
彩盒车间生产流程
46页
1、 彩盒车间生产流程生产工程单发放到各机台各机台根据工单和印刷交接印刷面纸及资料样品等切纸机表面处理组(UV机、上光机、覆膜机)模切机覆面机/裱卡机烫金机清废组出成品钉箱组全检半成品全自动糊盒机全检打包入库 切纸流程1、产前准备:1.1、切纸机长根据早会时接受的生产任务,以及车间下发的相关工程单,与上工序交接其半成品。1.2、要求上工序流程标示卡清楚、详细且数量准确。1.3、交接时要检查半成品是否合格,确认无质量状况。如果发现问题及时和品管部反馈,并告知上工序机长或主(副)管,及时处理异常。处理完毕再按程序交接合格的产品。1.4、对于明细较多的产品,要特别重视。交接时一定仔细翻看垫板上产品品的上面50张左右,看是否有混款的现象存在,如果发现混款现象要拒绝接收,等待上工序全检完毕再确认接收。1.5、在与上工序交接的同时,要将资料袋、数码图、样品等辅助材料一并随产品交接,并做好交接记录。1.6、根据生产需求与车间物料员到仓储部领取所需的材料。2、 生产过程控制: 2.1、开机前检查设备开关线路是否正常,油路是否畅通,如果设备异常及时反馈给车间主(副)管,并填写设备维修申请表,由主(副)管签字
2、后,由机台人员拿到设备部申请设备维修。2.2、根据相关的工程单仔细核对内容和样品,如果存在疑问时,一定要及时向部门主(副)管反馈,疑问得到消除后方可上机。2.3、根据工程单要求设定机器参数,并拿不良品试切,确认尺寸后,保存机器设置(可参照切纸机作业指导书)。2.4、机长试切确认无误签字后,根据首件签样管理办法带齐工程单、资料袋、样品或数码稿,找班组长或车间主(副)管确认,最后由制程巡检做最终确认。确认合格方可生产,如果确认不合格则重新调试,新产品要工程部加签,签样之前禁止批量生产。2.5、机长在上纸时一定要翻看中间是否有混料、倒纸、印刷不良等问题存在,尽量避免不必要的质量事故。2.6、裁切时要求纸张一定要整齐,以免裁切后大小不一或切斜,影响后面生产的顺利进行。刀口保持锋利,如果切边有毛边产生应及时更换切刀。压力调节适当,不可过大产生压痕,过小则压纸不紧导致切纸不齐,影响生产质量。 2.7、产品品中间有夹条时,则要看清夹条原因,一般夹条上面都会注明原因。如果未注明原因,应及时询问印刷当班机长或品管,并补写清楚,切纸时应分开放置并夹条提醒。2.8、生产时注意产品的明细,如果产品不止一个明细
3、,甚至多个明细时,每一个明细都要单放一托盘,做完一款后要彻底的清理现场后在生产其他不同明细的产品,并且在标示卡上醒目的明确标示,分开一定的区域放置,有必要时可用缠绕膜包起,防止混款的产生。2.9、机长应随时检查机器压力、位置是否发生变化而影响产品质量,正式生产中,裁切机长应对产品的质量进行自检,并认真填写生产自检巡查表。发现品质异常时,应及时停机断电调整,必要时,对不良品进行隔离与标识,无论是否导致欠数,都必须第一时间反馈给车间主管,采取必要的补救措施。2.10、所切产品要整齐堆放,高度不超过一米二,将产品放到下工序指定的地方按顺序摆放整齐。要有标示卡,记录详细、清楚,数量准确。良品与不良品标示清楚,且总和等于上工序交接数量。2.11、及时填写工作日报表,要求详细准确,生产时间,客户名称、订单号、订单数量、良品及不良品,各种辅助材料,异常状况都要填写清楚,以备查阅。2.12、切纸机长在完单后,应对机器周围做好清扫、清洁工作,对完成后的产品进行分类标示,做产品标示以及按相关规定要求,严格做好产品清场、换款等工作。2.13、生产完成后关闭机器电源,清扫机台环境卫生。3、注意事项:3.1、开
