
机械手臂搬运加工流程PLC设计
20页
1、目 录第1章 机械手臂搬运加工流程控制工艺流程分析11.1 机械手臂搬运加工流程控制过程描述11.2 机械手臂搬运加工流程控制工艺分析1第2章 机械手臂搬运加工流程控制系统总体方案设计32.1 机械手臂搬运加工流程控制系统硬件组成32.2 机械手臂搬运加工流程控制方法分析32.3 机械手臂搬运加工流程控制系统的I/O分配42.4 机械手臂搬运加工流程控制系统接线图设计4第3章 机械手臂搬运加工流程控制系统梯形图程序设计53.1 机械手臂搬运加工流程控制程序流程图设计53.2 机械手臂搬运加工流程控制程序梯形图设计5第4章 机械手臂搬运加工流程控制监控系统设计64.1 PLC与上位监控软件通讯64.2 上位监控系统组态设计64.3 实现的效果7第5章 机械手臂搬运加工流程控制监控系统调试及结果分析85.1 机械手臂搬运加工流程控制系统调试及解决的问题85.2 结果分析8课程设计心得9参考文献10附录11第1章 机械手臂搬运加工流程控制工艺流程分析1.1 机械手臂搬运加工流程控制过程描述如图1-1所示,有两部机械装置对工作物进行加工,对象由输送带A送到加工位置,然后再由机械手臂将加工物送至
2、工作台1的位置进行第一步骤加工。当第一步骤加工完成后,机械手臂将工作物夹起再送至工作台2进行第二步骤加工;当第二步骤加工完成后,机械手臂将工作物放到输送带B送走,最后由7段数码管显示加工完成的数量。工作台1工作台2输送带A工作机械手臂输送带B图1-1机械手臂搬运加工流程控制过程示意图1.2 机械手臂搬运加工流程控制工艺分析机械手能模仿人手和臂的某些动作功能,用以按固定程序抓取、搬运物件或操作工具的自动操作装置。它可代替人的繁重劳动以实现生产的机械化和自动化,能在有害环境下操作以保护人身安全,因而广泛应用于机械制造、冶金、电子、轻工和原子能等部门。目前机械手的主要发展经历可以分为三代:第一代机械手主要是靠人工进行控制,控制方式为开环式,没有识别能力;改进的方向主要是将低成本和提高精度;第二代机械手设有电子计算机控制系统,具有视觉、触觉能力,甚至听、想的能力。研究安装各种传感器,把接收到的信息反馈,使机械手具有感觉机能;第三代机械手能独立完成工作过程中的任务。它与电子计算机和电视设备保持联系,并逐步发展成为柔性系统FMS和柔性制造单元FMC中重要的环节。机械手主要由手部、运动机构和控制系统
3、三大部分组成。手部是用来抓持工件(或工具)的部件,根据被抓持物件的形状、尺寸、重量、材料和作业要求而有多种结构形式,如夹持型、托持型和吸附型等。运动机构,使手部完成各种转动(摆动)、移动或复合运动来实现规定的动作,改变被抓持物件的位置和姿势。运动机构的升降、伸缩、旋转等独立运动方式,称为机械手的自由度。为了抓取空间中任意位置和方位的物体,需有6个自由度。自由度是机械手设计的关键参数。机械手的运动机构主要包括由两个电磁阀控制的液压钢来实现机械手的上升下降运动及夹紧工件的动作,两个转速不同的电动机分别通过两线圈控制电动机的正反转,从而实现小车的快进、慢进、快退、慢退的运动运动;其动作转换靠设置在各个不同部位的行程开关产生的通断信号传输到PLC控制器,通过PLC内部程序输出不同的信号,从而驱动外部线圈来控制电动机或电磁阀产生不同的动作,可实现机械手的精确定位;其动作过程包括:下降、夹紧、上升、慢进、快进、慢进、延时、下降、放松、上升、慢退、快退、慢退;其操作方式包括:回原位、手动、单步、单周期、连续;来满足生产中的各种操作要求。本次设计使用气压机械手臂,一开始手臂先下降,碰到下限开关开始做夹
