
毕业设计论文推杆注塑模设计
33页
1、徐州师范大学本科生毕业设计 推杆注塑模设计第一章 原始资料的分析1.1 塑件的工艺性分析塑料制件外形如下图1-1所示,从图1-1中可以看出该制品形为圆柱形。该制件是由几个不同尺寸的圆柱形组成,但总体来看还是很简单的一个塑料制件。因塑件为尼龙推杆,某些尺寸有一定的精度要求;其外形尺寸如图1-2,。整个塑件上面圆柱,底面直径为7.6mm,高2.6mm。并且上面有0.5的倒圆角。中部圆柱,底面直径为3.8mm,高2.6mm。最下部的圆柱,底面直径为5.7mm,高42.5mm。 推杆三维图 (图1-1)该塑件是一个推杆,其零件图如图1-2所示。本塑件的材料采用尼龙,生产类型为大批量生产。 推杆零件图 (图1-2)1.1.1 塑件的原材料分析聚酰胺纤维又称尼龙(Nylon),简称PA,是分子主链上含有重复酰胺基团NHCO的热塑性树脂总称。尼龙用途广泛,因此,在汽车、机械部构、通讯、纺织、造纸工业等方面应用相当广泛,随着社会发展的日新月异,人民对尼龙的需求越来越大。特别是尼龙作为结构性材料,对尼龙的强度、耐热性、耐寒性等多方面的性能提出了更高的要求。尼龙也有其自身不足。特别是PA6、PA66两大品
2、种来说,与PA46、PAl2等品种比具有很高的价格优势,虽某些性能不适用于相关行业发展。因此,必须针对一应用特定领域,通过提高其某些性能,来扩大其应用的领域。 1.1.2尼龙材料特点优点:(1) 机械强度、韧性好;(2) 耐疲劳性能突出;(3) 表面光滑,耐磨;(4) 耐腐蚀;(5) 无毒;(6) 耐热;(7) 有较好电气性能,具有较好的电绝缘性;(8) 重量轻,易染色,易成形。缺点:(1) 计较易吸水;(2) 耐光较差;(3) 不耐强酸、氧化剂等;(4) 设计技术要求并较严。1.1.3 增强型PA6的注射成型工艺参数如下:(1) 密度(g/ cm3):1.36; (2) 计算收缩率(%):0.30.7;(3) 摩擦系数:1.3;(4) 弯曲弹性模量E:8000 (Mpa) 3.0103N/cm3;(5) 适用注塑机类型:螺杆式、柱塞式均可。(6) 后处理:利用油、水、盐水均可,在温度为90100时,放置4小时。1.2 计算塑件的体积和重量1.2.1计算塑件的体积:V2.6*3.14*3.8*3.8 + 2.6*3.14*1.9*1.9 + 42.8*3.14*2.85*2.85 11
3、7.88816 + 29.47204 + 1 091.59902 1244.9591.2.2计算塑件的重量:查手册得尼龙(增强型PA6)的密度为=1.36/dm故塑件的重量为:WV 1244.9591.36/dm 1 .693 g1.3注塑机的选用1.3.1注射成型的原理将塑料颗粒定量注入,加入到注塑机的料筒内,通过料筒的传热,以及螺杆转动时产生的剪切摩擦作用使塑料逐渐融化成流动状态,然后在柱塞或螺杆的推挤下熔融塑料以高压和较快的速度通过喷嘴注入到温度较低的闭合模具的型腔中,由于模具的冷却作用,使膜腔内的熔融塑料逐渐凝固并定型,最后开模取出塑件。1.3.2注射机的种类和特点注射机的类型和规格较多,分类的方法也不同,主要的分类方法如下:(1) 按注塑机外形:卧式、立式和角式。(2) 按注塑机照传动的方式:机械式、液压式、和机械液压联合作用式。(3) 按注塑机用途 :通用注射机和专用注射机。1.3.3注射机的结构组成及作用一台通用型注射机主要包括注射装置、合模装置、液压传动系统和电气控制系统。(1) 注射装置 其主要作用是将塑料均匀地塑化,并以足够的压力和速度将一定量的熔料注射到模具的型腔
