents (such as mould, punch hole punch, unloader device, punch, plate, bendingplate etc) design and manufacturing, stamping equipment selection, punch-gapadjustment and establishment of a vital parts machining process. Die requirements setout a detailed list of parts, and gives a reasonable assembly. By fully utilizing modernmanufacturingtechnologytomoldtraditionalmechanicalpartsforstructuralimprovements, design optimization, process optimization methods c
《冲压弯曲件冲压模具设计【毕业论文,绝对精品】》由会员第***分享,可在线阅读,更多相关《冲压弯曲件冲压模具设计【毕业论文,绝对精品】》请在金锄头文库上搜索。
校园足球汇报
异甘草酸镁注射液【治疗急性药物性肝损伤】Ⅱ期临床研究总结
云教室课程行政伦理学行政良心

语文S版小学二年级语文下册诺亚方舟课件优质课教学课件
未来中考趋势作文考与练
近年来广东历史试题中考易错点分析与教学启示

搜索推广那些事

小学语文二年级上册红领巾真好说课稿设计(说课设计)

新课标人教版二年级语文上册红领巾真好课件

新课程背景下的高中化学课堂教学改革

危机管理与突发事件应对

背影朱自清教案课件二课时
突发公共卫生事件培训
统计学简史及数据科学中南财经大学

水泥混凝土路面技术现状及发展终
有家真好作文讲评课
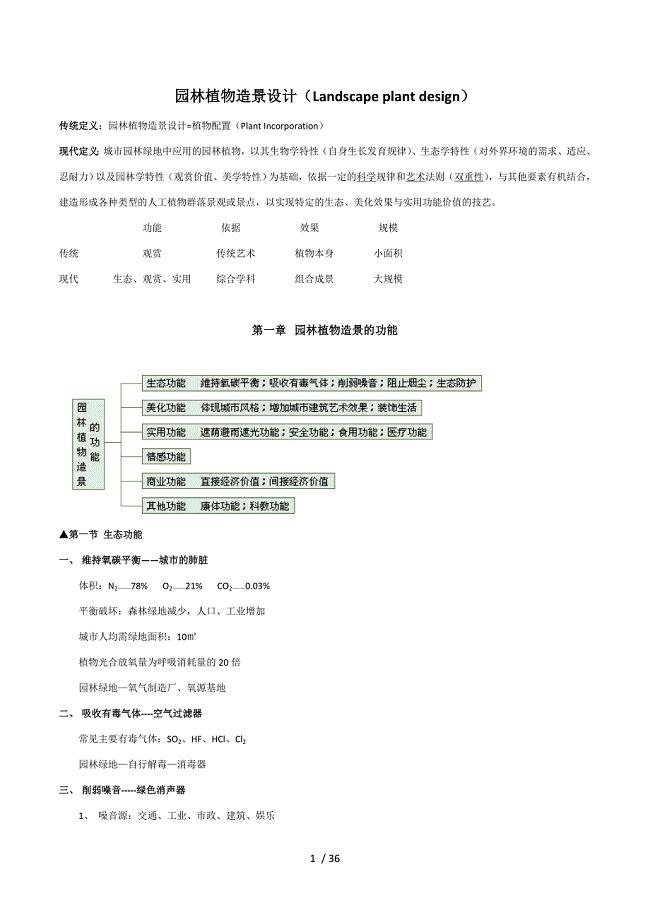
西南大学植物造景设计总复习
海外汉语教学新探索在线交流学习平台Goclef

动态黑色背景年终总结模板
孙子的治军之道与现代管理谋略总结
 (律师自用版)股份转让合同范本(详细)
(律师自用版)股份转让合同范本(详细)
2024-05-14 6页
(律师自用版)股权转让及回购
2024-05-14 8页
(律师自用版)股权转让协议(二转一)
2024-05-14 6页
(律师自用版)股权转让意向书
2024-05-14 9页
(律师自用版)股权转让协议(范本)
2024-05-14 9页
(律师自用版)股权转让协议(回购)
2024-05-14 7页
(律师自用版)股权转让框架协议(房产项目公司)
2024-05-14 12页
(律师自用版)股权转让协议(参考格式)
2024-05-14 8页
(律师自用版)关于股权退出转让的承诺书
2024-05-14 4页
(律师自用版)股权转让协议(不含尽职调查版)
2024-05-14 7页