
材料工程基础全复习资料
20页
1、材料工程基础复习资料一、绪论1、 概念:科学:对于现象的观察、描述、确认、实验研究及理论解释。技术:泛指根据生产实践经验和自然科学原理而发展成的各种工艺操作方法与技能。工艺:使各种原材料、半成品加工成为产品的方法和过程。工程:将科学原理应用到实际目标,如设计、组装、运转经济而有效的结构、设备或系统。材料工程:是工程的一个领域,其目的在于经济地,而又为社会所能接受地控制材料的结构、性能和形状。2、 材料科学与工程的任务?材料科学与工程是关于材料成分、结构、工艺和它们的性能与用途之间有关的知识和应用的科学。3、 传统材料加工包括哪几个方面?传统的金属铸造塑性加工粉末材料压制、烧结或胶凝固结为制品材料的焊接与粘接材料的切除,材料的成型,材料的改性,材料的连接二、材料的熔炼1、钢铁冶金1)、高炉炼铁生产过程:还原:矿石中的铁被还原;造渣:高温下石灰石分解形成的氧化钙与酸性脉石形成炉渣;传热和渣底反应:被还原的矿石降落使温度升高加速反应将全部氧化铁还原成氧化亚铁,风口区残余的氧化亚铁还原成铁,与炉渣一起进入炉缸。2)、炼钢过程中的理化过程:脱碳:碳被氧气直接氧化:在温度高于1100c条件下2c+
2、Q“2CO间接氧化:在温度低于1100c条件下2Fe+Q“2FeOC+FeOFe+CO硅、镒的氧化:a.直接氧化反应:Si+02-Si022Mn+02f2MnOb.间接氧化,但主要是间接反应:Si+2FeOfSi0z+2FeMn+FeOfMnO+Fe脱磷:磷是以磷化铁(Fe2P)形态存在,炼钢利用炉渣中FeO及CaO与其化合生成磷酸钙渣去除Fe2P+5FeO+4CaO(CaO)4P2O计9Fe脱硫:硫是以FeS形式存在,利用渣中足够的CaO把其中FeS去除。反应式为FeS+CaO-FeO+CaS脱氧(再还原):通常采用的脱氧剂有:镒铁、硅铁和铝等。Me+FeO-MeO+Fe3) 、高炉炼铁原料:铁矿石、燃料和熔剂焦炭:它是把炼焦的煤粉或是几种煤粉的混合物装在炼焦炉内,隔绝空气加热到10001100度,干馏后留下的多孔块状产物。作用是提供热量和还原剂。4) 、直接还原炼铁方法:用煤或天然气等还原剂直接将铁矿石在固态还原成海绵铁熔融还原炼铁方法:用铁矿石和普通烟煤作原料,在汽化炉的流化床中,将直接、还原得到海绵铁进一步加热熔化,在熔融汽化炉的炉底形成铁水与炉渣的熔池。2、铜冶金造锍熔炼:目
