
大容量_多孔细旦熔纺喷丝板微孔间距的设计.pdf
5页
1、专题合成纤维 望年 月 大容量 、 多孔细旦熔纺喷丝板微孔间距的设计 秦 伟明杭州蓝孔雀化学纤维股份有限公司 摘要 运用化工传递理论剖析了丝条固化 成形中同板单纤间冷却条件差异形成的原 因 , 提出保证丝条冷却成形均 匀德定的 必要条件 , 从理论上推导出熔纺喷丝板合理孔 排列间距的数学模型 , 并就涤纶 、饰纶、 丙纶纺丝 用喷丝板合理孔排列间距提出了设 计依据 。 关健词喷丝板孔间距设计 前言 在熔融纺丝中 , 喷丝板结构设计的合理 性与熔体纺丝稳定性 、成 品丝质量密切相关 。 喷丝微孔排布及微孔结构均直接影响纺丝质 量 。 在已公开的专利以及文献资料 中 , 喷丝 孔结构以及孔排列形式研究占了绝 大多数 , 而关于喷丝微孔的间距设计研究未见有专门 的文献报导 。 至今 , 对喷丝孔的分布排列 尺 寸通常还用试验实测确定 。 喷丝微孔间距设计是喷丝板结构设计的 重要参数之一 , 尤其在大容量 、多孔短纤 以及 多孔细旦复丝纺中 , 喷丝孔数比常规高 一 倍 , 合理紧凑排布显得格外重要 。 本文试 图 用化工传递中普兰德边界层 理论 , 结合熔融纺丝成形传热基本方程建立数学模 型
2、 , 确立起相互参变量间的定量关系 , 对多纤 细旦复丝 、大 容量多孔短纤 用高密度排列喷 丝板的孔间距设计 , 从理论依据上作一探讨 。 理论分析与算式推导 理论分析 熔体丝条成形中的边界层 高聚物熔体从喷丝微孔中喷出 , 在卷绕 牵引及冷却气流作用下 , 直径变细 , 速度逐渐 一一 增大 , 最终凝固成固体丝条 。 在熔体成形过 程中 , 高聚物熔体与空气间发 生动量及热量 传递 。 根据流体边界层学说 , 当实际流体沿 固体壁面流动时 , 只要流体能够润湿壁面 , 则 紧贴固体壁面附着一层极薄的永不滑脱壁面 流体 , 此层流体流速为零 。 该层流体在粘滞 力作用下 , 使相邻层 流体在与流动相垂直的 方向上流速逐渐地加大 , 而接近一个定值 , 构 成了边界层 。 若固体壁面与流体间存在温度 差 , 在壁面附近同时存在着动量传递和热量 传递 , 在固体壁 面附近同样存在着热边界层 或称温度边界层 。 在边界层之外 , 流体在 与流向相垂直方向上速度梯度及温度梯度极 小 , 不存在速度分布与温度分布 , 此区域完全 可作理想流体处理 。 熔体丝条从喷丝孔流出 时 , 有与上述类
3、似的情况 , 在熔体壁面附近形 成一层边界薄层 , 并随熔体向前移动 , 边界层 厚度增加 , 运动中的熔体丝条完全处于边 界 层包围之中 。 丝条在边界层气流中完成热量 传递和动量传递 , 冷却固化 。 边界层气流直 接影响丝条固化及形态结构形成 。 同喷丝板中各丝条冷却 均匀的必要 条件 上述边界层气流伴随丝条向下运动 , 速 度逐渐加大 。 冷却气流垂直于丝条运行方向 流向边界层 , 部分冷却气流在边界气流牵引 第卷第期合成纤维专题 下改变运行方 向而融人边界层 , 在新鲜冷却 气流的不断补充下 , 保证了熔体始终处在稳 定 的冷却气氛中另一部分冷却气流穿 过丝 层进人下一层丝条边界层流 。 由于冷却气流 不断地补充 , 使不同丝层的全部丝条都得到 基本相同的冷却条件 , 这从四氛化碳烟雾观 察成形丝条侧吹风行踪实验 中能清楚地看 到 , 见图 。 喷丝板 因退翅困混爬 图冷却气流穿透丝层流动情况 边界层在动量传递作用下 , 在熔体流动 方向上逐渐加厚 , 最终在熔体纺丝线某处 , 相 临的丝条边界层必然互相汇合 。 边界层汇合 前 , 单根丝条周围的边界层气流互相独立 , 冷
4、却空气在风量与风压的保证下能穿透丝层 , 使各层丝束均能得到新鲜气流的补充然而 , 边界层汇合后 , 熔体丝条完全被边界层气流 包围 , 汇合的边界层气流形成一道屏障 , 阻碍 了新鲜的冷却气流进人内层 , 造成外层熔体 能接受到新鲜气流补充 , 而其它层熔体因汇 合气流的屏蔽作用而无法得到新鲜气流的补 充 , 从而造成各层 丝束冷却条件差异加大 。 为了使处于前后层丝条均能得到原始状态新 鲜空气补充 , 保证各丝条间尽可能有一致的 、 稳定的 、充分均匀的冷却 固化条件 , 熔体丝条 的凝固应先于边界层气流的汇合 。 算式推导 熔体从喷丝孔流出至 固化成形 , 流速逐 渐加大 , 从雷诺数判断 , 熔体在固化前呈稳定 的层流状边界层气流流速可近似只随径向 变化 , 圆周方向上不变 , 这与无限宽大平板表 面作稳定层流运动气流的简单流动方式相类 似 , 因此我们可借用大平板稳态平行层流简 化的卡门 五 边界层 动量方程来研 究丝条在空气中的运动 。 ,、 , 日尸 孟 。 “一 占渝 式中一边界层外的气流流速 、一边界层 中轴方 向上的气流流速 厂气流密度 一一气流压强 一平板壁面处流
《大容量_多孔细旦熔纺喷丝板微孔间距的设计.pdf》由会员飞****9分享,可在线阅读,更多相关《大容量_多孔细旦熔纺喷丝板微孔间距的设计.pdf》请在金锄头文库上搜索。