4、中。注射装置主要由塑化部件以及料斗、计量装置、传动装置、注射和移动液压缸等组成。(2) 合模装置 其作用是实现模具的启闭,在注射时保证成型模具可靠地合紧,以及脱出制品。合模装置主要由前后固定板、移动模板、连接前后固定模板用的拉杆、合模液压缸、移模油缸、连杆机构、调模装置以及塑件顶出装置等组成。(3) 液压系统和电气控制系统 其作用是保证注射机按工艺过程预定的要求和动作顺序准确有效的工作。注射机的液压系统主要由各种液压元件和回路及其他附属设备组成。电气控制系统则主要由各种电器和仪表组成。液压系统和电气控制系统有机地组织在一起,对注射机提供动力和实现控制。1.3.4 注射机的选用本塑件采用一模两件的模具结构,考虑其外形尺寸、注射时所需压力和工厂现有设备等情况,初步选用注射机为SZ-40/25型。查中国模具设计大典P44,可知PA6的注射压力为70120/Mpa,宜用螺杆式注射机,螺杆带止回环,喷嘴宜用自锁式。初步选用注射机为SZ-40/25型。注塑机参数如下:注塑机最大注塑量:40cm注塑压力:200/Mpa注塑速率:50(g/s)塑化能力:20(Kg/h)锁模力:2500KN注塑机拉行间
《毕业设计论文推杆注塑模设计》由会员鲁**分享,可在线阅读,更多相关《毕业设计论文推杆注塑模设计》请在金锄头文库上搜索。
天津市中考英语试题及答案
广石化材料科学基础总结DA
《走路上学》学生观后感
试论会计造假的防范与治理会计专业毕业论文
实际问题与二次函数 (2)
2022年农村剧和三农问题结合的应对方案
消防系统调试方案
中学生发现身边的美校园演讲稿
最新鲁科版选修2综合检测:化石燃料和煤的综合利用含答案
中医特色护理技术年终总结范文(精选7篇)
注册会计师考试10所有者权益笔记
物业公司日常工作总结范文(4篇).doc
境孕育幼儿科学兴趣

岩土专业综合课程设计桩基础设计
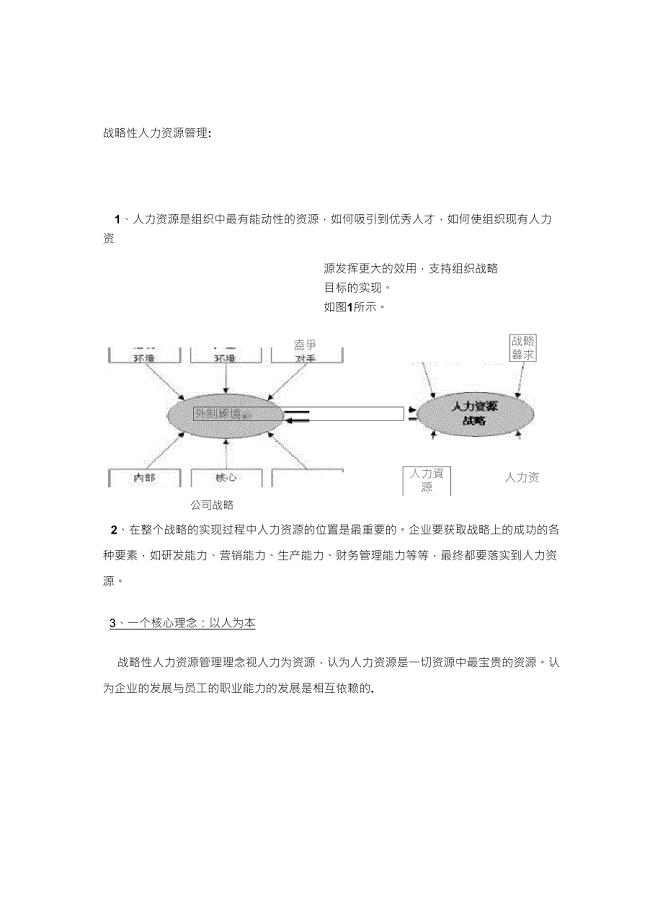
战略性人力资源管理SWOT分析
班主任安全讲话稿
人力资源个人工作总结范本(3篇).doc
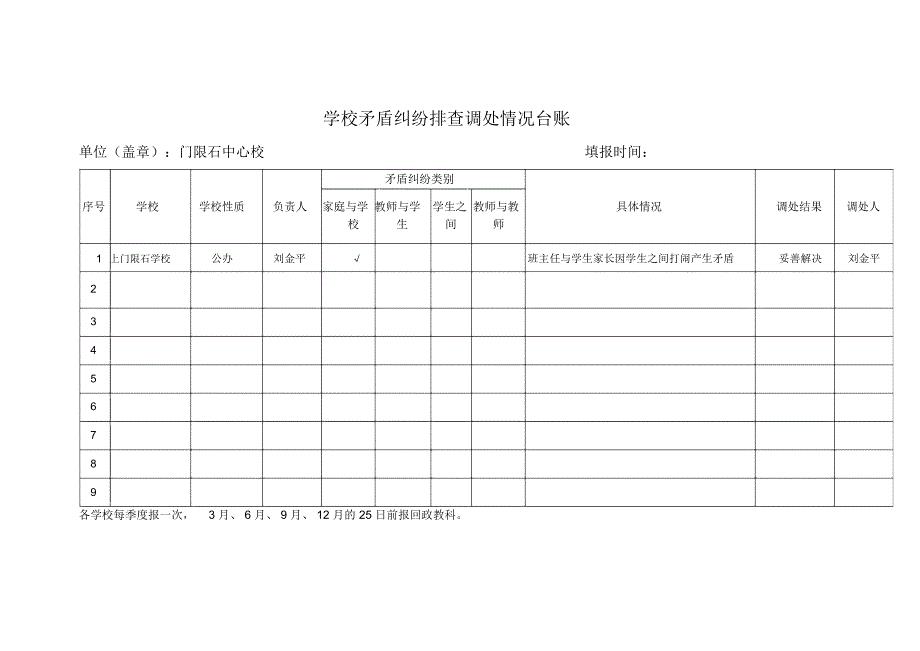
门限石中心校学校矛盾纠纷排查调处情况台账
金正昆谈商务礼仪三个基本理念
商标注册用商品和服务国际分类与类似商品和服务区分表
 2022年春节祭祀管理工作总结
2022年春节祭祀管理工作总结
2024-01-03 5页
最新科技馆参观观后感(小学生)
2022-10-18 7页
2023年大学新生演讲稿范文8篇
2023-06-29 16页
2022年雨水节气祝福短信
2023-08-06 10页
施工风险分析报告与应对要求措施
2023-05-08 9页
药品销售年终总结
2023-02-01 6页
财务下半年工作计划参考范本(6篇).doc
2023-08-18 21页
财务2023工作计划样本(6篇).doc
2024-01-02 16页
小学教研活动总结三篇2
2023-12-28 11页
九年级数学上册第二十一章一元二次方程21.3实际问题与一元二次方程第2课时平均变化率与一元二次方程导学案新版新人教版新版新人教版初中九年级上册数学学案
2023-06-30 7页