3、的在于首先使炉料中的铜尽可能全部进入冰铜,部分铁以FeS形式也进入冰铜(CwS+FeS此熔体亦称为铳),使大部分铁氧化成FeO与脉石矿物造渣;其次使冰铜与炉渣分离。为了达到这两个目的,造锍熔炼必须遵循两个原则。一是必须使炉料中有足够的硫来形成冰铜,其次是炉渣中含二氧化硅接近饱和,以便使冰铜炉渣不至混熔。3、单晶材料制备熔体中生长单晶应满足那些热力学、动力学条件?热力学:要使熔体中晶体生长,必须使体系的温度低于平衡温度。体系温度低于平衡温度的状态称为过冷,所以,过冷是熔体中晶体生长的必要条件。T的绝对值称为过冷度,表示体系过冷程度的大小。过冷度是熔体法晶体生长的驱动力,一般情况下,过冷度越大,晶体生长越快,过冷度为零时,晶体生长速度为零。动力学:晶体生长速度f与晶体的温度梯度以及熔体的温度梯度有关。远离生长界面的熔体温度最高,越趋近于生长界面,熔体温度趋于降低,这样便形成了(即Z向)的温度梯度。温度梯度的存在是热量输运的必要条件。要提高晶体生长速度,就要增大晶体的温度梯度和减小熔体的温度梯度,要降低晶体生长速度则采取相反措施。三、金属的液态成型与半固态成型1、液态成型1) 、从工艺方面列
4、举如何获得等轴晶:适当降低浇注温度:合理运用铸型对液态合金的强烈激冷作用:孕育处理:动态晶粒细化:在合金凝固初期,直接对合金液施以振动、搅拌或旋转,都可以在液相中产生大量的游离晶体,细化等轴晶。2) 、合金的充型能力与流动性的概念极其关系:充型能力:液态金属充满型腔,获得形状完整,轮廓清晰铸件的能力。流动性:指合金本身的流动能力。关系:一般流动性好的合金,其充型能力也强,合金的流动性是影响合金充型能力的内在因素。流动性是合金本身的性能之一,与合金成分、温度、杂质含量及其物理性能有关。影响合金的充型能力的因素有合金的流动性、浇注条件以及铸型性质及结构。3) 、为什么金属型铸造未能广泛取代砂型铸造?和砂型铸造相比,金属型铸造有许多优点:(1) 组织致密,力学性能较高。(2) 铸件的尺寸精度高、表面粗糙度低,铝合金铸件的尺寸公差等级可达CT7一CT9,表面粗糙度可达一mmi(3)浇冒口尺寸较小,金属耗量减少,一般可节约金属15%30%。(4) 多次浇注、工序简化、生产率高,易于实现机械化、自动化。而砂型铸造:( 1)可以生产形状复杂的零件,尤其复杂内腔的毛坯;( 2)工艺灵活性大,适应性广,