4、机前检查线路和油路,给机器各个活动部位注油,并仔细填写设备保养表,并签字确认。 3.2、未经过设备操作培训的人员不允许上机操作。切纸人员暂时离开时,需切断机器电源方可离开。 3.3、在机器上进行停机清理、排除故障或进行机内维修时,必须按下安全锁定按钮。 3.4、严禁生产过程中,一人护纸一人按裁切按钮的违规行为。 3.5、操作时严禁在操作台面上,摆放茶杯、工具等杂物。 3.6、机器运转中严禁把手伸进裁切刀的后部,即使在停车情况下,应先检查保险装置是否正常,再进行调整、换刀、擦拭等工作。 表面处理之一(覆膜)1、 产前准备:1.1、覆膜机长根据早会时接受的生产任务,以及车间下发的相关工程单,与上工序交接其半成品。1.2、要求产品流程标示卡清楚、详细且数量准确。1.3、交接时要检查产品是否合格,确认无质量状况。如果发现问题及时和品管部反馈,并告知上工序机长或主管,及时处理异常。处理完毕再按程序交接合格的产品。1.4、对于明细较多的产品,要特别重视。交接时一定仔细翻看垫板上产品的上面50张左右,看是否有混款、倒张的现象存在,如果发现混款现象要拒绝接收,等待上工序全检完毕再确认接收。1.5、在与
《彩盒车间生产流程》由会员新**分享,可在线阅读,更多相关《彩盒车间生产流程》请在金锄头文库上搜索。

临床技能考核标准示范第一站体格检查
专利申请代理合同模板(九篇).doc
《运动控制系统》
牵引管专项施工方案范本
屋面防水细部做法
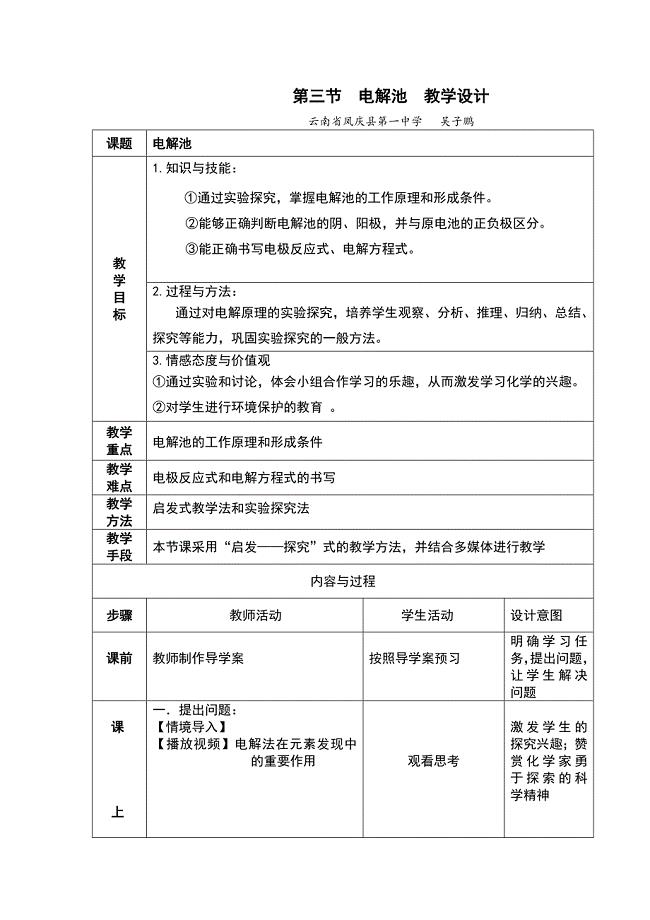
电解池 教学设计
羚羊和狮子的故事
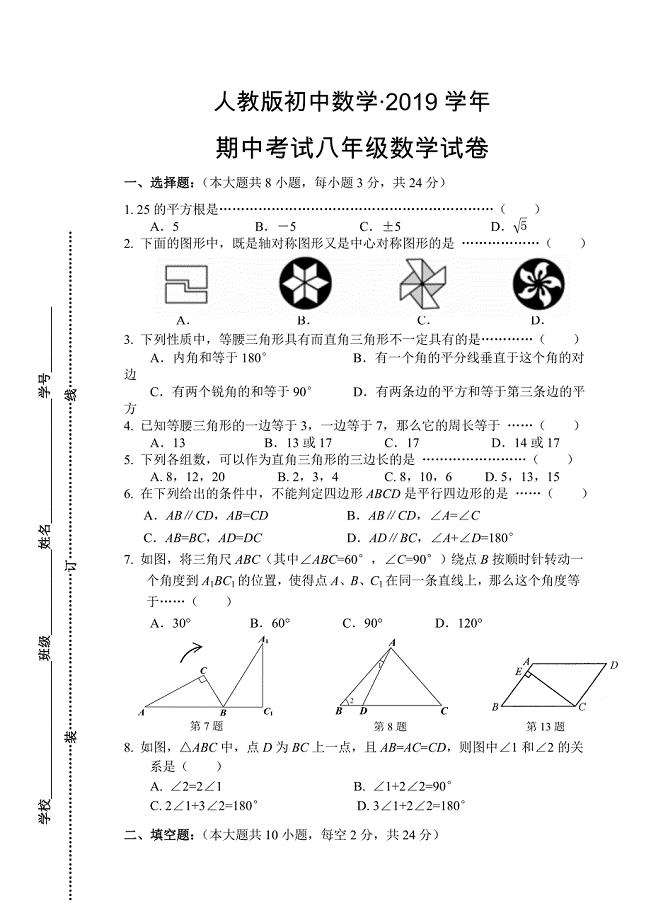
人教版 小学8年级 数学上册 期中试卷
稻壳制备糠醛的研究模板
中考生物试题分类汇编人的生殖发育
MG-250320型筒式钢球磨煤机施工工法文档下载-MGqba
涉外离婚协议书参考模板(8篇)
人教版八年级上期中联考英语试卷含答案
红蕾读后感(10篇)
修改版四年级奥数教案(共57页)
镇上半年综治维稳工作情
西方经济学03任务6
赴重庆培训学习心得体会
新课标同步高一物理练习:4.7(人教版必修1)
标致3008车载蓝牙怎么用
 配电房安全检查表
配电房安全检查表
2022-10-02 2页
新闻发布会材料
2023-11-10 3页
马场设计理念
2022-10-12 1页
OA审批流程(权限更改)
2023-01-19 4页
调查问卷的信度效度分析方法
2022-11-07 21页
人民法院关于“两学一做”学习教育工作开展情况汇报
2023-07-22 3页
钢筋下料尺寸计算
2022-08-13 8页
道路交通标线涂料
2023-04-11 13页
电磁场与微波技术名词解释
2023-10-11 3页
蔬菜种植成本核算
2023-05-16 4页