
齿轮轴零件机械制造工艺规程
21页
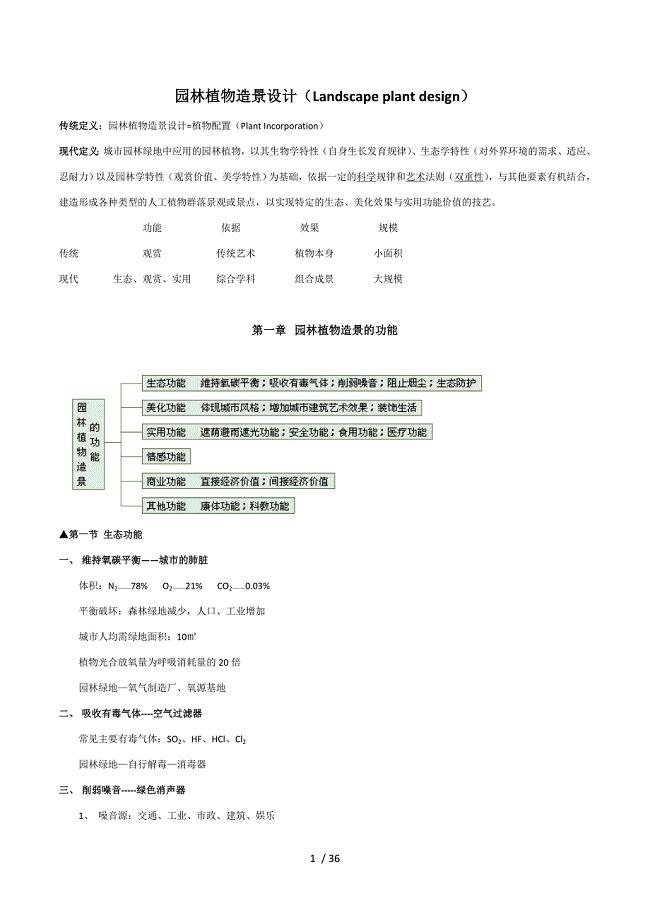
1、%)b%)(1a(1mQN 1.1.齿轮轴零件的机械制造工艺规程齿轮轴零件的机械制造工艺规程 1.11.1 零件工艺分析和确定生产类型零件工艺分析和确定生产类型 1.1.11.1.1 拟定工艺路线拟定工艺路线 由给定的零件图可以看出,该零件图的是齿轮轴类零件,部分 加工表面的精度等级达到 5 级,粗糙度达到 0.4m,因此先大致拟 定如下工艺路线: 锻造毛坯,正火 对整个毛坯件进行粗车 对整个毛坯件进行半精车 热处理 精车 滚齿 钻孔,攻丝 调质处理 对 50mm 处进行磨削 1.1.21.1.2 确定零件的生产类型确定零件的生产类型 根据下式计算 -(1- 1) 式中 N-零件的生产纲领 Q-产品的年产量 m-每台(辆)产品中该零件的数量 a%-备品率,一般取 2%-4% b%-废品率,一般取 0.3%-0.7% 根据上式就可以计算求得该零件的年生产纲领,在通过查表, 就能确定该零件的生产类型。本设计中,Q=5000,m=1 件/台,备品 率和废品率为 3%和 0.5%,将数据代入上式得 N=5176 件/年,查表可 知该零件为轻型零件,本设计中齿轮轴零件的生产类型为大批量生 产。
2、1.21.2 毛坯的选择,绘制毛坯图毛坯的选择,绘制毛坯图 1.2.1 选用锻件为毛坯,采用模锻成型的方法制造毛坯。 1.2.2 确定毛坯尺寸及机械加工余量 本锻件采用普通级,根据零件图的基本尺寸查表可初步得粗车, 半精车,粗磨和精磨外圆的单边加工余量分别为 6mm,1.1mm,0.4mm 和 0.1mm。又粗精加工分开时,对于粗车外圆 的余量允许小于原表中余量的 70%,故可取粗车余量为 4.8mm,总的 的余量为 6.4mm。再根据手册即可得锻件机械加工余量和公差为: 单边加工余量半径 ar=62,长度方向 aL=52。于是,可初步得锻件 图的尺寸,如图 1-1 所示(图中粗实线表示锻件的外形,双点划线 表示零件轮廓)。 1.31.3 毛坯图的确定毛坯图的确定 1.3.11.3.1 计算毛坯加工余量和尺寸公差计算毛坯加工余量和尺寸公差 根据图 1-1 和计算式-(1-l 2 rm 2) 设锻件最大直径为 100mm,长为 230mm,则 5.61kg=4)3096+8867+2262+8044107.853.14=m 22223 ( 锻 图 1-1 齿轮轴零件的锻件图 根据上述计算
3、数据,查表可确定零件的形状复杂系数为 s,属于 简单级别。 而 40Cr 的含碳量为 0.4%小于 0.65%,故该零件的材料系数属 于 m1级。 锻件的分模线形状。根据该零件的行为特点,本设计选择零 件的水平面为分模面,属于直分模线。 零件表面粗糙度。该零件仅有 50j5 的外圆表面粗糙度为 0.4m,其余均大于等于 1.6。 根据上述诸因素,可查表确定该锻件的尺寸公差和机械加工余 量,所得结果列于下表 1-1。 kg17.1485. 7232/60 2 )( 外包 m 4 . 0 17.14 61 . 5 S 表表 1-11-1 齿轮轴锻件毛坯尺寸公差级机械加工余量齿轮轴锻件毛坯尺寸公差级机械加工余量 锻件重量/kg 包容体重量 /kg 形状复杂系数材质系数公差等级 5.6114.17S1M1 普通级 项目 单边加工余量 /mm 锻件尺寸/mm尺寸公差/mm备注 32h62.537 50j5356 55259 84h8390 55259 50j3356 802.5811.25 112.5111.0 432431.1 202241.0 452451.1 2102.52151.65 根
4、据机械制 造工艺设计简 明手册表 2.2-25、表 2.2-13 确定 本零件毛坯同轴度偏差允许值为 1.2mm,残留飞边为 1.2mm。 确定圆角半径。外圆角半径 r=0.05H+0.5(H 为各段高度),内圆 角半径 R=2.5r+0.5.为简化起见,本锻件的内外圆角半径分别取相 同的数值。综合考虑取 H=50mm,r=0.0550+0.5=3mm,R=3.53+0.5=8mm。 5 . 1 7 . 0 2 . 2 7 . 1 8 . 0 5 . 2 5 . 1 7 . 0 2 . 2 5 . 1 7 . 0 2 . 2 5 . 1 7 . 0 2 . 2 5 . 1 7 . 0 2 . 2 1.3.21.3.2 设计毛坯图设计毛坯图 图 1-2 齿轮轴零件毛坯图 由表 1-1 所得结果,绘制如图 1-2 所示毛坯图(图中粗实线表 示锻件的外形,双点划线表示零件轮廓)。 1.41.4 选择加工方法,制定工艺过程选择加工方法,制定工艺过程 1.4.11.4.1 基准选择基准选择 齿轮零件的精基准选择为轴两端面的中心孔,满足基准重合的 原则。最先进行机械加工的事两端面,保证长度要求。再
《齿轮轴零件机械制造工艺规程》由会员第***分享,可在线阅读,更多相关《齿轮轴零件机械制造工艺规程》请在金锄头文库上搜索。
校园足球汇报
异甘草酸镁注射液【治疗急性药物性肝损伤】Ⅱ期临床研究总结
云教室课程行政伦理学行政良心

