
机加件通用检验标准
21页
1、-机加件通用检验标准之品管通用机械零部件检验规*& 检验步骤1) 对照图纸要求之版本,是否与实物一致。2) 清点图纸要求之数量,是否与实际相符3) 识别图纸要求之材料,是否与实物相符。4) 审查技术说明。留意:是否有对称件。不同类型的热处理、光洁度等对加工的要求。英文/日文的注讲解明。5) 审核图纸的尺寸、形位公差、外观要求、光洁度等,决定检查方法,合理选用量具,保证检测质量。6) QC按次序对工件进展检验,检完一个尺寸,作一个记号,不能漏检。7) 检出不良品,由组长或厂部确认是否返修,报废。8) 检验完毕签署检验记录,工件按要求进展清洗,清点包装,粘贴标识。9) 入库/出货。& 考前须知1) 审图时注意图纸是否模糊不清、是否漏盖工艺章。2) 图纸数量理论上只许多不能少。3) 审核所有材料,防止错料,混料。4) 检查是否有漏加工之处。5) 图纸要求热处理,氧化的,关注是否除锈,留量,堵孔,氧化淬火前的攻牙加工等。6) 留意零件与图纸其它不符之处,比方方向相反等。& 常用材料;铝:AL6061、LY12、A5052、7075、2014 黄铜:C3604、C2801P、PTFE、H62 青
2、铜:C5241, BC6 不锈钢:SUS303、SUS304、 SUS301、SUS302 可热处理不锈钢:SUS440C 白赛钢:白POM、Dtrlin 黑赛钢:黑POM 铁弗龙:PT 铁(热轧板):SPHC 铁(冷轧板):SPCC 铬钢:SKD、NAK55、NAK80 45#钢:SS400、SGD400-D & 外观检视1) 外观检视条件视力:校正视力1.0以上目视距离:检查物距眼睛A级面40,B、C距眼睛一臂远。目视角度:45度90度检查时产品应转动目视时间:级面15秒/面,、面10秒/面灯光:大于500LU*的照明度2) 术语和定义l A级外表:在使用过程中总能被客户看见的局部如:面壳的正面和顶面,后壳的顶面,手柄,透镜,按键及键盘正面,探头整个外表等。l B级外表:在使用过程中常常被客户看见的局部如:面壳的左右侧面,底壳或后壳的左右侧面及反面等。这些外表允许有轻微不良,但是不致引起挑剔客户不购置产品。l C级外表:在使用过程中很少被客户注意到的外表局部如:面壳的底面,底壳或后壳的底面,内部零件外表。此外表的外观缺陷应合理而且不至于给客户觉得该产品质量不佳。l D级外表:在使用
3、过程中几乎不被客户看到局部如:产品的内部件外表。此外表的缺陷合理,不能影响零件使用性能。l 金属外表:包括电镀、氧化、钝化等表现为金属质感的外表,非喷涂外表。l 拉丝:是一种砂带磨削加工,通过砂带对金属外表进展磨削加工,去除外表缺陷,并形成具有一定粗糙度、纹路均匀的装饰外表。l 基材花斑:电镀或氧化前因基体材料腐蚀、材料中的杂质、材料微孔等原因所造成的、与周围材质外表不同光泽或粗糙度的斑块状花纹外观。l 抛光区:对基材上的腐蚀、划伤、焊接区、铆接区等部位进展机械打磨抛光后表现出的局部高光泽、光亮区域。l 镀前划痕:指材料划痕、电镀或氧化之前因操作不当,或对明显缺陷进展粗打磨等人为造成的基体材料上的划伤或局部磨擦痕迹,一般呈细线型。l 浅划痕:膜层外表划伤,但未伤及底层即底层未暴露;对其它无膜层外表则为:目测不明显、手指甲触摸无凹凸感、未伤及材料本体的伤痕。l 深划痕:膜层外表划伤,且已伤至底层即底层已暴露出来;对其它无膜层外表则为:目测明显、手指甲触摸有凹凸感、伤及材料本体的伤痕。l 凹坑:由于基体材料缺陷,或加工过程中操作不当等原因而在材料外表留下的小坑状痕迹。l 凹凸痕:因基材受撞
《机加件通用检验标准》由会员人***分享,可在线阅读,更多相关《机加件通用检验标准》请在金锄头文库上搜索。
三年级上册语文教案15玩出了名堂人教新课标
西安交通大学23春“法学”《经济法学 (高起专)》补考试题库附答案