4、起动作,然后开始上升碰到上限开关后,手臂开始往右,当碰到第一工作站的极限开关时,机械手臂下降将工作物放置工作台l然后上升等待机械对工作物加工;当工作物第一加工步骤完成时,机械手臂再依进行下降一夹住一上升一往右一下降一释放等流程,将工件放置工作台2上进行第二加工步骤。当第二加工步骤完成时,机械手臂再依进行下降一夹住一上升一往右一下降一释放等流程,将工件放置输送带B送出,并由7段数码管显示出加工完成的数次。动作示意图如图1-2所示。原位左移上升放松下降右移上升夹紧下降图1-2机械手控制动作示意图第2章 机械手臂搬运加工流程控制系统总体方案设计2.1 机械手臂搬运加工流程控制系统硬件组成本设计中采用的机械手,水平(X)轴、垂直(Y)轴采用步进电机控制,底盘的旋转采用直流电机控制,抓取物体的电磁阀采用气动形式。步进电机的控制,由对应的步进电机驱动器电路完成。完成本设计需要的实验设备有:1)机械手模型 2)计算机 3)导线 4)气泵 5)晶体管输出型可编程控制器机械手的控制面板分以下几个模块:1.步进电机驱动及步进电机驱动器电流设定为0.63A,细分设定为8细分,将24V 电源接入驱动器,此时驱
《机械手臂搬运加工流程PLC设计》由会员新**分享,可在线阅读,更多相关《机械手臂搬运加工流程PLC设计》请在金锄头文库上搜索。
评语大全之五星级酒店点评语
园林景观电气分部子分部工程验收记录
员工承诺书(14篇)
上海出租房屋合同(5篇).doc
有没有世博观后感类的作文啊?-关于观后感的作文
加气站岗位说明书
2022初二老师工作总结
物品购置申请书
C语言课程设计学生信息管理系统方案
东北农业大学21秋《食品营养学》在线作业二答案参考53

2023年租房协议书集锦15篇
2023年《认识物体和图形》数学教学反思【整合汇编】
买二手房注意事项必知选不好吃大亏
公司员工资质证书管理办法
紧盯关键环节巩固防控成果广西进一步强化新冠肺炎疫情防控工作
阻燃剂项目可行性研究报告(DOC 88页)
土的含水率烘干法的试验步骤
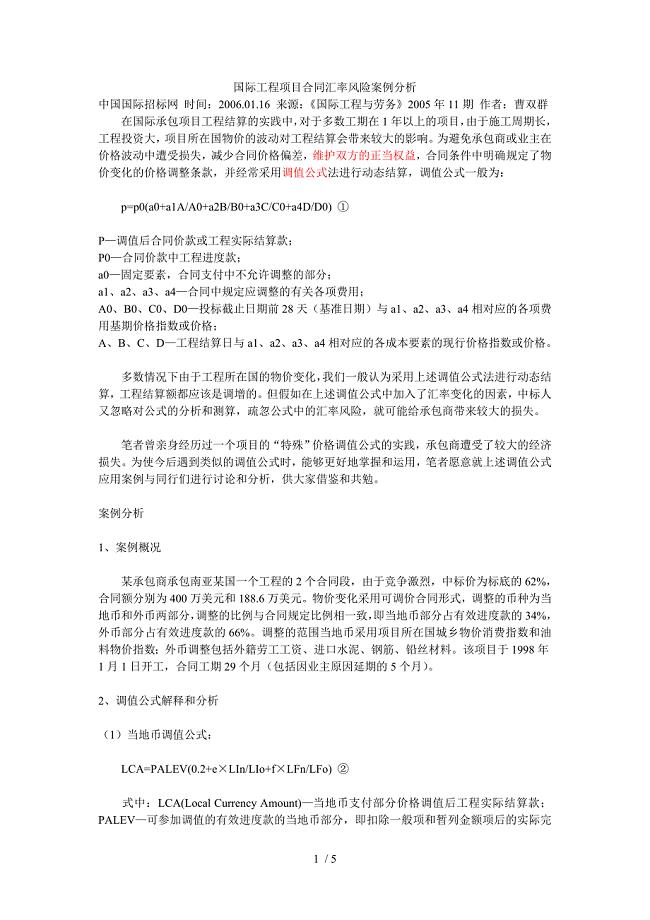
国际工程项目合同汇率风险案例分析
2022年湖南省建筑施工企业安管人员安全员C3证综合类资格证书考试历年真题汇总含答案参考89
工商局开展廉政风险防范管理试点工作总结
 PhotoShop制作创意折纸效果LOGO图标教程
PhotoShop制作创意折纸效果LOGO图标教程
2024-01-15 3页
linux安装序列号
2022-11-03 3页
照明分支线路、灯具、开关、插座、接线、接地检验记录津资A-D
2023-07-07 2页
搞怪走秀节目策划
2022-10-21 5页
杭州天溪湖酒店工程索道安装方案说明
2022-10-14 12页
教师有效进行朗读指导课题结题报告
2023-10-04 5页
服务器维保服务规划书
2023-02-23 32页
用友财务软件的初步认识及实验心得与体会
2022-10-15 4页
情景演练评分表
2023-10-24 2页
学习文学鉴赏课的心得
2023-05-28 2页