语文S版小学二年级语文下册诺亚方舟课件优质课教学课件
未来中考趋势作文考与练
近年来广东历史试题中考易错点分析与教学启示

搜索推广那些事

小学语文二年级上册红领巾真好说课稿设计(说课设计)

新课标人教版二年级语文上册红领巾真好课件

新课程背景下的高中化学课堂教学改革

危机管理与突发事件应对

背影朱自清教案课件二课时
突发公共卫生事件培训
统计学简史及数据科学中南财经大学

水泥混凝土路面技术现状及发展终
有家真好作文讲评课
西南大学植物造景设计总复习
海外汉语教学新探索在线交流学习平台Goclef

动态黑色背景年终总结模板
孙子的治军之道与现代管理谋略总结
 精确加气块施工技术交底
精确加气块施工技术交底
2024-03-06 9页
文物保护项目复建、修缮工程施工组织设计
2024-01-25 132页
35KV变电所附属工程施工方案
2023-12-25 16页
320KA电解槽焊接与变形控制
2023-12-05 6页
320KA电解槽槽壳组装施工方案
2023-12-05 6页
10KV总配电气安装施工方案
2023-11-29 9页
预应力工程(后张法)施工方案(方案模板)
2023-11-16 20页
桩基施工方案(优质工程)
2023-11-16 39页
施工电梯基础专项施工方案(方案模板)
2023-11-16 15页
塔吊定位及基础(安全专项)施工方案编制、审核要点
2023-11-16 2页