
后钢板弹簧吊耳工艺及钻2-30mm孔夹具设计
28页
1、机械制造技术基础课程设计说明书设计题目:设计“后钢板弹簧吊耳”零件机械 加工工艺规程及工艺装备全套图纸加扣3012250582设 计 者: 班级学号:指导老师: 学院:班级:2019 年7 月4 日机械制造工艺学课程设计任务书题目:设计“后钢板弹簧吊耳”零件的机制加工工艺规程及工艺装备内容:1、零件图 1张 2、毛坯图 1张 3、机械加工工艺过程综合卡片 1张 4、夹具装配图 1张 5、夹具体零件图 1张 6、课程设计说明书 1份原始资料:零件图样,Q=4000台/年,n=1件/台,每日一班2019年07月引言- 2 -2 后钢板弹簧吊耳加工工艺规程设计- 3 -2.1零件的分析- 3 -2.1.1零件的作用- 3 -2.1.2零件的工艺分析- 4 -后钢板弹簧吊耳的技术要求- 4 -2.2工艺过程设计所应采取的相应措施- 5 -2.3后钢板弹簧吊耳加工定位基准的选择- 5 -2.3.1 确定毛坯的制造形式- 5 -2.3.2粗基准的选择- 6 -2.3.3精基准的选择- 6 -2.4工艺路线的制定- 6 -2.4.1 工艺方案一- 6 -2.4.2 工艺方案二- 7 -2.4.3 工
2、艺方案的比较与分析- 7 -2.5机械加工余量、毛坯尺寸及工序尺寸的确定- 8 -2.5.1机械加工余量毛坯尺寸- 8 -2.5.2 确定工序尺寸- 8 -3 切削用量、时间定额的计算- 10 -3.1切削用量的计算- 10 -3.2 时间定额的计算- 12 -3.2.1 基本时间的计算- 12 -3.2.2 辅助时间的计算- 13 -3.2.3 其他时间的计算- 13 -3.2.4单件时间的计算- 14 -3.2 本章小结- 14 -4 加工工艺孔夹具设计- 14 -4.1加工工艺孔夹具设计- 14 -4.2定位方案的分析和定位基准的选择- 15 -4.3定位误差分析- 15 -4.4切削力的计算与夹紧力分析- 16 -4.5钻套、衬套、钻模板及夹具体设计- 16 -4.6夹具精度分析- 18 -4.7夹具设计及操作的简要说明- 18 -4.8夹具装配二维图- 19 -4.9夹具装配三维图- 20 -4.10本章小结- 22 -五、结 论- 23 -六、参 考 文 献- 23 -七、致 谢- 23 -设计后钢板弹簧吊耳的机械加工工艺规程及工艺装备 1、 引言 机械的加工工艺及夹具设计
3、是在完成了大学的基本课程之后,进行的一次理论联系实际的综合运用,使我对专业知识、技能有了进一步的提高,为以后从事专业技术的工作打下基础。机械加工工艺是实现产品设计,保证产品质量、节约能源、降低成本的重要手段,是企业进行生产准备,计划调度、加工操作、生产安全、技术检测和健全劳动组织的重要依据,也是企业上品种、上质量、上水平,加速产品更新,提高经济效益的技术保证。然而夹具又是制造系统的重要组成部分,不论是传统制造,还是现代制造系统,夹具都是十分重要的。因此,好的夹具设计可以提高产品劳动生产率,保证和提高加工精度,降低生产成本等,还可以扩大机床的使用范围,从而使产品在保证精度的前提下提高效率、降低成本。当今激烈的市场竞争和企业信息化的要求,企业对夹具的设计及制造提出了更高的要求。所以对机械的加工工艺及夹具设计具有十分重要的意义。本次设计是对后钢板弹簧吊耳零件的加工工艺规程及一些工序的专用夹具设计。后钢板弹簧吊零件的主要加工表面是平面及孔。由加工工艺原则可知,保证平面的加工精度要比保证孔的加工精度容易。所以本设计遵循先面后孔的原则。并将孔与平面的加工明确划分成粗加工和精加工阶段以保证加工精度。
