
316L不锈钢管道焊接工艺要求.
8页
1、316L不锈钢管道焊接工艺要求一焊接方法根据不锈钢的特点,尽可能减少热输入量,故采用手工电弧焊,氩弧焊两种方法。 d159mm的采用氩弧焊打底,手工电弧焊盖面d159mm的采用氩弧焊。焊机采 用手工电弧焊/氩弧焊两用 WS7-400 逆变式弧焊机。二焊接材料奥氏体不锈钢是特殊性能用钢,为满足接头具有相同性能,应该遵循“等成分”原 则选择焊接材料。同时为增强接头抗热裂纹和晶间腐蚀能力,使接头出现少量铁素 体,选择HooCr19Ni12Mo2氩弧焊用焊丝。手工电弧焊用焊条CHS022作为填充材料。其成化学分见表 1 和表 2;表1焊丝HooCr19Ni12Mo化学成分C Si Mn P S Ni Cr Mo0.0120.131.700.0190.00713.2318.722.38表2焊条CHS022化学成分C Cu Si Mn P S Ni Cr Mo0.030.200.640.750.020.00711.7719.662.05 三焊接参数奥氏体不锈钢的突出特点是对过热敏感,故采用小电流,快速焊,多层焊时要严格控制层间温度,使层间温度小于60C。具体参数见表3;接头形式焊缝层次焊接方法 材
2、料牌号材料 直径 d/mm 焊接电 流 I/A 电弧电 压 U/V 焊接速度 V/cm.min 管对接一层手工 钨极 氩弧 焊HooCr19Ni12Mo2 2.575-8010-116-8 管对接一层手工 钨极氩弧焊HooCr19Ni12Mo23.283-9011-136-8 管对接二层手工 钨极氩弧焊HooCr19Ni12Mo22.575-8010-116-8 管对接二层手工 钨极氩弧焊HooCr19Ni12Mo23.285-9312-136-8 管对接二层手工 电弧焊CHS022 2.580-8525-269-12表 3 焊接参数四坡口形式及装配定位焊坡口形式采用V形坡口。由于采用了较小的焊接电流,熔深小,因而坡口的钝边 比碳钢小,约为0-0.5mm,坡口角度比碳钢大,约为65-70度。因为不锈钢热膨胀系数 比较大,焊接时产生较大的焊接应力。要求采用严格的定位焊。对于d16毫米板 厚焊接底层选3.2mm焊条,角焊焊接电流应比对接焊焊接电流稍大。2、为使对接焊缝焊透,其底层焊接应选用比其他层焊接的焊条直径较小。3、厚件焊接,应严格控制层间温度,各层焊缝不宜过宽,应考虑多道多层焊接。4
《316L不锈钢管道焊接工艺要求.》由会员m****分享,可在线阅读,更多相关《316L不锈钢管道焊接工艺要求.》请在金锄头文库上搜索。
六年级语文寒假作业试题
第七章---合同权利义务的终止
安徽省明光英普辅导中心初中英语 知识点复习总结 重点副词注释知识点拓展
双桥静力触探在申嘉湖高速公路软土路基施工中的应用
景德镇信息安全设备项目申请报告【范文参考】
工作态度检讨书模板

房租租赁合同(8篇).doc
我为你骄傲教学案例
建设水泥制品厂环保深度整治提升项目资金申请报告写作模板
《炮兽》教案

教你写总结幼儿园教师月工作总结小班(三篇).doc

私人现金借款协议书经典版(四篇).doc
产品试用协议书范本3篇
九湾河大桥3#、4#墩系梁钢板桩围堰施工方案申请报告
委托销售合同标准范本(2篇).doc
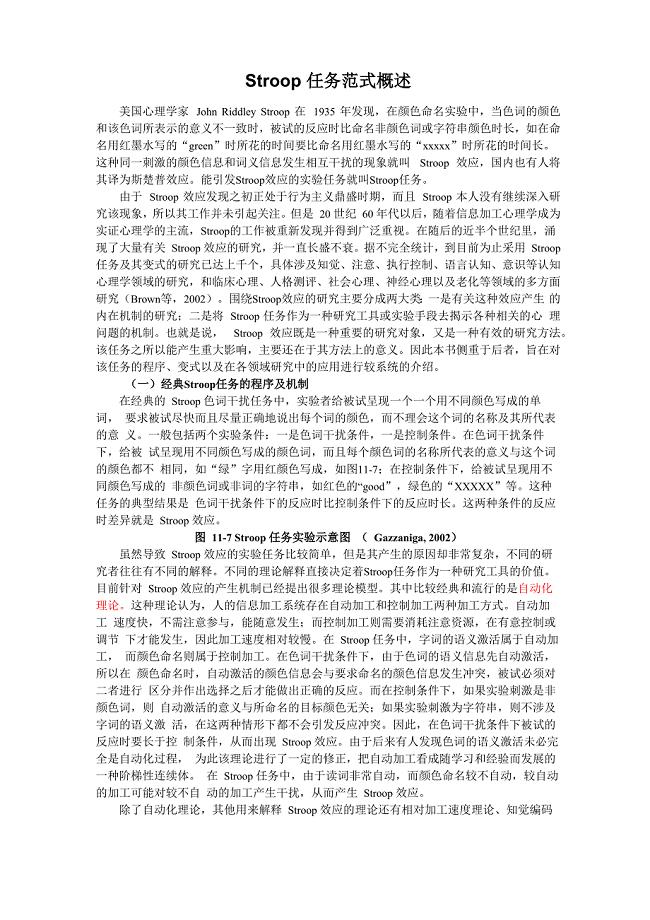
Stroop任务范式概述
互感器的选择
广西中医药大学《药理学》试题(5)
个人店铺租赁合同常用版(6篇)

精华业务授权委托书三篇
 2021年再生资源回收行业整治工作方案
2021年再生资源回收行业整治工作方案
2022-07-22 6页
高速公路养护、路政人员绩效管理考核办法
2023-06-25 18页
冀教版二年级上册全册数学教案.docx
2024-01-22 91页
排水沟土方开挖施工方案.doc
2023-12-19 14页
计算机题目
2024-02-18 2页
单位给员工补缴保险流程
2023-10-14 8页
自行监测方案模板
2023-03-18 14页
进入tar包解压路径(targz
2023-12-19 4页
企业清算流程与税收处理
2022-08-25 4页
生产质量管理制度
2023-03-10 5页