生物定向合成组氨酸、左旋多巴、酪氨酸等系列产品项目商业计划书写作模板-融资招商
作文:我的乐园我的乐园有趣作文500字
学生会体育部工作总结

销售员工工作总结47
大二自我鉴定范文300字

山东省德州市夏津实验中学九年级语文上册第13课事物的正确答案不止一个教学案无答案新人教版
新课标初中作文指导:让作文语言更有文采
北京理工大学21春《宏观经济学》离线作业2参考答案84
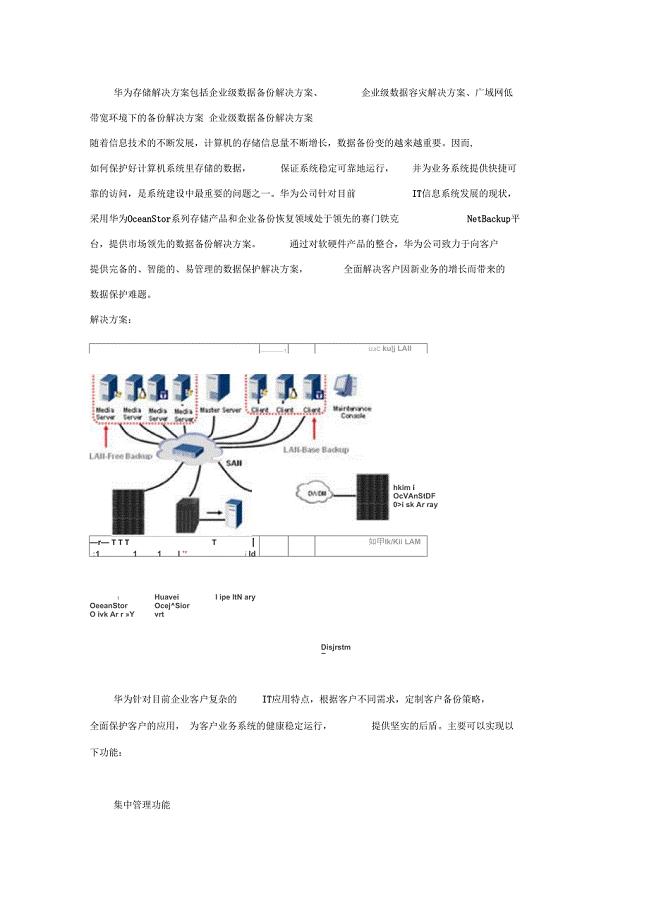
华为存储项目解决方案
XX公路桥临时道路改线工程施工设计方案

毕业设计论文太阳能直接泵浦NdYAG激光研究
施工员专业基础考试典型题含答案第47期
中国古典诗词大全中国古典诗词散文 全唐诗卷 卷303刘商
2023年幼儿园教师工作计划范文(四篇).doc

热控仪表知识培训第一讲基础知识

五种常用钾肥特点和使用事项

演播室节目制作系统

主要风险源分析及控制表
 工程部工作流程模版
工程部工作流程模版
2022-12-12 37页
无线路由器桥接(完美版)(精品)
2023-06-03 7页
江苏省南京市第三初级中学八年级历史上册第11课北伐战争练习题无答案人教新课标版
2022-10-16 1页
水利工程监理实施研究细则78803
2023-01-13 48页
银行行业分析报告
2023-03-14 8页
会计学本科毕业论文正稿
2022-10-17 15页
无共同债务女方协议离婚范本格式(精选9篇)
2023-12-28 10页
基于qam调制的无线衰落信道的性能分析与仿真毕业论文
2023-07-14 37页
关于如何做好文秘工作的调研报告
2023-07-30 6页
中国古典诗词大全中国古典诗词散文 全唐诗卷 卷303刘商
2023-05-24 12页