
320KA电解槽槽壳组装施工方案
6页
1、 320KA 电 解 槽 槽 壳 组 装 施工方案施工方案 320KA 预焙阳极电解槽槽壳外形尺寸长宽高为 1652450441822,重量为 20.33 吨,由底板一块,长侧板两块及端侧板结构两个组成。底板、长侧及端侧板结构在制作场地作好后运往车间组装,在车间内电解槽基础上铺设三个平台。起重设备利用车间内的天车。一、编制依据 1、贵阳铝镁设计研究院的设计图(GBLY-428)2、贵阳铝镁设计研究院编发的G32 型铝电解槽槽壳制作、安装规程(GBLY38)3、钢结构工程施工质量验收规范(GB50205-2001)二、槽壳组装 1、组装平台铺设 在电解槽基础上安装支承梁找平,将 28 根工字钢端梁(或摇篮架倒放)等距放在底梁上,用水准仪找平并点固,在每根端梁两头间距 3550mm 处点固一块 1640220 的钢垫板(如图一),使每侧垫板须在一条直线上。图一 2、底板铺设 底板焊肉单面磨平并除锈、刷漆,用天车翻转,做纵横标记及槽壳壁板内侧线标记,并吊至组装平台。吊装示意图(如图二)。图二 3、槽壳组装焊接 由于长侧板结构较长 14298mm,考虑到由制作场地到安装车间的吊装运输过程中,有