第三单元 秦汉时期:统一多民族国家的建立和巩固(单元复习好卷)
七年级历史阶段性学业水平测试
《论语》十二章全面解读

Web前端开发案例教程:12完整项目化妆品网站设计与实现

编程基础与实例教程-PHP
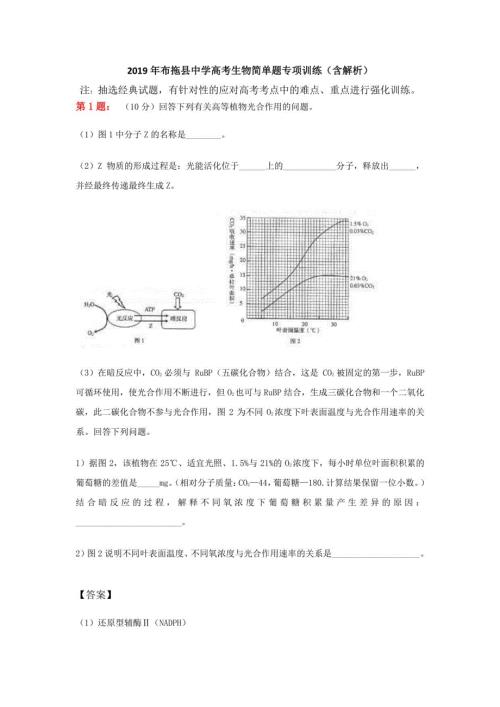
2019年抚顺市第六中学高考生物简单题专项训练(含解析)
2019年教科版八年级物理上册全册学案
2019年宝鸡晨光中学高考生物简单题专项训练(含解析)
2019年象山港书院高考生物简单题专项训练(含解析)
2019年一级建造师工程经济考点总结

2019年小学教育教学工作总结4篇
2019年浙江省金华市中考数学试卷(解析版)
2019年布拖县中学高考生物简单题专项训练(含解析)
2010年卫生系列中级职称内科学风湿及结缔组织病习题及参考答案
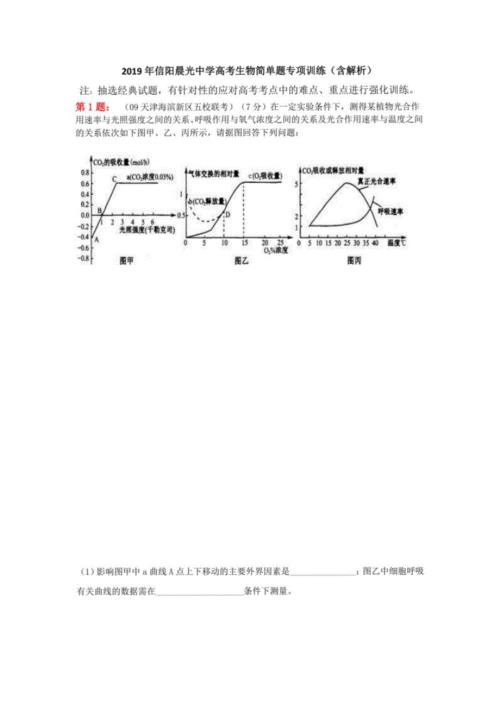
2019年信阳晨光中学高考生物简单题专项训练(含解析)
2018年一级建造师市政实务必考点