《材料工程基础全复习资料》由会员re****.1分享,可在线阅读,更多相关《材料工程基础全复习资料》请在金锄头文库上搜索。
高中历史 课时作业22 追寻生命的起源 人民版必修3
2022年财务分析常用指标313721
Chapter 4 Test questions with answers
2022届四川省德阳市第五中学中考五模语文试题含解析
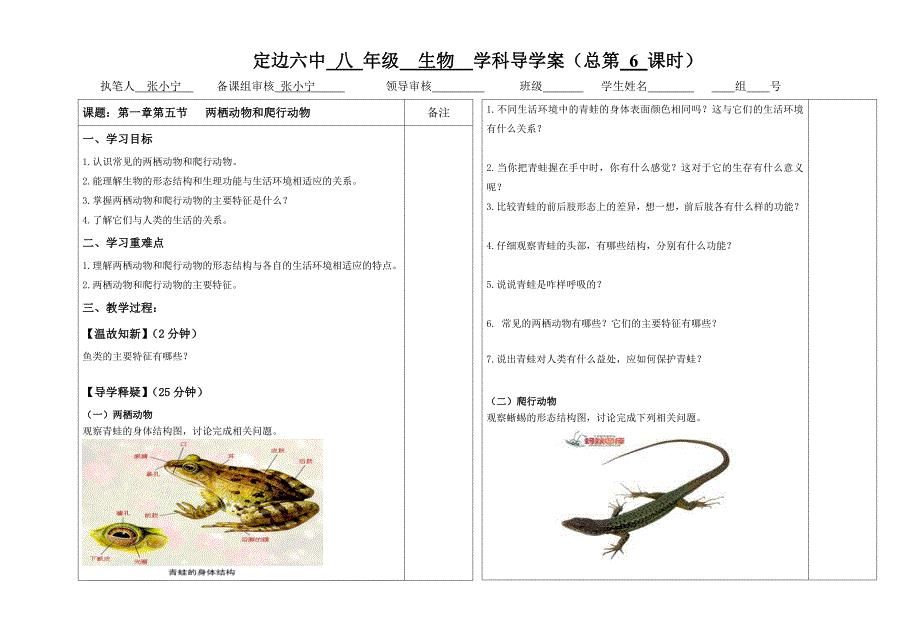
两栖动物和爬行动物
钻井工安全交底记录
学校节水工作计划
POCT公司经营管理手册【参考】
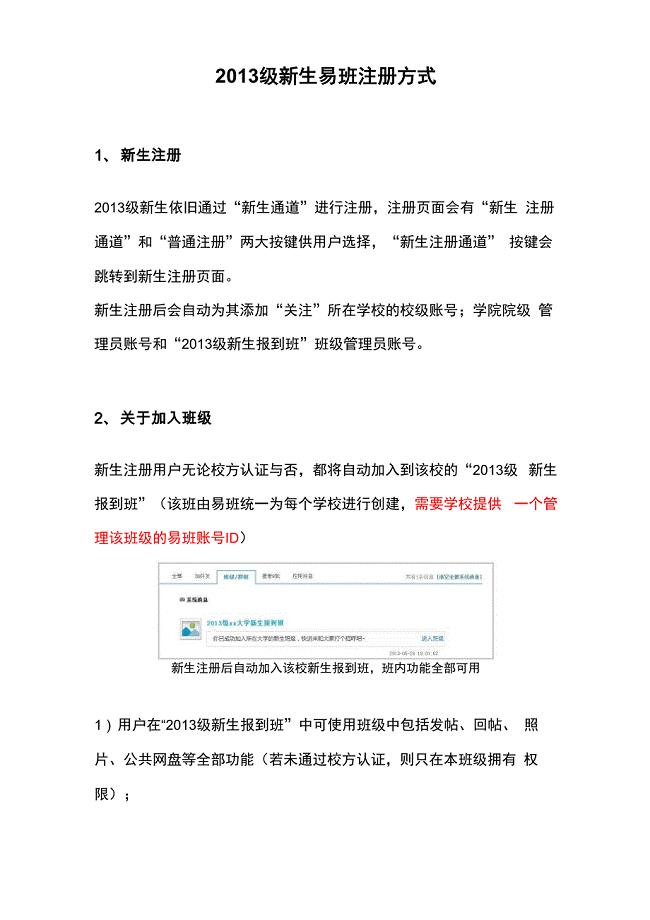
新生进易班技术流程及特点
发电厂班组技术员岗位安全职责
实用的公司计划模板集合10篇

重庆一中八年级下12-13学年(下)半期试题英语试题
2018年3月户外拓展培训心得体会范文
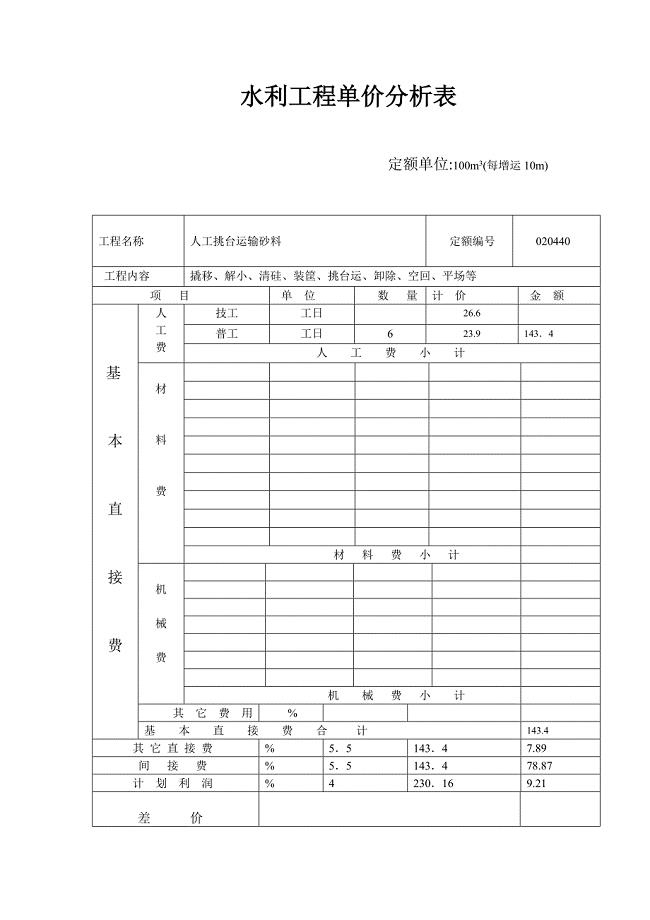
水利工程单价分析表-多表集合大全
5.12防震减灾活动总结
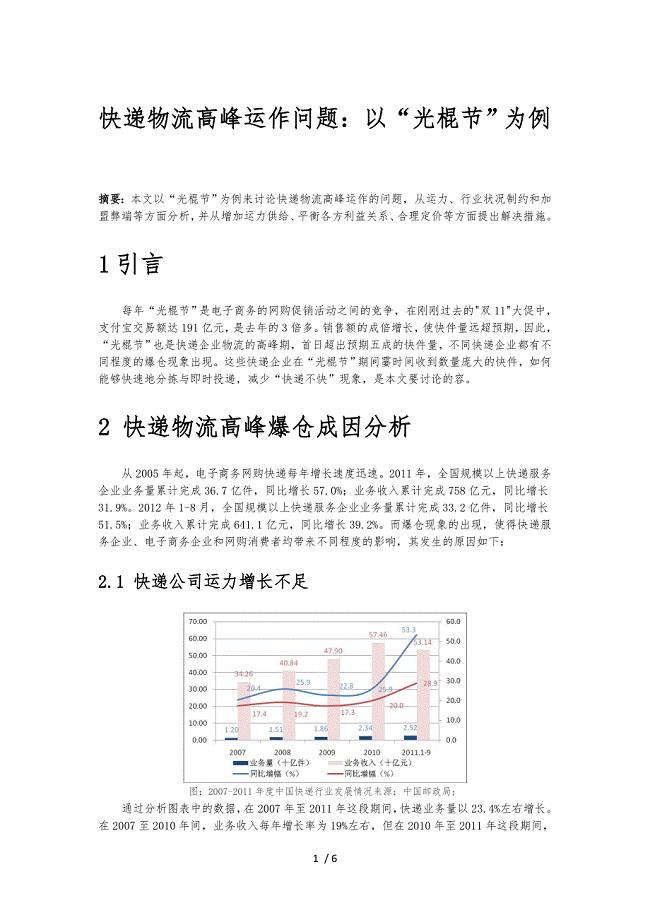
物品快递物流高峰运作问题_以“光棍节”为例
新婚庆典仪式程序
市场营销学答案Word版

电建公司企业标准:加工(配、构)件管理办法
珠宝水晶销售工作总结
 志愿者敬老院活动策划
志愿者敬老院活动策划
2023-01-31 14页
教师资格证学科知识初中数学
2022-09-28 3页
防地质灾害应急处置卡
2022-11-20 3页
安全责任书样本
2023-07-03 18页
用层次分析法解决优质男择偶的方案
2023-12-26 8页
户外拓展活动方案
2023-04-01 9页
不可移动文物的数字化展示-文档资料
2023-11-28 7页
浅析新闻标题引用网络流行语的规范性问题
2024-01-01 22页
2018年小学一年级观后感范文三篇
2022-08-14 4页
方圆公司生产部经理(1)
2024-02-29 3页