2、可能会产生变形。故组装前需将长侧板结构在平台上检查校正,使侧板结构的壁板纵向变形1/1000,且不大于 5mm,竖向变形1/1000 且不大于 3mm。(1)将底板吊装至平台上,检查中心线及组对内侧线无误。(2)将两端板结构吊至底板上,对正中心线及内侧线后,用角钢作临时支撑固定,使垂直度1/1000,将底板与壁板点固,四角圆弧中部点固段长 50mm。(3)测量两端头板间距,修正端头板或长侧板结构的余量,吊装长侧板结构,对正中心线及内侧线与底板点固,在侧板结构翼板对接缝处点固一挡块,以临时支撑侧板结构,组对翼板对接缝、壁板四条立缝及斜侧板对接缝,组对检查无误后进行焊接。(4)由四名焊工采用 E5003 型焊条电弧焊或 CO2气体保护焊同时焊接四条立缝,先焊外缝,再清根焊内缝,焊接角缝前在底板上顺长度方向压上三捆阴极钢棒,每捆由 2 根 12m 长钢棒立放并用钢板焊接固定在一起,并设吊耳,以便吊装。其中两捆钢棒各距两侧壁板为 600mm,另一捆在这两钢棒中间(如图一),以便起到反变形作用,焊接角焊缝时,采用 CO2气体保护焊焊接,先焊外角缝,再焊内角缝,焊工应对称分段焊接,最后再进行端头板