4、基准选择以后钢板弹簧吊耳大外圆端面作为粗基准,以后钢板弹簧吊耳大外圆端面与两个工艺孔作为精基准。主要加工工序安排是先以后钢板弹簧吊耳大外圆端面互为基准加工出端面,再以端面定位加工出工艺孔。在后续工序中除个别工序外均用端面和工艺孔定位加工其他孔与平面。2 后钢板弹簧吊耳加工工艺规程设计2.1零件的分析2.1.1零件的作用按照设计要求给出的零件是CA10B解放牌汽车后钢板弹簧吊耳。后钢板弹簧吊耳的主要作用是载重后,使钢板能够得到延伸,伸展,能有正常的缓冲作用。因此汽车后钢板弹簧吊耳零件的加工质量会影响汽车的工作精度、使用性能和寿命。汽车后钢板弹簧吊耳主要作用是减震功能、阻尼缓冲部分功能、以及导向功能。图2.1 后钢板弹簧吊耳零件图三维图如下图所示2.1.2零件的工艺分析后钢板弹簧吊耳的技术要求加工表面尺寸及偏差公差 及精度等级表面粗糙度形位公差两端面0.4,IT130.05,IT9尺寸的端面0.074,IT9220.045,IT9A宽为的槽由后钢板弹簧吊耳零件图知可将其分为两组加工表面。它们相互间有一定的位置要求。现分析如下:(1)以两外圆端面为主要加工表面的加工面。这一组加工表面包括:。
《后钢板弹簧吊耳工艺及钻2-30mm孔夹具设计》由会员cl****1分享,可在线阅读,更多相关《后钢板弹簧吊耳工艺及钻2-30mm孔夹具设计》请在金锄头文库上搜索。
降水和降水的分布教学设计方案
销售表格管理汇总
医生的辞职报告四篇
班组绩效考核方案
露天煤矿安全规程试题
【北师大版】一年级上册数学:第6单元第一课时认识图形 教案
工程脚手架施工组织设计范本四
肝炎的治疗方法
幼儿园教师的述职报告
黄山固晶设备项目申请报告(模板参考)
关于为官不为整改情况
【聚焦中考】2015年中考语文专项复习九上基础知识考点突破 (2)
成都理工大学应用技术学院调课申请表
友谊触动了我的心灵作文
项目申报专员岗位的工作职责说明范本(6篇)
档案室规章制度标准模板(4篇).doc
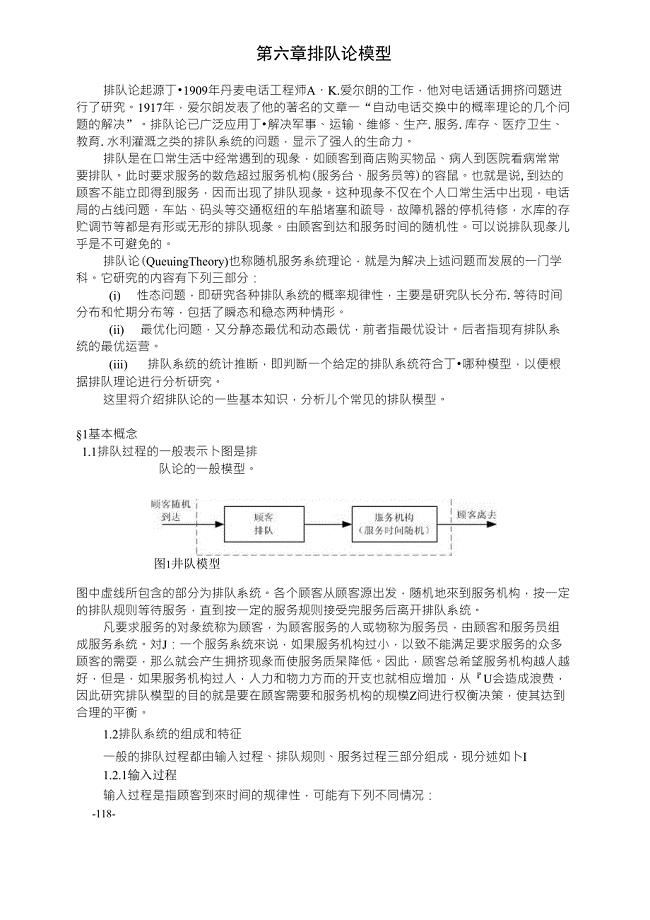
算法大全第06章排队论
回迁协议房子买卖协议格式版(五篇).doc
房建施工设计方案
普工安全教育培训
 毕业论文-梦想4.0号赛车转向系设计
毕业论文-梦想4.0号赛车转向系设计
2022-09-30 75页
陕西中青国际旅行社有限公司会计信息与经营决策分析
2023-05-31 16页
制动踏板操纵机构的设计
2023-06-25 36页
新零售超级物种
2024-01-15 19页
乌溪江水电站厂房设计及岔管设计毕业设计计算书
2022-11-03 36页
工商管理专业 粤港澳大湾区背景下企业战略与组织变革关系研究
2023-06-24 30页
初中英语课堂的生生互动策略研究
2023-03-10 18页
SPT120推料装置设计
2022-09-09 47页
机械课程设计(论文)-塑料仪表盖注塑模具设计
2023-03-16 30页
律师事务所合伙所合伙协议
2023-10-23 5页