2019年和县第三中学高考生物简单题专项训练(含解析)
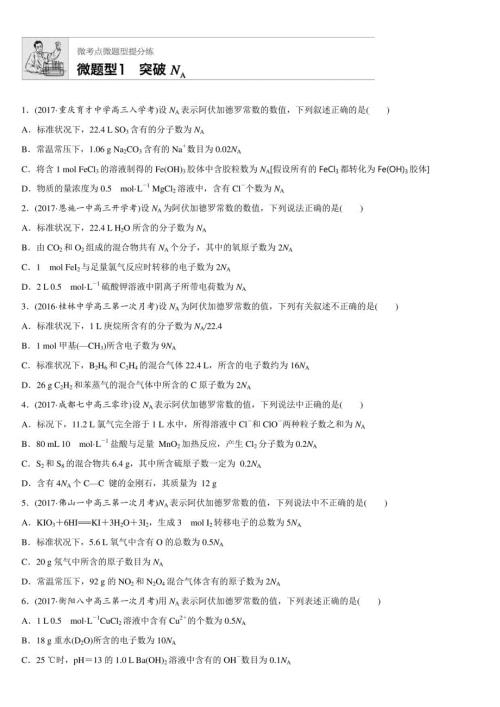
2018高考化学微题型微考点训练1--20
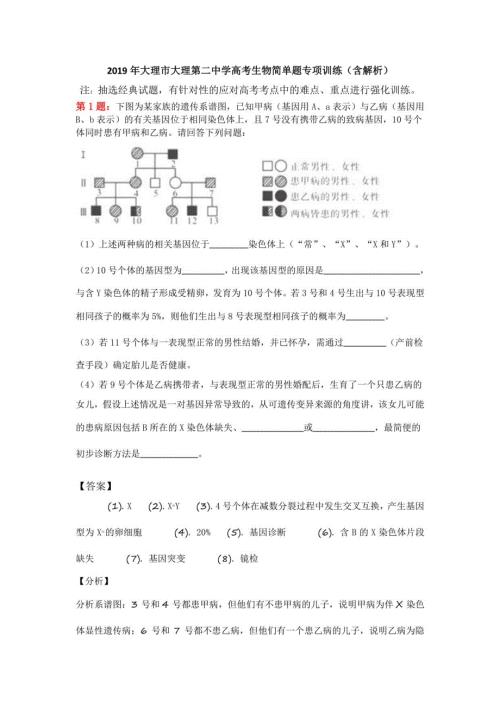
2019年大理市大理第二中学高考生物简单题专项训练(含解析)
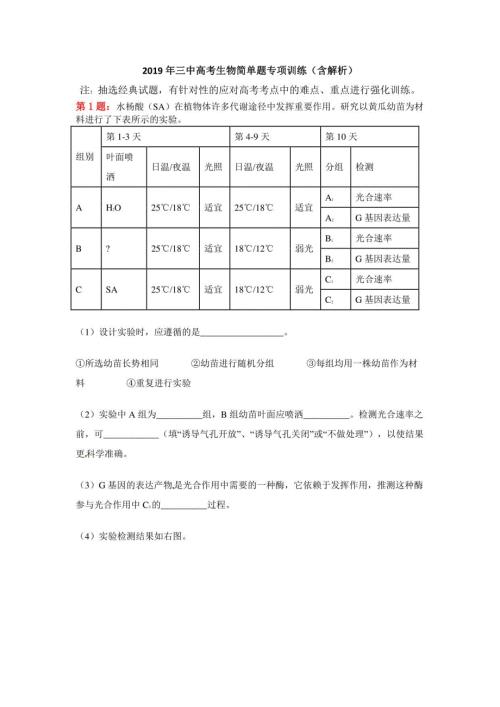
2019年三中高考生物简单题专项训练(含解析)
 环境保护专有名词解释.doc
环境保护专有名词解释.doc
2023-10-25 18页
太极拳教学第四讲教案
2023-08-01 5页
高中语文教师教学经验交流会发言材料3篇
2023-09-02 14页
高一一数学校本课程《趣味数学》 - 图文
2022-10-23 8页
第八章雨季施工、已有设施和管线的加固、保护等特殊情况下的施工措施
2023-07-12 9页
传染病疫情、群体性不明原因疾病事件应急预案.docx
2023-02-25 17页
房地产公司各子公司月度综合检查管理办法
2023-06-21 40页
人社局“双随机一公开”工作总结
2023-01-05 3页
著名传媒广告公司公司管理制度汇编.docx
2023-01-13 77页
2018年电大学前教育本科《学前教育原理》试题两套附答案
2024-02-17 6页