《320KA电解槽槽壳组装施工方案》由会员心***分享,可在线阅读,更多相关《320KA电解槽槽壳组装施工方案》请在金锄头文库上搜索。
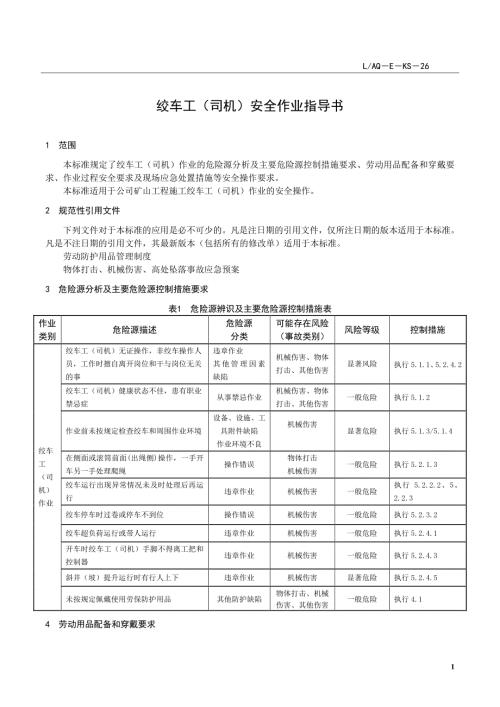
LAQ-E-KS-26 绞车工安全作业指导书
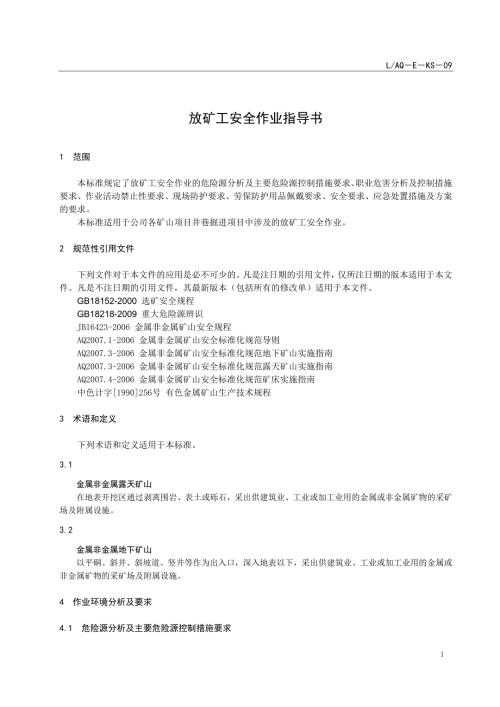
LAQ-E-KS-09 放矿工安全作业指导书
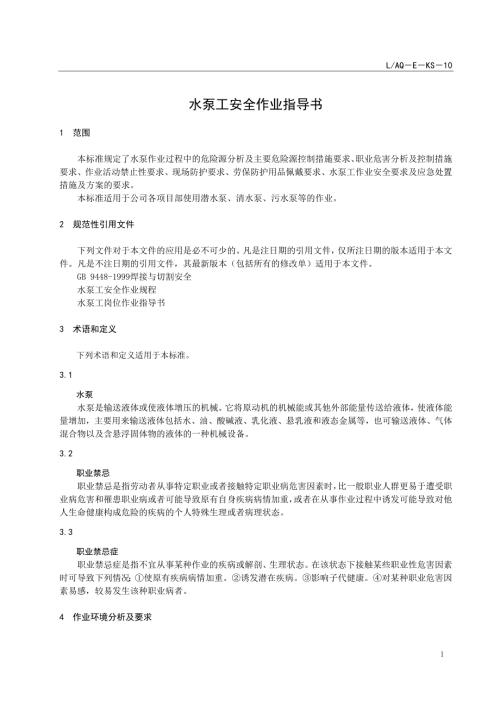
LAQ-E-KS-10 水泵工安全作业指导书
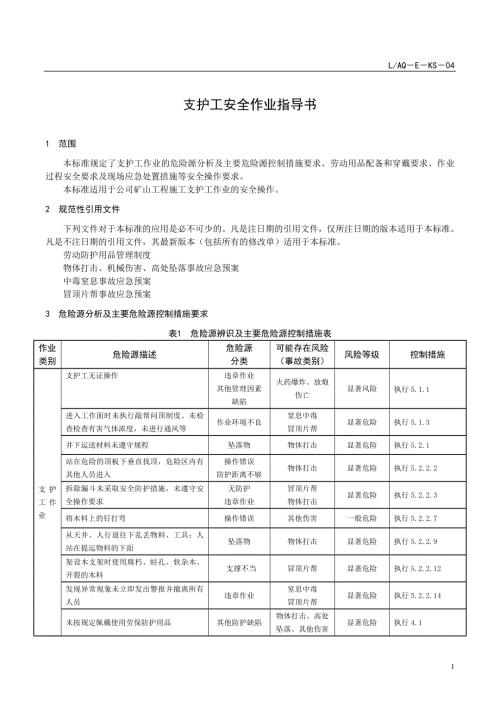
LAQ-E-KS-04 支护工安全作业指导书
LAQ-E-KS-12 压风工安全作业指导书---
LAQ-E-KS-07 喷浆混凝土支护工安全作业指导书
LAQ-E-KS-11 卷扬机工安全作业指导书
LAQ-E-KS-27 挂钩工安全作业指导书
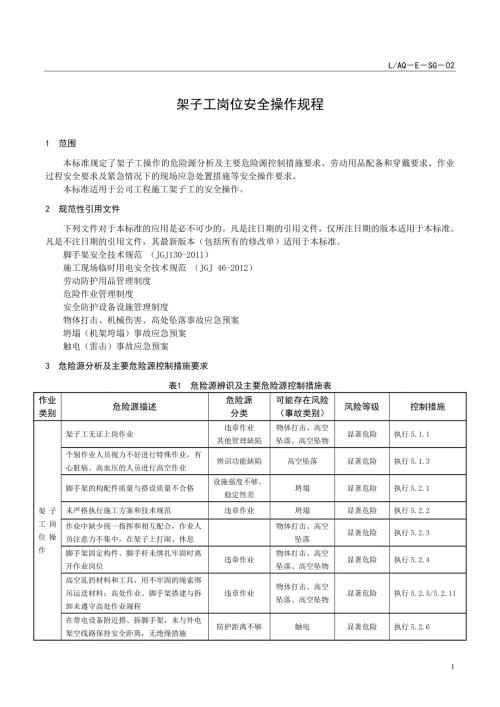
LAQ-E-SG-02 架子工安全作业指导书
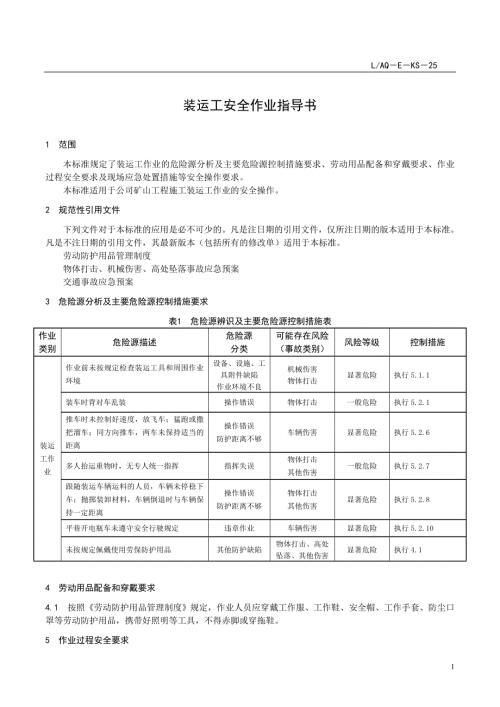
LAQ-E-KS-25 装运工安全作业指导书
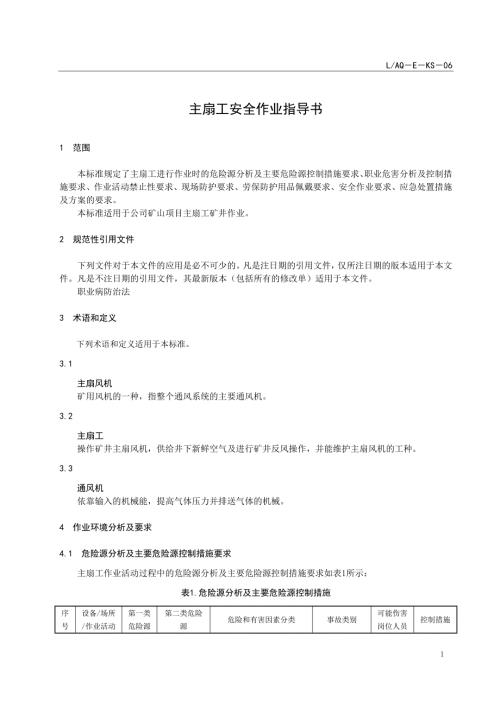
LAQ-E-KS-06 主扇工安全作业指导书
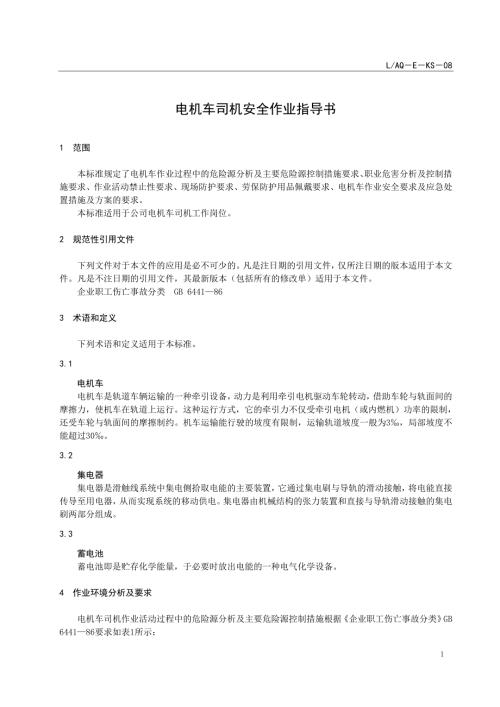
LAQ-E-KS-08 电机车司机安全作业指导书
LAQ-E-SG-10 仓管员安全作业指导书
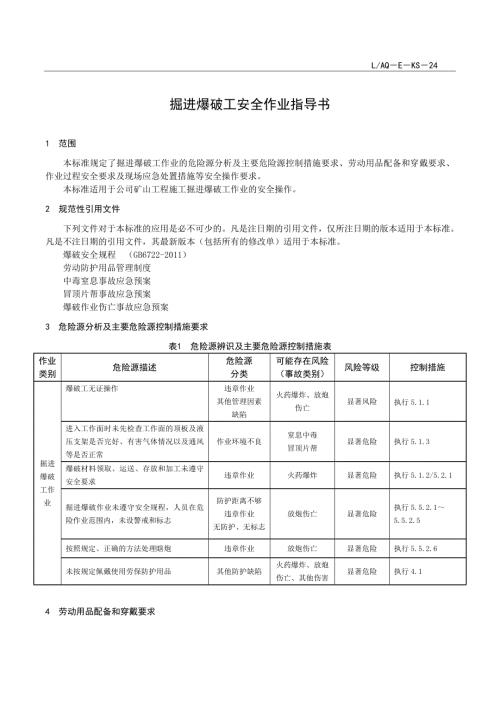
LAQ-E-KS-24 掘进爆破工安全作业指导书
LAQ-E-SG-06 玻璃工安全作业指导书
LAQ-E-SG-09 客车驾驶员安全作业指导书
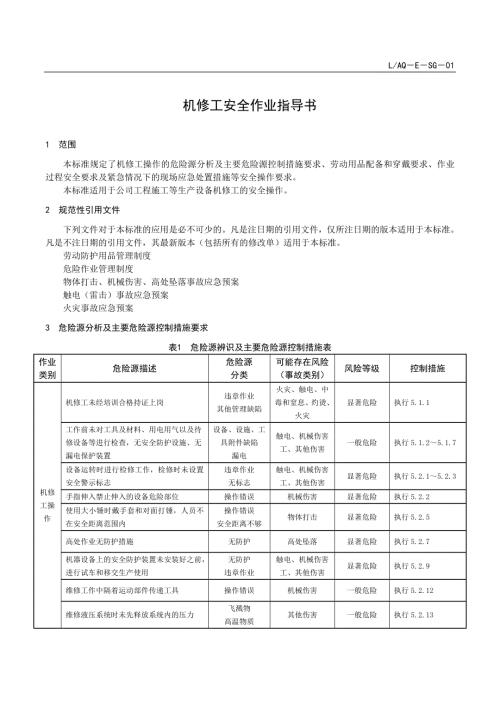
LAQ-E-SG-01 机修工安全作业指导书
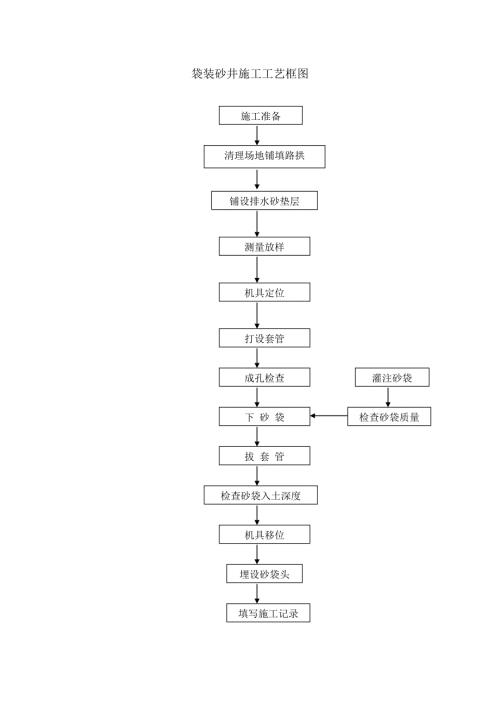
袋装砂井施工工艺框图
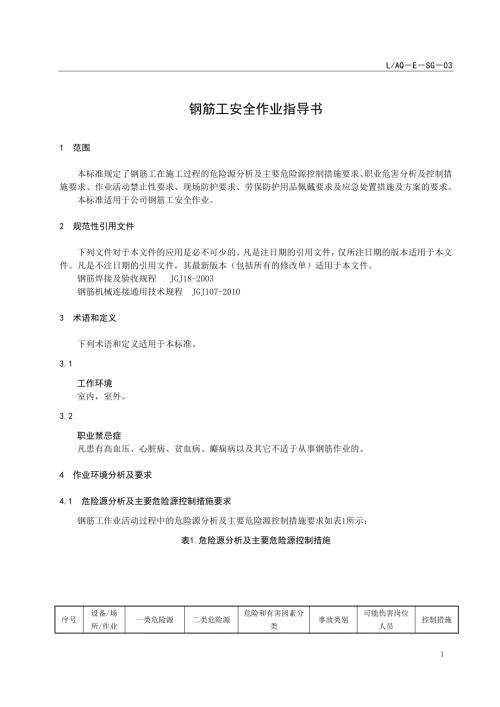
LAQ-E-SG-03 钢筋工作业安全指导书
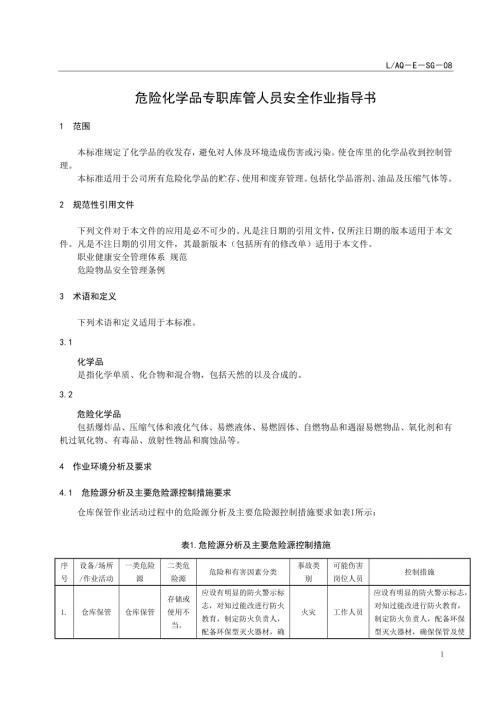
LAQ-E-SG-08 危险化学品专职库管人员安全作业指导书
 精确加气块施工技术交底
精确加气块施工技术交底
2024-03-06 9页
文物保护项目复建、修缮工程施工组织设计
2024-01-25 132页
35KV变电所附属工程施工方案
2023-12-25 16页
320KA电解槽焊接与变形控制
2023-12-05 6页
10KV总配电气安装施工方案
2023-11-29 9页
预应力工程(后张法)施工方案(方案模板)
2023-11-16 20页
桩基施工方案(优质工程)
2023-11-16 39页
施工电梯基础专项施工方案(方案模板)
2023-11-16 15页
塔吊定位及基础(安全专项)施工方案编制、审核要点
2023-11-16 2页